Макрогальваническия коррозия и хрупкое разрушение нижних листов корпуса резервуаров в условиях сероводородной среды
Добыча нефти на месторождениях Урала и Поволжья характеризуется сильным обводнением нефти, ростом содержания в добываемой продукции сероводорода и сульфатвосстанавливающих бактерий. Это поставило под угрозу разрушения все нефтедобывающее оборудование, особенно крупногабаритные и тонкостенные резервуары.
Положение осложняется еще и тем, что большинство резервуаров типа РВС используется не всегда по прямому назначению - для сбора и оперативного хранения подготовленной нефти, а часто для предварительного отстоя высокообводненной нефти и сбора и подготовки коррозионно-агрессивных вод. Ясно, что стенки резервуаров в области контакта со сточными водами подвергаются сильной коррозии. Кроме того, на нефтяные месторождения Урала, Поволжья, Западной Сибири попало большое число резервуаров, изготовленных из слаболегированной стали 09Г2С, отличающейся повышенной чувствительностью к воздействию сероводорода - склонностью к водородной хрупкости и трещинообразованию.
Давно известно, что сварные соединения и околошовные зоны металлов являются в коррозионных условиях зоной наиболее вероятного аварийного разрушения корпусных листов резервуара. Однако за последние годы, в связи со старением резервуарного металла и повышением коррозионной нагрузки на внутреннюю поверхность сероводородных сред, все чаще стало отмечаться внезапное появление в корпусе резервуара (в нижних листах) трещин, что вызвало аварийные ситуации с изливом экологически- опасных, взрыво- и пожароопасных жидкостей, главным образом, самовозгорающейся нефти.
Далеко не полные данные статистики аварийных разрушений в нефтедобыче показывают, что более 38% из всех аварий резервуаров приходится на появление внезапных трещин. По данным обследования резервуаров двух нефтепарков АК «Транснефть» институтом ЦНИИ-проектстальконструкция показано, что 67 % аварий крупногабаритных резервуаров можно отнести за счет появления в их корпусах хрупких трещин.
Наиболее серьезные трудности на нефтепромыслах возникают в ходе ремонтных работ ослабленных коррозией листов резервуаров, особенно, если они изготовлены из стали 09Г2С. При замене листов и отсутствии на промыслах этой марки стали нефтяники ставят в резервуар низкоуглеродистые стали типа Ст3сп. В процессе соединения этих листов между собой электродуговой сваркой на границе раздела шов - околошовная зона возникают структурно-химические, тепло-физические и химико-металлургические неоднородности, которые под воздействием сероводородсодержащей среды обуславливают хрупкое разрушение околошовных зон. Чтобы разработать меры по предотвращению такого разрушения металла, необходимо разобраться в причинах, которые вызывают такой тип разрушения, и на основе этого рекомендовать комплекс противокоррозионных и технологических способов,направленных на нейтрализацию этого грозного явления.
Хрупкое разрушение листов корпусов резервуаров типа РВС в эксплуатационных условиях нефтепромыслов
Наиболее типичный случай растрескивания листового металла корпуса РВС-5000 произошел в декабре 1993 года в резервуарном парке НПС «Раевка» НГДУ «Аксаковнефть». В морозные дни днем в 12ч 50м на резервуарном листе первого пояса резервуара № 2В появилась трещина. Уровень сточной воды в резервуаре соответствовал технологической карте, резких превышений уровня воды не было. Таким образом произошло самопроизвольное растрескивание резервуарного листа с изливом большого количества сточной воды с нефтью.
Детальный анализ и обследование места разрыва показали, что разрыв на листе (появление трещины) имел место параллельно вертикальному-сварному шву, полученному ручной электросваркой электродом УОНИ 13/45 на заплате из ВСт-Зсп, установленной в месте монтажного проема. Таким образом, со сталью 09Г2С соседствовала обычная сталь марки ВСт-Зсп. Трещина в околошовной зоне развела эти листы и образовалась щель, из которой излилась сточная вода.
Характеризуя коррозионные свойства сточной (подтоварной) воды, следует отметить, что это типичная минерализованная вода, с удельным весом 1,126 - 1,130 и общим солесодержанием 180 - 200 г/л рН воды 5,6 - 6,3. Вода содержит сероводород в пределах 35 - 108 мг/л, клетки сульфатовосстанавливающих бактерий в интервале 10³ - 10⁵ кл/мл. Кроме того, в воде имеются следы кислорода - до 0,4 мг/л. Такая вода является высококоррозионной. Общее содержание сероводорода в нефти достигает 173 мг/л.
Резервуар № 2В пущен в эксплуатацию в августе 1984 г. Изготовлен в рулонированном виде Самарским заводом резервуарных металлоконструкций по проекту ТП 704-1-27. По сертификату марка стали 09Г2С, толщина металла корпуса - 7 мм. Все строительно-монтажные работы выполнены качественно. Днище и листы корпуса были изолированы 5 слоями покрытия марки КО. Правда, покрытие к моменту осмотра резервуара потрескалось и отслоилось от стенок корпуса и днища, так что какую-либо защиту от коррозии оно практически не оказывало.
Через 3,5 года в результате коррозионного воздействия сточной воды и активной работы макрогальванической пары сварной шов - околошовная зона, произошло постепенное утоньшение металла в этой зоне, причем наиболее сильное на металле 09Г2С. Для контроля периодически с 1985 года измерялась толщина стенок поясов корпуса. В 1986 г. зафиксированная дефектоскопом скорость снижения толщины стенки была еще небольшой - 0,2-0,3 мм/год. Но несмотря на эти измерения, в 1986 году (через два года) произошло несквозное разрушение днища резервуара (7 мм) . Правда, здесь условия коррозии более жесткие: проявляют себя осадки сульфида железа и жизнедеятельность СВБ. Фактическая скорость локальной коррозии вертикальных стенок по замерам составила 1,6 мм/год, а общая осталась на уровне 0,2 мм/год. В 1991-92-93 году скорость общей (средней) коррозии по замерам дефектоскопов несколько возросла до 0,5 мм/год, но местная язвенная коррозия достигла на нижнем поясе резервуара 1,3 - 1,4. Расчетная скорость коррозии по замерам глубины язв достигла 3,5 мм/год. Таким образом, общее утоньшение околошовной зоны из-за коррозии создало условия для последующего ее растрескивания, однако весь комплекс причин связан с рядом других факторов.
Почти аналогичный случай растрескивания корпуса резервуара произошел в НСП Игревского НГДУ ПО «Удмуртнефть» в 1990 г. Здесь тоже тремя годами раньше на РВС-5000, изготовленном из стали 09Г2С, заменили лист на СТ-Зсп. По критерию сваримости такие стали можно было использовать. В результате ручной электросварки околошовная зона (в первую очередь на стали 09Г2С) подверглась сильной коррозии и через три года дала трещину. Через разошедшиеся листы излилась вода, а затем и нефть (резервуар предназначался для предварительного отстоя нефти). Произошло загорание нефти с тяжелыми материальными последствиями. Основная причина появления трещин - коррозия околошовной зоны из-за контакта разнородных металлов. Подобные случаи отмечаются на многих резервуарах нефтепромыслов России, однако каждая такая авария не фиксируется в одном месте, поэтому новых примеров у нас не имеется.
Со времени массового применения сварки в производстве и на металлоконструкциях, в нашей стране и за рубежом стали отмечаться характерные случаи хрупких разрушений сварных мостов, цельносварных судов, промышленных зданий, машин, оборудования, трубопроводов, нефтяных резервуаров. Много случаев разрушения металлических резервуаров отмечено в США, Англии и в СССР. Разрушения начинались с наиболее нагруженного конструктивного элемента - корпуса резервуара, заполненного жидкостью - нефтью или водой. Чаще всего трещины в корпусе относили за счет дефектов в сварных швах (непровары, подрезы, полости и т.д.). Но встречались случаи, когда разрушались сварные швы, выполненные качественно.
В январе 1991 года на складе нефтепродуктов в г. Харькове при сильном снижении температуры окружающего воздуха образовалась трещина в стыке нижнего обвязочного уголка сварного резервуара РВС-10000. Резервуар был смонтирован из листов малоуглеродистой стали-3. На одной из нефтебаз Удмуртии в 80-х годах при резком снижении температуры до - 41 С и сильном северо-восточном ветре в пяти резервуарах РВС-5000 в течение одной ночи образовалось 8 трещин. На одной из нефтебаз Северного района России, при резком похолодании (до - 57 С), одновременно образовались крупные трещины во всех трех резервуарах РВС - 5000. Как показали обследования, наибольшее число трещин образуется в узле сопряжения корпуса с днищем (уторный шов) и в нижних поясах резервуара. Трещины образуются либо в основном металле, вблизи мест скопления сварных швов, либо в стыковых швах, имеющих скрытые дефекты.
Однако, как показал первичный анализ, низкие температуры не исчерпывают действия многих факторов. Здесь проявляется множество причин, которые необходимо было всесторонне изучить, чтобы разобраться в природе этого грозного явления и разработать на этой основе адекватные меры, способные, если и не полностью предотвратить, то во всяком случае, снизить масштабы этого явления на нефтепарках нефтепромыслов и в системе магистрального транспорта нефти.
Характер и особенности коррозионно-механического разрушения сварных конструкций нефтяных резервуаров в сероводородсодержащих агрессивных средах
Из сказанного следует, что при коррозионном разрушении металлов в агрессивных средах, наиболее уязвимы сварные швы и околошовные зоны, выполненные ручной электродуговой сваркой с применением немаркированных или сталей с другим составом, чем основной металл. Но оказалось, что решающую роль все же играет само наличие сварного шва, особенно полученного в результате ручной сварки.
При сварке стремятся получить беспористое и равнопрочное с остальным изделием соединение двух металлов. Это более или менее достигается в заводских условиях при использовании сварки под флюсом или в среде инертных газов. Если же применяется электродуговая сварка, то качество сварных стыков, как правило, не отвечает требованиям равнопрочности.
Как известно, основной вид соединения двух металлов - сварка их плавлением, при которой под действием высокой температуры электрической дуги образуется сварной шов и нагревается околошовная зона. В общем, в сварном шве наблюдается три зоны: шов (литая структура); околошовная зона металла, нагретая в процессе сварки выше критических значений; отстоящая от этой области тоже околошовная зона, но нагретая ниже критических значений; и, наконец, зона основного металла, рассеивающая тепло электросварки.
Исследованиями установлено, что химический состав обеих околошовных зон не изменяется, однако меняется их структура. В зоне нагрева выше критических значений для низкоуглеродистых и слаболегированных сталей характерно наличие широкой зоны термического влияния (ЗТВ). При медленном самоохлаждении металла после сварки в нем наблюдается рост зерна аустенита и восстановление укрупненной ферритно-перлитной структуры стали, что вызывает снижение ее пластичности, особенно такой, как сталь 09Г2С. Выяснено, что во всех коррозионно-агрессивных средах, особенно в содержащих сероводород, сварные соединения растрескиваются интенсивнее, чем не подвергшийся термическому воздействию процесса сварки основной металл.
Главная причина пониженной коррозионно-механической прочности сварных соединений связана с изменением первоначальной структуры стали в околошовной зоне шва, причем для низколегированных сталей типа 09Г2С эта зона в результате сварки приобретает повышенную твердость и прочность и, одновременно, пониженную пластичность. Обычная же сталь сохраняет в какой-то степени пластичность. Поэтому околошовные зоны низколегированных сталей обладают пониженной стойкостью против растрескивания по сравнению с обычными малоуглеродистыми сталями.
Число факторов, которые способствуют хрупкому разрушению сварных конструкций, довольно велико. Это наличие дефектов в сварных швах неоднородностей в различных зонах сварных соединений, появление в шве остаточных напряжений, изменение свойств металла шва и околошовной зоны в результате коррозии и, особенно, сульфидно-водородного охрупчивания и старения металла. Кроме того, к этим факторам относятся низкая хладостойкость металла шва, влияние неблагоприятных эксплуатационных условий (низкие температуры, характер нагружения сварной конструкции или околошовной зоны). И наконец, надо учитывать общее коррозионное воздействие жидкой среды на зону сварного шва. К физико-механическим причинам, способствующим хрупкому разрушению, относят совокупное действие местного или общего снижения деформационной способности металла и (или) временное повышение напряжений в элементах конструкций. При этом важную роль в протекании хрупкого разрушения играет чувствительность металла к развитию трещин, что характерно для сталей 09Г2С.
Таким образом, первым необходимым условием при хрупком разрушении металлов является наличие местного или общего снижения деформационной способности металла при термическом воздействии сварки. Но основной причиной хрупкого разрушения сварных зон конструкции является временное резкое повышение напряжений (например, из-за низких температур), либо местное или общее понижение прочности металла в конструкции (из-за сероводородной коррозии) или же совокупное действие всех этих факторов.
Как уже указывалось ранее, сероводородная коррозия по отношению к черным металлам проявляет себя в двух формах: общей электрохимической коррозии, которая постепенно растворяет металл или, что то же самое, утоньшает его стенку. Такая коррозия бывает общей и местной (локальной), что намного опаснее для металла. Вторая форма коррозии тоже результат электрохимического процесса. Но при этом часть водорода при катодной реакции проникает в металл, что существенно понижает его прочность и пластичность. При этом различают сульфидное индуцированное растрескивание металла, когда атомарный водород проникает в ненагруженный металл. Водород ослабляет прочность металла тем, что он образует в металле много пустот, щелей, т.е. разрыхляет структуру металла. Во втором случае атомарный водород проникает в нагруженный металл, который находится под напряжением. В этих условиях металл подвергается более глубоким физико-механическим изменениям, теряет пластичность и прочность и становится склонным к появлению трещин от небольших дополнительных нагрузок, особенно при низких температурах.
Практика показала, что особенно склонны к сульфидно-коррозионному растрескиванию под напряжением (СКРН) слаболегированные марганцевистые стали типа 09Г2С. В этом суть всех аварийных последствий контакта зоны сварных стыков в сероводородсодержащей среде с разнородными металлами. Существенно стимулирует этот процесс присутствие в воде даже следов кислорода. О природе такого стимулирующего действия кислорода еще нет полной ясности, но этот факт не подлежит сомнению.
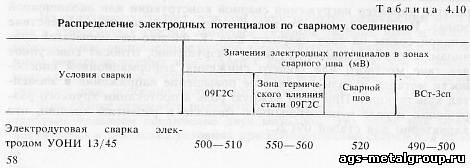
Наступление значительной гетерогенности разнородных металлов в сварном шве однозначно доказывается измерением электрохимических потенциалов на сварной конструкции, состоящей из ВСт-Зсп и 09Г2С в 3%-м растворе хлористого натрия. В нижеследующей таблице 4.10 приведены эти данные.
Из приведенных данных следует, что зона самого сварного шва является катодной, а зона термического влияния (ЗТВ) на стали 09Г2С является анодной. При обследовании зта зона подверглась наибольшей коррозии. Кроме того недавно выяснено, что именно анодные зоны черных металлов подвергаются сильному наводороживанию. Учитывая заметную коррозию стали 09Г2С в сероводородной среде, а также повышенную ее склонность к водородной хрупкости, причина растрескивания околошовной зоны стали 09Г2С в контакте со сталью ВСт-Зсп становится вполне ясной.