Сборка форм - наиболее ответственная технологическая операция, так как в случае неправильной сборки отливка не будет соответствовать заданным размерам.
Формы, заливаемые всырую, во избежание обсыхания смеси собираются сразу после отделки; сухие же формы нуждаются в предварительной подготовке, которая заключается в удалении кусков смеси, исправлении поврежденных мест и т. п.
Нижняя полуформа устанавливается на тщательно разрыхленную площадку и притирается к ней. Длинным душником под полуформой накалываются вентиляционные каналы.
Формовщик проверяет качество стержней, чистоту вентиляционных каналов и при надобности прочищает их. Размеры формы контролируются в процессе сборки. При изготовлении единичных отливок контроль осуществляется с помощью нормального инструмента: метра, угольника, кронциркуля и т. п.
Криволинейные очертания, а также толщина стенки проверяются установкой глиняных конусов. При накрытии верхней формы конуса сдавливаются. После снятия формы по высоте сдавленного конуса проверяют толщину стенки и при надобности подпиливают стержень или форму, после чего форма вновь собирается. При серийном производстве для контроля размеров формы и обеспечения правильности установки стержней пользуются специально изготовленными шаблонами и кондукторами.
В случае, когда стержневые знаки не обеспечивают достаточной устойчивости стержня, применяют жеребейки. Они позволяют правильно установить стержни, а при заполнении формы жидким металлом устраняют их всплывание.
Жеребейки изготовляются из листовой низкоуглеродистой стали, чугуна и других металлов, покрытых оловом или медью.
Обе полуформы после сборки скрепляются скобами либо нагружаются балластом во избежание поднятия верхней полуформы при заливке.
§ 22. Заливка форм
Заливка форм металлом непосредственно из печи применяется очень редко. Обычно металл выдается в ковши, из которых производится заливка форм. Ковши изготовляются из листовой стали толщиной 2 - 10 мм и более. Емкость ковшей колеблется в очень широких пределах - от 10 кг до 10 т и более.
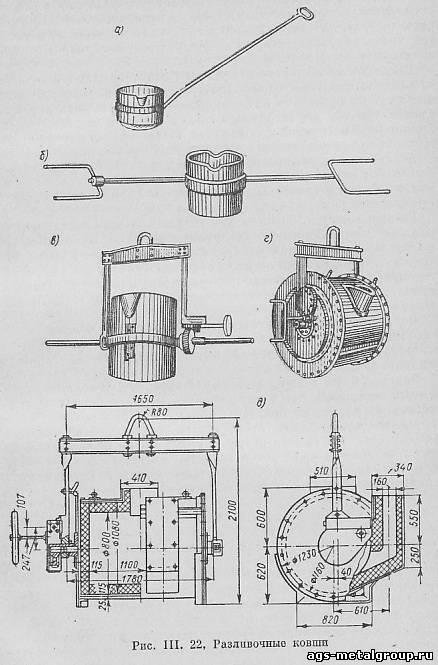
Ковши емкостью до 15 кг (рис. 111.22, а) переносятся к месту заливки форм одним рабочим, а емкостью до 60 кг - двумя рабочими (рис. 111.22, б). При емкости ковшей более 60 кг и до 2 т их перемещают на механизированных подвесках по монорельсу или катучей балкой. Ковши большей емкости перемещаются мостовыми кранами. По конструкции ковши подразделяются на крановые открытые (рис.22,в) и закрытые барабанного типа (рис.111.22,г). Для улавливания шлака применяются специальные ковши чайникового типа (рис. 111.22, д).
Сталь разливают в формы обычно из стопорных ковшей. Футеровка ковшей. Независимо от емкости ковшей они футеруются огнеупорным материалом. Основным назначением футеровки является предохранение кожуха ковша от воздействия высокой температуры жидкого сплава и сохранение сплава в жидком состоянии во время транспортирования и разливки в формы. На стенки ковшей емкостью до 300 кг наносится слой огнеупорного состава толщиной 20 - 40 мм. Крупные крановые, а также все ковши барабанного типа футеруются огнеупорным кирпичом.
После футеровки ковши должны быть тщательно высушены до полного удаления влаги. Применяемая во многих литейных цехах сушка футеровки путем сжигания дров в ковшах нерациональна, так как это загрязняет воздух в цехе и не обеспечивает равномерной просушки. Лучшие результаты получаются при сушке ковшей в печах различных конструкций. Крупные ковши сушатся специальными газовыми горелками или мазутными форсунками, вводимыми внутрь ковшей.
После сушки футеровка окрашивается формовочной краской и вновь подсушивается. Разливка чугуна. Температура сплава при заливке зависит от металлоемкости формы, конфигурации отливки и толщины ее стенок. Во всех случаях следует стремиться к тому, чтобы при выпуске чугуна из печи он имел наибольшую температуру, а путем выдержки доводится температура сплава в ковше до заданной. При этом всплывают на поверхность сплава частицы шлака и удаляются газы.
Во время транспортирования жидкого сплава и заливки его в формы сплав охлаждается, поэтому температура его при выпуске из плавильной печи должна быть выше, чем температура заливки.
Заливка форм должна вестись без перерыва, с полным заполнением литниковой чаши или воронки. При несоблюдении этого требования возможно попадание шлака в форму и засасывание струей жидкого сплава атмосферного воздуха, что приводит к браку отливок. Высота струи от носка ковша до чаши или воронки не должна быть более 150 - 200 мм.
Способ заливки форм определяется степенью механизации литейного цеха и режимом работы.