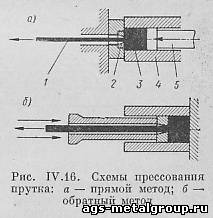
Прессование длинных изделий сложного профиля осуществляется на мощных гидравлических прессах. Нагретый слиток 3 (рис. IV.16, а) цилиндрической формы помещается в полость толстостенного стального цилиндра 4, называемого контейнером пресса; с другой стороны контейнера закрепляется матрица 2 из жароупорной стали (ЗХВ8 или 5ХВС), имеющая отверстие, соответствующее по форме сечению прессуемого изделия.
Давление на металл передается пуансоном б (шплинтоном), на конце которого укреплена сменная прессшайба, плотно входящая в полость контейнера. Пуансон жестко соединен с главным поршнем (плунжером) гидравлического цилиндра пресса, в который поступает вода под давлением 150 - 200 ат (14,7 - 19,6 МПа). Диаметр главного плунжера пресса достигает 2000 мм и более, поэтому удельное давление прессшайбы, имеющей сравнительно небольшой диаметр (60 - 500 мм), на металл очень велико и достигает 10000 кГ/см² (981 МПа). Прессшайба, медленно передвигаясь вдоль контейнера, выдавливает металлический пруток 1 через отверстие матрицы. В конце операции в контейнере остается небольшая часть слитка, называемая прессостатком, содержащая обычно недоброкачественный металл. Обратный ход пуансона с прессшайбой осуществляется двумя возвратными цилиндрами, расположенными симметрично по сторонам главного цилиндра.
Отличительной особенностью прессования является наличие резко выраженной схемы всестороннего неравномерного сжатия металла (под действием прессшайбы и за счет противодавления стенок контейнера), что значительно повышает его пластичность. Поэтому прессованием обрабатываются и малопластичные металлы, и сплавы, обработка которых давлением другими способами приводит к браку (в результате образования трещин).
Исходным материалом для прессования служат слитки из цветных металлов: меди, алюминия и их сплавов (бронзы, латуни), никелевых и магниевых сплавов, а также слитки из стали. Диаметр слитков из цветных сплавов составляет 50 - 800 мм при длине 120 - 1800 мм.
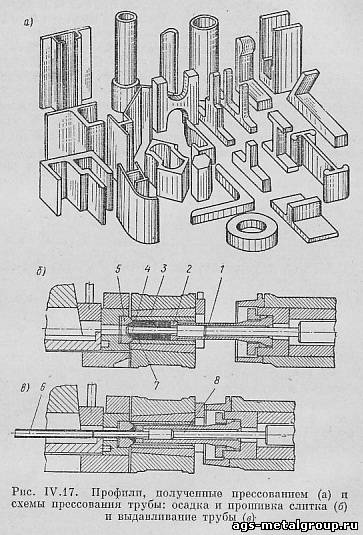
Прессованием получают сложные профили различного сечения длиной до 25 - 35 м (рис. IV.17, а) и прутки диаметром 5 - 200 мм, трубы гладкие и ребристые диаметром до 400 мм и выше при толщине стенок 1,5 - 8 мм. Прутки небольшого диаметра получают прессованием через несколько отверстий в одной матрице.
Принцип прессования используется и при горячей штамповке в закрытых штампах изделий из легированной стали: клапанов автотракторных двигателей, турбинных лопаток и др., а также при холодной штамповке выдавливанием пустотелых тонкостенных изделий из толстолистовой заготовки.
Механические свойства изделий зависят от степени обжатия исходного литого металла. Чем она больше, тем мельче будет кристаллическая структура готового продукта и тем выше получаются его механические свойства.
При прессовании различают две скорости, характеризующие процесс: скорость прессования υn, с которой двигается прессшайба в контейнере, и скорость истечения υu, представляющая собой скорость вытекания металла через очко матрицы. Эти скорости связаны соотношением: υu = λυn, где λ - коэффициент вытяжки, равный отношению площадей поперечных сечений полости контейнера и отверстий матрицы. При прессовании λ = 8 ÷ 50. При очень больших скоростях истечения в прутке образуются трещины, «ерши» и другие дефекты. Скорость истечения для дуралюмина равна 3 - 6 см/сек, магниевых сплавов 4 - 50 см/сек, алюминия 10 - 250 см/сек, меди и ее сплавов 10 - 500 см/сек.
§ 12. Технология прессования
Различают два основных метода прессования: прямой (см. рис. IV.16, а) и обратный (рис. IV.16, б). Прямой метод прессования описан в § 11 и применяется для прутков, сложных профилей и труб. Прессование по обратному методу применяется главным образом для получения прутков. В этом случае шплинтон делается полым, и на его конце укрепляется матрица. Во время движения шплинтона слева направо матрица, играющая одновременно и роль прессшайбы, давит на торцевую часть слитка, при этом металл вынужден вытекать в обратном направлении, так как полость контейнера с противоположного конца закрыта массивной упорной шайбой. Если при прямом прессовании вся масса слитка перемещается в контейнере в направлении течения металла, то при обратном прессовании слиток неподвижен относительно стенок контейнера, вследствие чего значительно уменьшается действие сил трения при прессовании. В результате усилие прессования обратным методом снижается на 25 - 30%.
К преимуществам обратного метода относится также и снижение потерь металла в прессостаток, который с 15 - 18% от веса слитка при прямом прессовании снижается до 5 - 6%. Однако конструкция пресса для обратного прессования сложнее, и поэтому он реже применяется на практике, чем прямой. Прессование труб производится обычно прямым методом, хотя возможно прессование коротких труб большого диаметра (300 - 400 мм) методом встречного течения металла.
При прессовании труб прямым методом (рис. IV.17,6) нагретый слиток посылается в полость контейнера 3 прессшайбой 2 шплинтона 1, слегка обжимается в ней, а затем прошивается насквозь стальной иглой 4. Игла связана штоком 8 с плунжером гидравлического прошивного цилиндра, расположенного по оси пресса позади главного цилиндра, управляющего рабочим ходом прессшайбы. Передний конец иглы проходит сквозь слиток, выдвигается на некоторое расстояние из отверстия матрицы 5 и останавливается. Затем включается главный цилиндр пресса, начинает свое движение прессшайба со шплинтоном, и происходит выдавливание металла 7 через кольцевой зазор, образованный стенками отверстия матрицы и наружной поверхностью иглы (рис. IV.17, в). Наружный диаметр получаемой трубы 6 соответствует, таким образом, диаметру отверстия матрицы, а внутренний - диаметру иглы. Величина отхода металла (выдры) при прошивке является значительной и достигает при таком способе прессования труб 20 - 40% от массы слитка. Прессы, используемые для изготовления прутков, профилей и труб по конструкции разделяются на вертикальные усилием в 300 и 600 т (2,94 и 5,88 МН) и горизонтальные усилием от 600 до 14 000 т (5,88 до 137,3 МН). На вертикальных прессах получают прутки и тонкостенные трубы диаметром до 40 мм и длиной до 3 м; готовое изделие при прессовании на таких прессах выходит вниз, в подвальное помещение. На горизонтальных прессах получают трубы и прутки больших размеров.
На прессе 14 000 т (137,3 МН) помимо профилей с постоянным сечением по длине изготовляют детали ступенчатой формы, а также ребристые панели для самолетов. Последние выдавливаются вначале в виде профиля U-образной или кольцевой формы, развертываемых затем в плоскую панель на специальной машине. На указанном прессе изготовляются также трубы диаметром 500 мм, длиной 15 м при толщине стенки в 6 мм.
Прессованием получают и стальные профили с допуском ±0,4 мм; для получения еще большей точности размеров сечения они подвергаются калибровке волочением.
По производительности процесс прессования стали успешно конкурирует с прокаткой, так как месячный выпуск на прессе 3000 т (29,4 МН) достигает 8000 т, при этом точность получаемых прессованием изделий выше, чем при прокатке. Главным же преимуществом процесса прессования является возможность получения весьма сложных профилей, изготовление которых прокаткой вообще неосуществимо.
§ 13. Сущность процесса волочения и область его применения
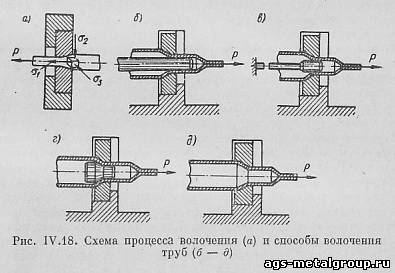
При волочении, представляющем собой процесс протягивания заготовки через отверстие в матрице (рис. IV.18), имеет место схема объемно-напряженного состояния с одним главным растягивающим напряжением σ₁ вызываемым усилием волочильного стана, и двумя другими, равными по величине главным сжимающим напряжениям σ₂ и σ₃, создаваемым противодавлением стенок матрицы.
Наличие значительного по величине главного растягивающего напряжения σ₁ понижает пластичность металла, ограниченную к тому же условиями холодной обработки. Поэтому при волочении недопустимы большие степени деформации, и за одну протяжку уменьшение площади сечения заготовки не превышает 25 - 35%. Поскольку основной целью волочения является получение тонкой проволоки из катанки диаметром 5 - 6 мм, то вследствие ограниченности величины обжатия за одну протяжку приходится протягивать заготовку последовательно через ряд постепенно сужающихся отверстий матриц или волок, чтобы получить требуемый окончательный диаметр проволоки.
Упрочнение (наклеп) металла в процессе волочения вызывает нарастающую потерю пластичности металла, которая может привести к обрыву проволоки. Во избежание обрыва проволоки напряжение натяжения в конце ее, вытягиваемом из матрицы, не должно превышать предела текучести металла. Кроме того, для предупреждения обрывов вследствие наклепа при многократном волочении приходится прибегать к отжигу полуфабриката. Суммарные обжатия заготовки между отжигами составляют в среднем 75 - 85%.
Волочением обрабатывают стали различных марок, а также цветные металлы и их сплавы.
Волочение применяется для получения тонкой проволоки диаметром 0,02 - 1 мм и более; тонкостенных труб, изготовленных предварительно прокаткой или прессованием; при калибровке горячекатаного сортового проката диаметром до 100 мм; для изготовления фасонных профилей, из которых путем разрезки получают затем готовые детали - призматические и сегментные шпонки, призматические направляющие для приборов, опорные призмы, шлицевые валики, зубчатые и храповые колеса для часового производства и т. п.
Последний вид волочения резко сокращает расход металла и трудоемкость изготовления указанных деталей по сравнению с обработкой их на металлорежущих станках из сортового проката.
§ 14. Технология волочения
Процесс волочения состоит из следующих операций:
1) предварительного отжига заготовок для получения мелкозернистой структуры металла и повышения его пластичности;
2) травления их в подогретом растворе серной кислоты для удаления окалины, вызывающей повышенный износ матрицы;
3) промывки заготовок и нейтрализации травильного раствора;
4) заострения концов заготовок в ковочных вальцах или под пневматическим молотом для пропуска его через отверстие матрицы и последующего захвата клещами стана;
5) волочения;
6) отжига для устранения наклепа;
7) отделки готовой продукции (обрезки концов, правки, резки на куски мерной длины и пр.).
Для уменьшения трения в очке матрицы волочение производится со смазкой заготовки минеральными маслами, эмульсией, графитом или животными жирами. Смазка способствует получению чистой поверхности изделия и уменьшает расход энергии на волочение. Для снижения усилия волочения применяют также роликовые матрицы.
В ряде случаев, например перед волочением проволоки и тонкостенных труб из стали, производят их омеднение погружением заготовок в слабый кислотный раствор медного купороса; омеднение снижает коэффициент трения и предохраняет поверхность изделия от задирания в очке матрицы.
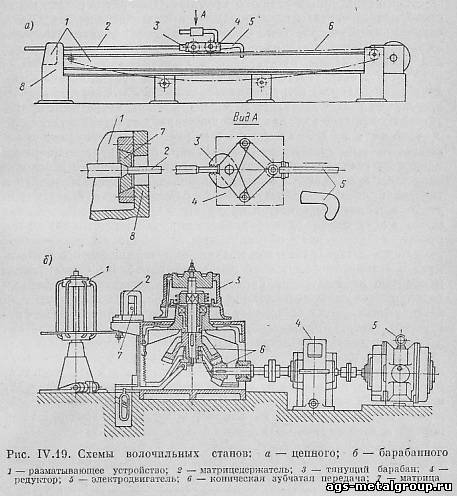
Волочение труб производится следующими основными способами: на длинной оправке (рис. IV.18, б), когда труба протягивается вместе с оправкой через неподвижную матрицу; на неподвижной короткой оправке (рис. IV.18, в); на свободной (плавающей) оправке (рис. IV.18,г) - разновидность волочения на короткой оправке; без оправки (рис. IV.18, д). Коэффициент вытяжки за один проход обычно не превышает 1,5 - 1,8. Волочильные станы по способу осуществления тянущего усилия делятся на цепные и барабанные. В цепных станах (рис. IV.19, а), применяемых для волочения прутков, профилей и труб длиной 8 - 10 м, усилие волочения создается бесконечной шарнирной цепью 6, за звенья которой зацепляется крюк 5 волочильной каретки 4. Каретка имеет самозахватывающие клещи 3, с помощью которых материал 2 протягивается сквозь матрицу 7, прикрепленную к кронштейну 8 станины 1; каретка снабжена четырьмя роликами, для передвижения по направляющим станины 1. Двигаясь вместе с цепью, каретка увлекает за собой захваченный клещами пруток 2. Возврат каретки, после протягивания штанги на всю длину, производится вручную или специальным устройством. Шарнирная цепь получает движение от электромотора с редуктором через ведущую звездочку. Цепные волочильные станы изготовляются с усилием тяги 1 - 150 т (9,81-147,2 кН), что позволяет протягивать прутки с начальным диаметром до 150 мм и трубы диаметром до 200 мм. Скорость волочения на них может достигать 50 м/мин. Число одновременно протягиваемых прутков в станах новой конструкции может достигать 10.
В барабанных станах (рис. IV.19,6) усилие волочения создается вращающимся барабаном, на котором с помощью клещевого захвата закрепляется конец протягиваемой проволоки. Эти станы применяются обычно для волочения длинной тонкой и толстой проволоки диаметром 0,02-6 мм и прутков диаметром до 16 мм, наматываемых в бухту на ведущий барабан. Такие станы могут иметь один барабан для однократного волочения проволоки через одну матрицу, или несколько последовательно расположенных барабанов и матриц для многократного волочения. В станах многократного волочения проволока наматывается полностью на последний барабан, на промежуточные барабаны наматывается лишь несколько витков проволоки, которая одновременно сматывается с одной части барабана и наматывается на другую его часть. Диаметры барабанов составляют 150 - 1000 мм, а скорость волочения достигает 2000 м/мин и более.
Инструментом для волочения служат матрицы - волоки или фильеры, волочильные доски, кольца и оправки. Они изготовляются из инструментальных сталей и твердых сплавов. При волочении тончайшей проволоки применяют волоки из алмаза, обладающие высокой твердостью и стойкостью.