Типы станков токарной группы. Станки токарной группы предназначаются для обработки наружных и внутренних поверхностей вращения (цилиндрических, конических и фасонных) подрезания торцов, нарезания резьбы и некоторых других работ. Основным видом режущего инструмента для токарных станков являются резцы. Для обработки отверстий используются также сверла, зенкеры, развертки и др. Для нарезания резьбы применяются метчики и плашки.
Главное движение у всех станков токарной группы (движение резания) осуществляется вращением заготовки. Движение подачи сообщается режущему инструменту. В большинстве случаев это прямолинейное перемещение инструмента. Иногда инструмент перемещается по более сложной траектории.
Большинство деталей машин и механизмов является телами вращения и обработку их наиболее удобно производить на станках токарной группы. Этим определяется их широкое распространение в машиностроении (до 40% общего количества станочного парка заводов). В зависимости от масштаба производства, конфигурации, размеров и веса деталей для их обработки применяются различные типы токарных станков. Токарные и токарно-винторезные станки предназначаются для выполнения всех основных токарных работ в условиях единичного и мелкосерийного производства. Лобовые и карусельные станки применяются для обработки крупных деталей большого диаметра. Наибольшее распространение они получили на заводах тяжелого машиностроения. Многорезцовые токарные станки применяют при изготовлении деталей, допускающих одновременную обработку несколькими резцами в условиях крупносерийного и массового производства. Револьверные станки, токарные автоматы используют при обработке некрупных деталей сложной конфигурации мелкими и крупными партиями.
§ 13. Классификация и условные обозначения металлорежущих станков
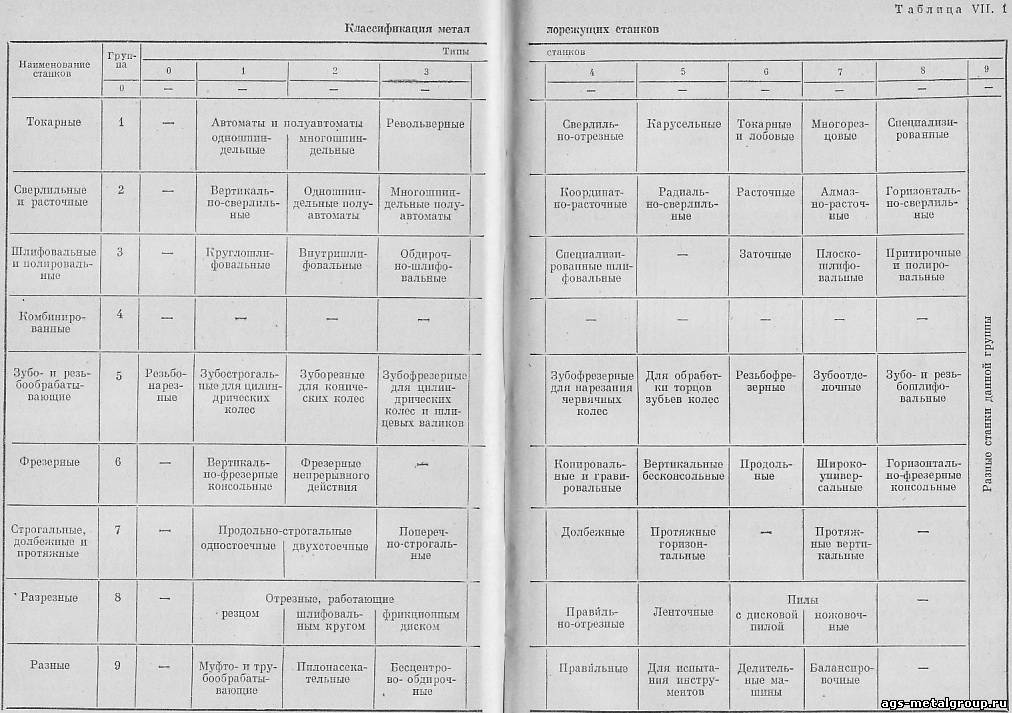
По классификации экспериментального научно-исследовательского института металлорежущих станков (ЭНИМСа) станки подразделяются на группы в зависимости от характера производимой обработки - строгальной, фрезерной и т. д. В отдельную группу выделены зубо- и резьбообрабатывающие станки, в которой объединены станки зубофрезерные, зубострогальные и др. Все металлорежущие станки делятся на девять групп. Каждая группа, в свою очередь, включает несколько разновидностей (см. табл. 1).
Условно модель станка обозначается тремя или четырьмя цифрами (иногда с добавлением букв). Первая цифра указывает группу станка, вторая - тип (разновидность в пределах этой группы), третья и четвертая - основной размер данной модели.
Буква после первой цифры указывает на модернизацию станка, а буква после всех цифр - модификацию (видоизменение) базовой модели. Например: у станка 2А135 цифра 2 означает, что станок относится ко второй группе - сверлильный, буква А - станок модернизированный; цифра 1 указывает на принадлежность станка к первой разновидности - вертикально-сверлильный; последние две цифры обозначают максимальный диаметр сверления - 35 мм.
По степени универсальности станки могут быть:
1) универсальные, или общего назначения, предназначенные для выполнения различных операций при обработке разнообразных деталей;
2) специализированные, предназначенные для обработки деталей, сходных по конфигурации, но имеющих различные размеры, например ступенчатых валиков, колец подшипников качения и т. п.
3) специальные, на которых обрабатывают детали только одного типоразмера.
По степени точности различают станки нормальной точности и высокоточные (прецизионные). По весу различают станки нормального веса (до 10 т), тяжелые (от 10 до 100 т) и особо тяжелые (свыше 100 т).
Достигаемая на станках токарной группы точность обработки при работе резцами - 5 - 2-й классы, шероховатость - 3 - 6-й классы по ГОСТУ 2789 - 59.
§ 14. Резцы
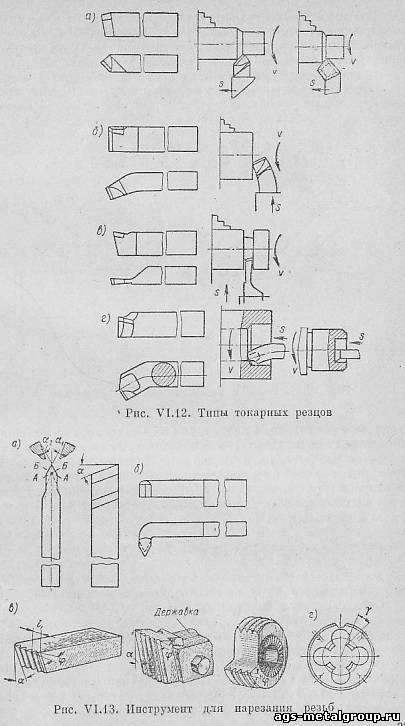
Большое разнообразие работ, выполняемых на станках токарной группы, обусловливает разнообразие токарных резцов. Любой резец состоит из головки (рабочей части) и стержня (части, служащей для закрепления). В зависимости от формы головки и ее положения относительно стержня резцы разделяются на правые и левые, прямые, отогнутые и с оттянутой головкой (рис. 11).
По назначению различают следующие основные типы резцов.
Проходные резцы (рис 12 а) применяются при обтачивании тел вращения по наружной поверхности.
Подрезные резцы (рис. 12, б) используются для обработки (подрезания) торцевых поверхностей различных деталей, заплечиков валов и т. д.
Отрезные резцы (рис. 12, в) предназначены для отрезания материала. Так как при этом необходимо обеспечить возможно меньшую потерю материала, отрезные резцы делают с малой длиной главной режущей кромки.
Расточные резцы (рис. 12, г) применяются для растачивания отверстий, выемок и т. д. Размеры расточного резца (поперечное сечение и длину стержня) выбирают в соответствии с размерами обрабатываемого отверстия. Расточные резцы ввиду их значительного вылета из резцедержателя сильно изгибаются и пружинят, поэтому ими нельзя снимать стружки больших сечений.
Фасонные резцы имеют режущую кромку, форма которой совпадает с профилем обрабатываемой поверхности.
Резьбовые резцы применяются для нарезания резьб. На рис. 13 показаны резцы для нарезания наружной (рис. 13,а) и внутренней (рис. 13, б) треугольных резьб. Профиль резца для нарезания резьбы должен соответствовать профилю нарезаемой резьбы. Передний угол во избежание искажения профиля резьбы резца делается равным нулю, а задний от 6 до 8°.
Наружную и внутреннюю треугольную резьбу можно нарезать также резьбовыми гребенками (рис. 13, в). В отличие от обычных резьбовых резцов резьбовые гребенки имеют на режущей части не один, а несколько зубьев, выполненных по форме профиля резьбы. Рабочая часть гребенки состоит из режущих и калибрующих зубьев. Режущие зубья (их обычно два-три) срезаны под углом φ так, что каждый последующий зуб режет несколько глубже предыдущего. Калибрующая часть, которая следует за режущей, имеет также несколько зубьев (два-три) и предназначена для зачистки резьбы.
80 - 85 % всех резцов, находящихся в эксплуатации на машиностроительных предприятиях, оснащены твердым сплавом. По конструкции эти резцы делятся на четыре вида: с пластинками, напаянными на державку; с механическим креплением пластинок; с креплением пластинок силами резания; с механическим креплением вставок с напаянными пластинками.
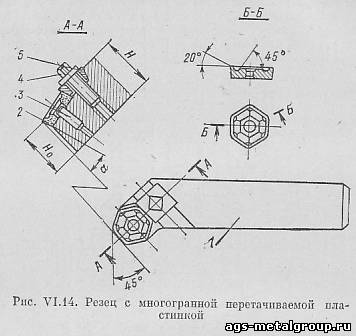
Большое распространение получили резцы с многогранными неперетачиваемыми пластинками. Во Всесоюзном научно-исследовательском инструментальном институте (ВНИИ) разработаны трех-, четырех-, пяти- и шестигранные твердосплавные пластинки, предназначенные для обработки стали и чугуна. На рис. 14 показаны шестигранная пластинка и ее закрепление в державке 1. Многогранная твердосплавная пластинка 2 надевается на штифт 3, который запрессован в державке. Пластинка крепится между штифтом и задней опорной стенкой державки с помощью клина 5 и винта 4 (угол клина 30 - 32°). После затупления всех режущих кромок (поочередно) пластинки не перетачиваются, а возвращаются в переработку.