Литейным производством называется процесс изготовления деталей (заготовок), основанный на заполнении жидким металлом полости формы, соответствующей по конфигурации отливаемой детали.
Литейное производство состоит из ряда последовательных технологических процессов: изготовления моделей и стержневых ящиков, приготовления формовочных и стержневых смесей, изготовления и сборки литейных форм и стержней, расплавления металла и заливки форм, выбивки и очистки отливок.
Отливки изготовляются из различных сплавов (чугуна, стали, сплавов на основе меди, алюминия, магния, титана и др.) любой сложности. Ковкой, штамповкой и сваркой получать такие заготовки невозможно или значительно труднее. Толщина стенок отливки 0,5 - 500 мм и более. Стоимость литых заготовок меньше стоимости штампованных и кованых. Ответственные сложные заготовки деталей многих машин (компрессоров, двигателей внутреннего сгорания), рабочих колес насосов, лопаток турбин и других сложных деталей изготовляют методом литья.
Значительного, развития литейное производство достигло после Великой Октябрьской Социалистической революции.
Большие достижения имеются в области разработки и внедрения высокопрочных сплавов. Успешно применяются для изготовления отливок высокопрочные чугуны, по прочности не уступающие углеродистой стали, низколегированные и высоколегированные стали, отличающиеся высокой прочностью, жаростойкостью, антикоррозионностью и другими свойствами.
Имеются литейные цехи, в которых производственные операции не только механизированы, но и автоматизированы. Главное преимущество их состоит в том, что они дают возможность получать с минимальными затратами труда точные и с лучшей поверхностью отливки, в результате чего удается уменьшить или даже отменить припуски на механическую обработку.
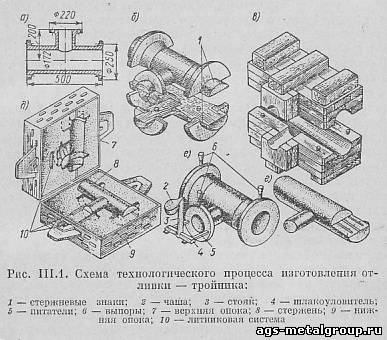
Для облегчения изучения процесса изготовления отливки рассмотрим схему технологического процесса (рис. III.1).
По чертежу детали (рис. 111. 1, а) технолог-литейщик разрабатывает чертеж модели и стержневого ящика. В модельном цехе по этим чертежам изготовляют модель (рис. 111.1, б) и стержневой ящик (рис. 111.1, в), при этом учитываются припуски на механическую обработку и усадку сплава при остывании. С целью получения опорных поверхностей для установки стержней на моделях выполнены стержневые знаки. По стержневому ящику формуют стержень, который предназначен для образования в отливке внутренней полости.
Для заливки формы металлом имеется литниковая система, состоящая из чаши 2, стояка 3, шлакоуловителя 4, питателей 5 и выпоров 6 (рис. 111.1, е). При сборке в нижнюю полуформу (рис. 111.1, д) устанавливают стержень (рис. 111.1, г), затем спаривают обе полуформы и нагружают балластом.
В плавильном отделении расплавляют металл и заливают в формы. Остывшую отливку выбивают из формы и передают в отделение очистки и обрубки, где ее очищают от формовочной стержневой смеси и обрубают остатки литника, заливы и др.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ И СТЕРЖНЕВЫХ ЯЩИКОВ
§ 1. Модельные комплекты
Литейные формы изготовляются по моделям, которые воспроизводят наружные очертания отливки. Внутренние же полости, отверстия, поднутрения и выступы, которые трудно или невозможно получить по модели формы, выполняются при помощи стержней. Модели и стержневые ящики, подмодельные плиты, на которые устанавливают модели при изготовлении форм, и элементы литниковой системы составляют модельный комплект.
Требования, предъявляемые к моделям и стержневым ящикам, состоят в том, чтобы они были достаточно прочными и обеспечивали изготовление определенного количества форм и стержней без существенного ремонта, а также необходимые размеры отливки в соответствии с чертежом литой детали.
Конструкции модели и стержневого ящика должны обеспечивать свободное извлечение модели из формы и стержня из ящика. Для того чтобы смесь не прилипала к поверхности модели или ящика, ее следует тщательно отделать, а деревянные модели и ящики окрасить. Модельный комплект в целом должен быть прочным, не изменять своих размеров и противостоять действию влаги.
Модельные комплекты изготовляются из дерева, металлических сплавов, пластмасс и других материалов. При единичном и мелкосерийном производстве модельные комплекты изготовляются из разных пород дерева: сосны, ели, бука, березы, липы, ольхи и клена при крупносерийном и массовом характере производства применяются металлические модельные комплекты. По сравнению с деревянными металлические модельные комплекты имеют следующие преимущества: повышенную точность размеров отливок и долговечность.
Металлические модели изготовляются из чугуна, алюминиевых и бронзовых сплавов, стержневые ящики - обычно из алюминиевых сплавов. В целях уменьшения расхода металла, уменьшения веса моделей и стержневых ящиков они отливаются тонкостенными.
Для изготовления моделей при серийном производстве начали применять эпоксидные смолы и некоторые другие пластмассы.
Металлические модели изготовляются из литой заготовки. Форма для заготовки изготовляется по деревянной модели (промодели) с учетом суммарной усадки металла при отливке модели, усадки металла при изготовлении отливки, а также суммарного припуска на механическую обработку заготовки для модели и отливки.
Для машинной формовки металлические и деревянные модели монтируются на металлических подмодельных плитах вместе с литниковой системой.
При ручной формовке металлические модели выдерживают до 5000 - 10 000 формовок, а при машинной - 50 000 - 150 000.
§ 2. Основные принципы конструирования и изготовления моделей и стержневых ящиков
При изготовлении моделей и стержневых ящиков учитываются технология формовки и изготовления стержней, литейные свойства металла и последующая механическая обработка отливки.
Технолог литейного цеха разрабатывает технологический процесс изготовления отливки, наносит его на чертеж детали, который передается в модельный цех. На чертеже указываются плоскости разъема модели, расположение формы при заливке (верх и низ), литейная усадка, количество стержневых ящиков и плоскости их разъема, размеры стержневых знаков, литейные уклоны, припуски на механическую обработку.
В ряде случаев даются указания о расположении мест подвода металла, размерах моделей литниковой системы и прибылей, об изготовлении шаблонов для проверки размеров стержней и правильности их установки в форме.
Прежде чем приступить к изготовлению модели и стержневых ящиков модельщик вычерчивает на листе фанеры или же на деревянном щите основные проекции модели в натуральную величину с учетом усадки металла, литейных уклонов, припусков на обработку, размеров стержней и стержневых знаков. Для удобства применяют усадочный метр, на котором литейная усадка указана в размере 1,0; 1,25; 1,75; 2% в зависимости от сплава, из которого будет изготовляться отливка. По модельному чертежу определяют размеры заготовок для изготовления модели и стержневых ящиков.
Припуски на механическую обработку назначаются по ГОСТУ в зависимости от характера производства (единичного, серийного, массового), особенностей сплава, размеров отливки и ее положения в форме.
Формовочные уклоны, применяемые для того, чтобы облегчить извлечение модели из формы и стержня из стержневого ящика, делают в зависимости от высоты и материала модели (дерево или металл) и способа формовки в соответствии с ГОСТом.
Для получения в отливках плавных переходов от одной поверхности к другой внутренние углы закругляются. Радиусы закруглений или галтелей должны быть равны от 1/5 до 1/3 среднего арифметического размера двух стенок, образующих угол.
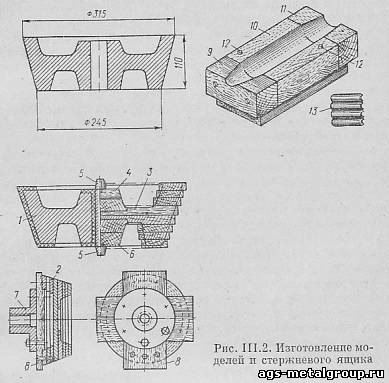
На рис. III.2 показана технология изготовления деревянной модели и стержневого ящика конического катка. Обод катка 1 собирается из отдельных сегментов 2 в три ряда по шесть штук, а диск катка 3 и муфты 4 и 6 склеиваются из двух слоев досок с взаимноперпендикулярным направлением волокон. Для снижения коробления доски сушатся в специальных камерах с доведением влажности до 8 - 10%.
Доски предварительно строгают на фуговочном станке, разрезают на нужные по размерам и конфигурации заготовки. Затем заготовки склеивают столярным клеем и сжимают специальными струбцинами. После затвердения клея заготовки крепят к деревянному кресту 8, привернутому к планшайбе 7 токарного станка, и подвергают обработке. Отдельно вытачиваются муфты 4 и 6 и знаки 5. Затем производят сборку модели, закрепляя ее части шурупами и клеем. Стержневой ящик изготовляется разъемным по оси из двух симметричных половин. Каждая половина ящика состоит из трех частей - средней 10 и двух торцевых 9 и 11. Углубление в средней части ящика производится на фрезерном станке или вручную полукруглой стамеской, для чего предварительно делают в заготовке долевые пропилы ручной лучковой пилой или на ленточной пиле.
Торцевые части с коническими отверстиями растачиваются на токарном станке одновременно для двух половин ящика и затем склеиваются по разъему. Во избежание отрыва торцевых частей друг от друга во время точения на токарном станке вбивают в них гребенки - скобы 13. После растачивания половины торцевых частей разъединяют и каждую из них соединяют со средней частью шурупами. Обе половины стержневого ящика спариваются с помощью шипов - дюбелей 12.
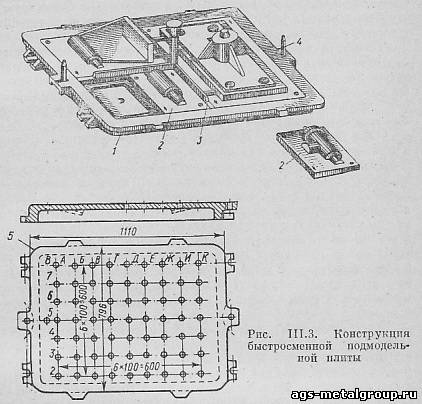
Конструкция быстросменной подмодельной плиты (рис. III.3) для раздельной формовки нижней и верхней полуформ состоит из двух основных деталей: подопочной стальной или чугунной рамы 1 и вкладной сменной модельной плиты 2. Размеры подопочной плиты должны быть таковы, чтобы опоки при формовке опирались на нее, а не на модельную плиту. Крепление рамы к столу машины осуществляется двумя штырями 4, которые одновременно служат для центровки опок. Модели литниковой системы 3 размещены на подопочной плите.
При большой номенклатуре отливок и частой их смене применяют координатные плиты 5, ускоряющие монтаж моделей. Эти плиты имеют базовые отверстия для фиксации и крепления моделей; отверстия располагаются с равными расстояниями между их осями. Каждое отверстие имеет шифр, например А7, Г7, Дб и т. д., определяющий его положение на плите.