Организация технологического процесса нанесения защитных покрытий на внутреннюю поверхность резервуаров
Защита внутренней поверхности резервуаров осуществляется, как правило, лакокрасочными материалами на основе химически масловодостойких материалов холодного отверждения. Покрытие - многослойное, имеет 4 - 6 слоев. Противокоррозионной защите подвергается либо вся внутренняя поверхность или, чаще всего, по зонам агрессивного воздействия хранимой в резервуаре среды: днище и нижние пояса, кровля, верхние пояса, понтоны и плавающие крыши. Возможны варианты: усиленное покрытие - на днище и нижние пояса, с высоким защитным эффектом - на кровле и верхних поясах, менее ответственное - на корпусе резервуаров.
Все эти варианты в организации работ связаны не столько с нанесением конкретной системы покрытий, сколько со степенью и тщательностью очистки металлической поверхности, что определяет стойкость и длительность защиты от коррозии покрытия в различных зонах резервуара.
Технология выполнения защитных работ, а также требования соблюдения мер безопасности операций довольно жестко влияют на организацию изоляционно-окрасочных работ. В то же время различия в конструктивных решениях резервуаров типа РВС позволят более гибко подойти к выбору вариантов по организацию противокоррозионных работ в резервурах.
В настоящее время организация таких работ основывается на следующих принципах:
- противокоррозионные работы внутри резервуаров производятся вручную, а также с использованием механизированных агрегатов ручного управления;
- работы по нанесению защитной изоляции выполняются, как правило, после полного завершения строительства и монтажа резервуаров;
- комплекс противокоррозионных работ, в связи со значительной высотой резервуаров, выполняется со средств подмащивания, причем в резервуарах со стационарной кровлей - с инвентарных стоечных лесов, сооружаемых по всему объему резервуара, а в тех, где имеются понтоны и плавающие крыши - с поднятых водой понтонов и крыш. Понтоны и плавающие крыши поднимают и опускают путем закачки в резервуар воды;
- все резервуары должны иметь расчетное количество люков или лазов, обеспечивающих безопасные условия работ. В случае необходимости в резервуаре вырезается так называемый монтажный проем, который по окончании работ заваривается и дозащищается;
- изоляционно-защитные работы внутри резервуаров проводятся при условии строгого соблюдения санитарных норм, предъявляемых к воздуху рабочей зоны.
Типичные схемы организации работ по созданию противокоррозионного лакокрасочного покрытия резервуаров различного технологического назначения и конструктивного решения состоят из определенных стадий. В резервуарах со стационарной кровлей без плавающего понтона производят:
- устройство средств подмащивания;
- подготовку и очистку поверхности корпуса, кровли и днища;
- нанесение грунтовки, ее осушку или полимеризацию;
- нанесение заданного числа окрасочного покрытия, полимеризацию каждого слоя, последовательный контроль каждого нанесенного слоя;
- демонтаж средств подмащивания;
- сбор и удаление песка и грязи с днища;
- подготовка и очистка поверхности днища резервуара;
- нанесение грунтовочного слоя на днище, его полимеризация;
- нанесение окрасочного покрытия на днище или формирование толстослойного покрытия по особой технологии.
Для резервуаров, имеющих понтон, осуществляют следующие работы:
- постепенный и дискретный подъем понтона в резервуаре путем закачки воды;
- ступенчатая (с шагом в 1-2 м) подготовка и очистка поверхности корпуса, огрунтовка, нанесение и осушка лакокрасочного материала по мере подъема понтона с соблюдением по времени всех требований к полимеризации и контролю нанесенного покрытия;
- устройство легких (сборно-разборных) средств подмащивания на понтоне для проведения изоляционно-защитных работ на кровле при верхнем положении понтона;
- подготовка, очистка, огрунтовка, окраска и контроль за нанесенным покрытием на кровле;
- заделка щелевых мест в кровле с помощью высоковязких мастик;
- спуск понтона до нижнего стационарного положения, удаление остатков воды на днище, осушка поверхности днища и нижних поясов;
- подготовка и очистка поверхности нижних поясов и днища, нанесение грунтовочного слоя, покрывных слоев лакокрасочного материала, их сушка или формирование толстослойного армированного покрытия на днище.
Следует иметь в виду, что при работах в резервуарах с плавающим понтоном, используемым в качестве передвижных подмостей, необходимо применять лишь те марки лакокрасочных материалов, которые можно наносить на металлическую поверхность в условиях повышенной влажности воздуха.
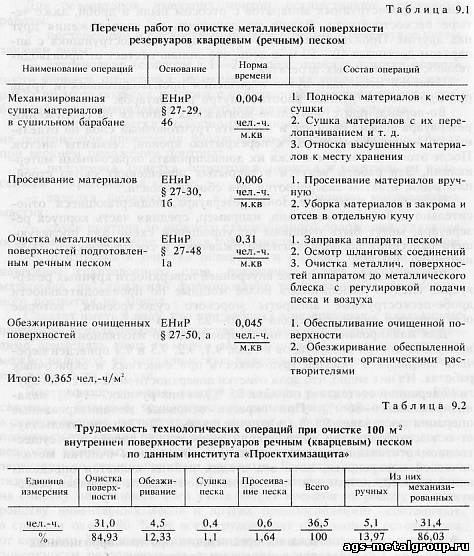
Противокоррозионная защита стальных резервуаров типа РВС связана с большой трудоемкостью выполнения окрасочных работ, в первую очередь, по подготовке и очистке их внутренней поверхности, поскольку эта стадия работы является решающей в обеспечении долговечности защитных покрытий. В первую очередь это относится к резервуарам со станционарными кровлями. Расчеты, проведенные институтом «Проектхимзащита» (Москва) показывают, что трудозатраты на очистку поверхности (без учета затрат времени на работу по устройству инвентарных лесов и других приспособлений), составляют в среднем около 90% от всех трудозатрат при защите резервуаров от коррозии. При этом общие трудозатраты по очистке металлической поверхности резервуаров от загрязнений составляет 36,5 чел.-часов на каждое 100 м² очищаемой поверхности. Это показывает, что данной стадии изоляционно-защитных работ в резервуарах следует уделить наибольшее внимание.
В резервуарах со станционарной кровлей могут последовательно осуществляться четыре технологических операции: механическая очистка сварных швов от заусениц и наплывов металлов, пескодробеструйная очистка металла, обдувка поверхности сухим воздухом и обезжиривание. При этом последняя операция должна быть заключительной и производится после прекращения дробеструйной очистки.
Практика показывает, что при надлежащей организации очистных работ в резервуарах могут одновременно работать два, а при использовании дробеструйных аппаратов с отсосом пыли и дроби, даже четыре пескоструйщика. Важно не допустить их расположения друг над другом. Производительность труда одного пескоструйщика с аппаратом достигает 40 - 50 м² в день, что сильно отстает от производительности окрасочных агрегатов.
Имеется несколько путей повышения производительности труда при дробепескоструйных работах внутри резервуаров.
Во-первых, при строительно-монтажных работах по сооружению резервуара можно очищать и наносить грунтовочный слой на отдельные, привариваемые затем к перекрытию кровли, сегменты листов. После этого на месте монтажа их доизолировать окрасочными материалами, Эти работы ведутся в закрытых помещениях около стройплощадки, а затем завершаются при сборке кровли.
Во-вторых, отдельные зоны резервуара, подвергающиеся относительно небольшой коррозии, например, средняя часть корпуса резервуара, могут быть очищены по упрощенной схеме для последующего нанесения преобразователей ржавчины и среднестойкого ЛКМ, например, ВЛ-515.
В-третьих, при подготовке внутренней поверхности крупных резервуаров следует использовать более мощные по производительности дробе-пескоструйные аппараты морского судостроения, которые обеспечивают очистку металла до 20 - 25 м² в час.
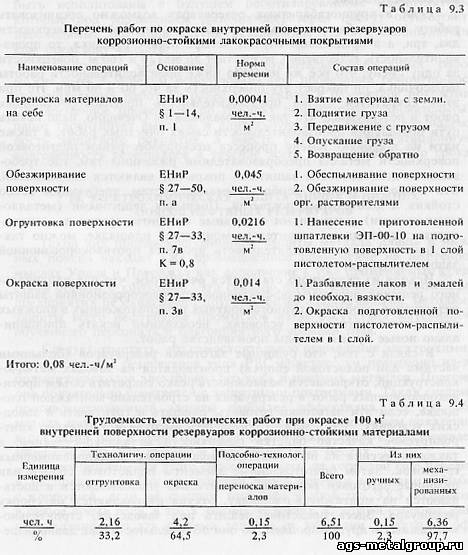
Для планирования времени на производство изоляционно-защитных работ внутри резервуаров в табл. 9.1, 9.2, 9.3 и 9.4 приведен перечень операций и указана трудоемкость при очистных и окрасочных работах. Из них видно, что доля очистки поверхности металла среди других операций составляет порядка 85 %, из них ручных - 14 %, механизированных - 86 %. При окраске основные механизированные операции составляет 98 %, а ручные лишь 2 %. Это свидетельствует о высокой степени механизации окрасочного процесса и существенном отставании от него процесса подготовки и очистки металлической поверхности, хотя эта стадия работы является определяющей во всей системе противокоррозионной защиты стальных резервуаров.