При заполнении формы жидким металлом к стержням предъявляются более высокие требования, чем к форме, так как они расположены внутри формы и температурное воздействие на них оказывается со всех сторон.
Прежде всего стержни должны обладать повышенной прочностью, ввиду того что в процессе заливки они испытывают значительное давление жидкого металла. Помимо специальных стержневых смесей для упрочнения стержней простых конфигураций применяются проволочные каркасы - круглые прутки из мягкой стальной отожженной проволоки; при более сложных конфигурациях выгибают из проволоки каркасы, соответствующие очертаниям стержня. Для крупных стержней применяются литые чугунные каркасы с залитыми в них стальными прутками и подъемами, при помощи которых стержни устанавливаются в форме.
Стержни должны иметь повышенную газопроницаемость, так как при заливке формы они почти насквозь прогреваются металлом; поэтому газы могут выйти только через стержневые знаки. Кроме того, через стержень должны быть частично удалены газы из жидкого металла, окружающего стержень при заливке.
Повышение газопроницаемости стержней, помимо применения надлежащих смесей, достигается устройством специальных газоотводных каналов.
Важно также, чтобы стержни обладали податливостью, так как при остывании отливки она уменьшается в размерах и металл сжимает стержни. Если стержень не будет обладать податливостью, то в отливке возникнут большие внутренние напряжения, которые могут вызвать трещины. Податливость стержней особенно важна при тонкостенном литье.
Необходимо также обеспечить высокую огнеупорность стержней, так как иначе стержень может оплавиться и на поверхности отливки появится стекловидная корочка (пригар), которую невозможно удалить режущим инструментом.
§ 18. Изготовление стержней вручную
Для изготовления стержней вручную применяются стержневые ящики или шаблоны.
При изготовлении стержней полость ящика набивается стержневой смесью, затем стержень укладывается на сушильную плиту или на специальный сушитель и подвергается сушке и другим операциям.
Мелкие цилиндрические стержни, имеющие большое применение в литейном производстве, обычно изготовляются в ящике, состоящем из двух половинок, соединяемых шипами и скрепляемых скобой.
В случае необходимости получить одновременно большое количество стержней целесообразно изготовлять их в многоместных ящиках. Для упрочнения и, следовательно, увеличения срока службы ящика к торцевым плоскостям привертываются стальные пластинки. Половинки ящика скрепляются при помощи крючков.
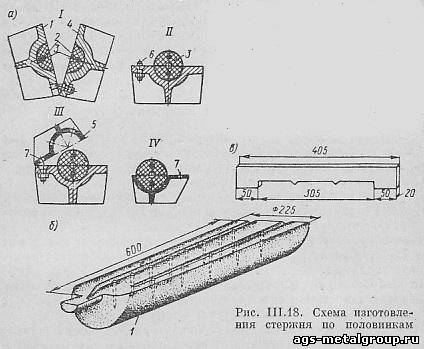
На рис. 111.18, а показана последовательность операций при изготовлении половинок стержня с применением сушителей, используемых в серийном производстве отливок. Верхнюю 1 и нижнюю 4 половинки ящика наполняют стержневой смесью, укладывают каркас 2, уплотняют смесь и прокладывают вентиляционные каналы 3. Линейкой срезают с ящика избыток смеси и покрывают поверхность разъема стержней декстриновым клеем для соединения обеих половинок. Затем снимают верхнюю половинку ящика, накладывают на стержень сушитель 5, имеющий отверстие 7 для шпильки 6, поворачивают ящик на 180' и переносят стержень вместе с сушителем в сушило.
При изготовлении крупных цилиндрических стержней нужно учитывать, что под влиянием собственного веса они могут сплющиться и потерять цилиндрическую форму. Поэтому крупные стержни изготовляются по половинкам 1 (рис. 111.18, б). Если половинки стержня одинаковы, они могут формоваться в одной половинке ящика. Для образования вентиляционного канала применяют скребки (рис. 111.18, в).
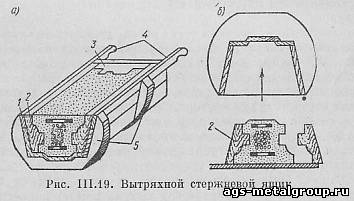
При изготовлении средних и крупных стержней нашли широкое применение так называемые вытряхные ящики (рис. 111.19, а). К основным преимуществам таких - ящиков следует отнести удобство в работе и простоту сборки и разборки.
Ящик состоит из прочного конического корпуса 1, в который вкладываются фасонные стенки 2 и 3, образующие контуры стержня. Обычно поворачивание набитого ящика с прикрепленной к нему сушильной плитой производится с помощью подъемного крана.
К корпусу ящика прикреплены ручки 4 и два полуобода 5, что позволяет двум рабочим легко его повернуть. После снятия корпуса отодвигают в стороны боковые и торцевые стенки и освобождают стержень (рис. 111.19, б). Применение ящиков такой конструкции дало возможность повысить производительность работы стерженщиков на 30 - 50%.
При изготовлении единичных отливок стоимость литейной оснастки (в том числе моделей и стержневых ящиков) повышается, так как она распределяется всего на несколько отливок. Рационально изготовлять стержни с помощью шаблонов, которые значительно дешевле стержневых ящиков.
§ 19. Изготовление стержней на машинах
При серийном и массовом характере производства литья в целях улучшения качества и снижения трудоемкости широко применяется изготовление стержней на машинах.
Стержни можно изготовлять почти на любой формовочной машине, однако заводы, изготовляющие литейное оборудование, выпускают специальные стержневые машины, отличающиеся высокой производительностью.
Наиболее современными способами изготовления мелких и средних стержней разной сложности являются пескодувный и пескострельный.
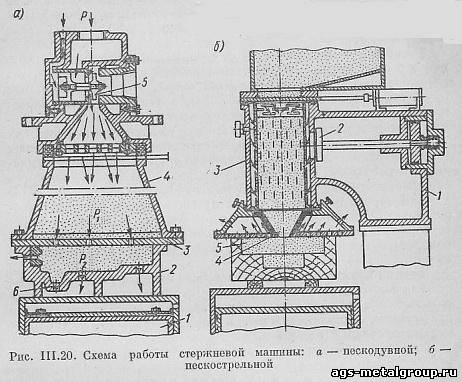
Пескодувные и пескострельные машины обладают высокой производительностью и находят применение при крупносерийном и массовом характере производства. Схема работы пескодувной машины показана на рис. 111.20, а. Сжатый воздух под давлением 5 - 6 ат (0,5 - 0,6 МПа) поступает через клапан 5 в резервуар 4 со смесью. Дном резервуара служит вентовая плита 3, имеющая надувные отверстия. В стержневом ящике 2 также имеются надувные отверстия, совпадающие с отверстиями в плите 3. При подъеме стола механизмом 1 стержневой ящик плотно прижимается к плите резервуара.
Сжатый воздух, проходя через смесь, увлекает за собой отдельные песчинки смеси и через надувные отверстия переносит их в ящик 2, распределяя равномерно по всему объему ящика. В дальнейшем воздух, поступающий через образовавшийся в стержневом ящике слой неподвижной смеси, уплотняет ее и выходит через выдувные отверстия 6, расположенные в дне стержневого ящика. Для предупреждения выноса смеси из стержневого ящика отверстия закрываются сетками (вентами).
Таким образом, поступающий в резервуар сжатый воздух выполняет две функции: транспортирует смесь из резервуара в стержневой ящик и уплотняет ее за счет разности давлений сжатого воздуха в резервуаре и у выхода из стержневого ящика.
Более перспективным является применение пескострельных машин, принцип работы которых основан на отсечке сжатого воздуха при заполнении ящика стержневой смесью (рис. 20,б). Сжатый воздух поступает из резервуара 1 через клапан 2 в пескострельный резервуар 3, заполненный стержневой смесью. При быстром повышении давления сжатого воздуха и открытии клапана 2 происходит как бы удар по смеси, которая через конусную насадку 4 заполняет полость о стержневого ящика.
Пескострельные машины имеют следующие преимущества: более высокую производительность, чем пескодувные машины; возможность применения как металлических, так и деревянных ящиков (армированных); отсутствие необходимости в применении выдувных сеток (вент); уменьшение износа ящиков и, следовательно, повышение срока их службы.
При изготовлении крупных стержней, когда объем работ по уплотнению смеси велик, для наполнения стержневых ящиков смесью и ее уплотнения целесообразно применять машины-пескометы. Пескометом можно набивать стержни практически любых размеров в деревянных или металлических ящиках, применяемых для изготовления стержней вручную.
§ 20. Сушка стержней и форм
Основная цель сушки - удаление влаги из высушиваемых стержней и форм и придание им газопроницаемости и прочности. Влага, содержащаяся в смеси, превращается в пар, удаляемый вместе с топочными газами и воздухом.
При сушке, помимо полного удаления влаги, происходят различные преобразования крепителей, обеспечивающие нужную прочность стержней. Так, прочность стержней и форм из песчано-глинистых смесей достигается благодаря связыванию высушенной глиной отдельных зерен песка. Связующая способность различных крепителей основана на затвердевании их в результате окисления (масляные крепители), расплавления и затвердевания (смолы и пеки), клейстеризации крахмала (декстрина), образования веществ, обладающих склеивающей способностью (сульфитная барда) и т. п.
Температура сушки зависит от того, какой крепитель был применен в составе данной смеси. Например, формы и стержни, изготовленные- из песчано-глинистой смеси, сушатся в течение 8-12 ч при температуре 300-350' С, а более крупные формы и стержни сушатся 12 - 24 ч при температуре 350 - 400' С. Песчаные стержни с крепителями сушатся при температуре 200 - 230' С.
Для сушки крупных форм и стержней обычно применяют камерные сушила. Сушильные плиты со стержнями и формы укладывают непосредственно на под тележки. Топливом для таких сушил служит каменный уголь или природный газ.
Для сушки мелких стержней при небольшом масштабе производства применяются сушильные шкафы с вращающимися секторными полками в виде чугунных решеток, на которые устанавливаются стержни, или сушка осуществляется инфракрасными лучами.
В цехах крупносерийного и массового производства применяют сушила непрерывного действия, которые подразделяются на вертикальные и горизонтальные. Вертикальные сушила применяют для сушки мелких стержней, а горизонтальные - для сушки мелких и средних стержней.
При сушке стержней в горизонтальных сушилах стержни устанавливаются на этажерки, подвешенные к горизонтально-замкнутому цепному конвейеру, который в сушиле делает несколько поворотов. В наклонной части сушила происходит подогрев стержней, а в горизонтальной части стержни проходят окончательную сушку. Затем стержни поступают во вторую половину наклонной части сушила, где они постепенно охлаждаются и по выходе из сушила снимаются с полок. Горизонтальные сушила отапливаются любым видом топлива. Производительность таких сушил составляет 10 - 15 т стержней в час.
В вертикальных конвейерных сушилах загрузка и выгрузка стержней трудно поддаются механизации и поэтому во вновь проектируемых цехах они не применяются.
Крупные формы и, главным образом, формуемые в почве, сушатся на месте переносными коксовыми или газовыми сушилами.
Стержни, изготовленные из химически твердеющих смесей на жидком стекле, отверждаются углекислотой. Мелкие стержни обычно продувают углекислым газом (партиями) под зонтом. Для этого под зонт два раза подают газ в течение 20 - 30 сек с перерывом в 2 - 3 мин.
Средние и крупные стержни продуваются углекислый газом непосредственно в стержневых ящиках, благодаря чему исключается возможность их деформации и отпадает надобность в сушке.
После набивки стержня на поверхности его разъема душником диаметром 8 - 10 мм делают наколы, не доходящие до дна ящика на 40 - 50 мм. Наколы располагаются в шахматном порядке на расстоянии друг от друга в 100 - 150 мм.
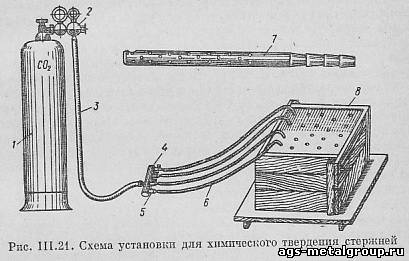
Схема установки для химического твердения стержней в стержневом ящике 8 приведена на рис. III.21. Из баллона 1 углекислый газ через редуктор 2 поступает в резиновый шланг 3, в конце которого закреплена гребенка 4 с четырьмя кранами 5. На штуцера кранов надеваются резиновые трубки б, заканчивающиеся металлическими трубками 7 диаметром 6 - 7 мм и длиной 75 - 150 мм. В металлической трубке имеются боковые отверстия диаметром 1 - 2 мм.
Для продувки углекислого газа трубки вставляются в наколы стержня; давление газа в трубках - 0,5 - 0,8 ат (0,05 - 0,08 МПа).