Формовочные материалы. Для изготовления форм и стержней приготовляют смеси из нескольких природных материалов. Смеси, приготовленные из них, называются формовочными.
Формовочные материалы подразделяются на основные (пески и глины) и вспомогательные.
Пески и глины являются горными породами и различаются между собой по содержанию так называемых глинистых составляющих, которые представляют собой мельчайшие зерна.
Пески, содержащие до 2% глинистой составляющей, называются кварцевыми. Пески, содержащие свыше 2% глинистой составляющей, но не более 50%, называются глинистыми. Для стального литья, как правило, глинистые пески не применяются.
Вместо обыкновенных формовочных глин в смесях иногда применяются бентонитовые глины (буквенное обозначение Б). У формовочных глин вода удерживается только на поверхности частиц, а частицы бентонитовых глин обладают большой способностью к набуханию, и вода проникает внутрь их частиц. Поэтому бентонитовые глины по сравнению с обыкновенными формовочными имеют в 2 - 3 раза большую связующую способность.
Формовочная смесь состоит из кварцевого песка, глины, воды и противопригарных материалов.
Для различного литья применяют разные формовочные пески: мелкозернистые - для мелкого литья, крупнозернистые - для крупного литья и стальных отливок. Мелкозернистые формовочные пески дают возможность получить гладкие поверхности на мелких отливках, а крупнозернистые обеспечивают высокую газопроницаемость и огнеупорность формовочных смесей.
К вспомогательным материалам относятся связующие стержневые крепители, а также противопригарные материалы (каменный уголь, мазут, графит, краски, натирки и др.), предназначаемые для покрытия форм и стержней или в качестве добавок к смесям.
Связующие материалы. Основное назначение связующих материалов (крепителей) - обеспечение необходимой прочности стержня в сухом состоянии. Применяемая в качестве связующего материала формовочная глина не всегда дает достаточную прочность стержней, кроме того, удаление стержней из отливки вследствие спекания глины затруднено. Поэтому песчано-глинистые смеси имеют ограниченное применение и используются для массивных стержней или стержней простой формы. Тонкостенные стержни и стержни сложной формы изготовляются из песка и связующих материалов (крепителей), благодаря чему они отличаются значительной прочностью в сухом состоянии, высокой газопроницаемостью и легко удаляются из отливок.
В литейном производстве применяется большое количество разнообразных крепителей, изготовленных из недефицитных и непищевых материалов.
Крепители-делятся на органические и неорганические. К органическим относятся масла, пеки, канифоли, декстрин, сульфитно-спиртовая барда и др., к неорганическим - формовочная глина, цемент, жидкое стекло и др.
Органические крепители, в свою очередь, делятся на два класса: А - неводные и Б - водные. Крепители класса А не растворяются в воде, не смешиваются с ней и не смачиваются ею (масла, пеки, битумы, канифоль). Крепители класса Б растворяются в воде и способны связывать песок (декстрин, патока, сульфитная барда и др.).
Связующее действие масел заключается в том, что в процессе сушки стержней масло соединяется с кислородом воздуха и окисляется; при этом образуются прочные эластичные пленки, которые покрывают зерна песка тонким слоем и прочно связывают их между собой.
Стержни, изготовленные из песчано-масляной смеси, обладают высокими прочностью и газопроницаемостью, податливостью, негигроскопичностью, хорошей текучестью и легко выбиваются из отливок. Сушка этих стержней производится при температуре 200 - 230°С. При более низкой температуре длительность сушки увеличивается, а при более высокой - пленки обугливаются и стержни теряют необходимую прочность.
Ниже приводятся краткие характеристики некоторых крепителей.
Крепитель 4ГУ состоит из 25% канифоли, 25% масла (растительного, рыбьего жира или битума) и 50% уайт-спирита (особо чистый керосин).
Крепитель ГТФ (генераторная тяжелая фракция сланцевой смолы) получается при тепловой переработке сланцев. Он имеет хорошие технологические свойства, дешев и недефицитен. Стержни, изготовленные на этом крепителе, негигроскопичны. Введение его в состав смеси в комбинации с сульфитно-спиртовой бардой значительно повышает прочность на разрыв сухих образцов, а также и прочность смеси во влажном состоянии.
Декстрин - продукт, который получается из картофельного или маисового крахмала обработкой разбавленными кислотами при нагревании. Декстрин можно вводить в смеси в виде порошка или раствора в воде в соотношении 2:1. Недостатками декстрина являются его высокая стоимость и гигроскопичность.
Сульфитно-спиртовая барда - это отход сульфитного щелока, получаемого при обработке древесины слабой сернистой кислотой.
Жидкое стекло получается растворением в воде силикат-глыбы или растворимого стекла.
§ 5. Противопригарные материалы
Важным свойством формовочных материалов и смесей является противодействие пригару, который образуется при химическом и механическом взаимодействии между формой и отливкой. Различают два вида пригара - химический и механический.
Химический пригар получается вследствие физико-химических процессов, происходящих между окислами металла и формовочной смесью при заливке. Закись железа с зернами кварца образует силикаты железа, имеющие относительно низкую температуру плавления (1150° С) и большую жидкотекучесть. Силикаты железа легко проникают в поры формы и образуют на поверхности отливки пригар.
Чем больше глины содержится в формовочной смеси, тем больше пригар. Наличие в смеси известняка и большого количества пыли (свыше 10 - 12%) также увеличивает пригар.
Механический пригар является результатом проникновения металла в поры формы. С увеличением пористости формы и уменьшением плотности набивки формовочной смеси пригар увеличивается.
Для снижения пригара в состав формовочной смеси вводятся противопригарные добавки или наносятся на поверхность изготовленной формы. Наибольшее применение имеют следующие противопригарные материалы при производстве отливок из чугуна: пылевидный каменный уголь, мазут, графит и противопригарные эмульсии. При соприкосновении с расплавленным металлом каменноугольная пыль выделяет большое количество летучих, которые образуют «газовую рубашку» между поверхностью формы и металлом, чем предотвращается образование пригара.
Для увеличения противопригарности форм применяются эмульсии, которые также улучшают прочность поверхности форм. Эмульсии наносятся на поверхность сырых форм при помощи пульверизатора.
Увеличение противопригарности сухих форм и стержней достигается окраской их формовочными красками, в которых противопригарные материалы находятся во взвешенном состоянии. После сушки формовочные краски образуют сплошную противопригарную корку, которая не позволяет металлу и окислам проникать в поры формы.
Для чугунного литья применяются краски ГБ (графито-бентонитовые), в состав которых входят графит (огнеупорная составляющая), бентонит и органические крепители (связующие добавки). При литье из углеродистой стали графит заменяется пылевидным кварцем. Связующими добавками служат те же материалы, что и для чугунного литья. Этим краскам присвоена марка СТ.
Для цветного литья применяются краски марок ТБ (талько-бентонитовая) и ТТ (талько-графитовая).
§ 6. Подготовка формовочных материалов
Подготовка формовочных материалов состоит из сушки, дробления и просеивания. Для сушки песка и глины применяется различное оборудование в зависимости от объема производства: тарельчатые вертикальные сушила или горизонтальные барабанные сушила.
Широкое применение получает способ сушки в «кипящем» слое. Сущность сушки и охлаждения песка в кипящем слое заключается в следующем. Если через слой песка, находящегося в какой-нибудь камере на решетке, продувать снизу нагретый воздух или газ, то зерна песка начинают быстро перемещаться, создавая впечатление кипящей жидкости. Перемещение частиц песка увеличивает поверхность контакта песка с газовым или воздушным потоком. При использовании горячих газов или воздуха имеет место интенсивный теплообмен, и сушка происходит с большой скоростью.
На этом же принципе основано и охлаждение высушенного песка в кипящем слое, причем продувка в этом случае производится ненагретым воздухом.
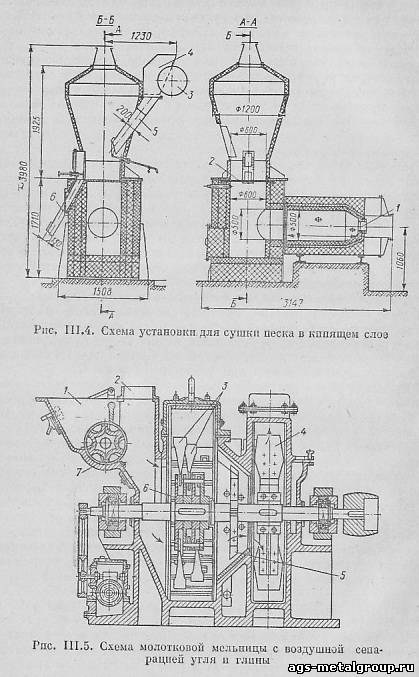
На рис. 111.4 приведена схема установки для сушки песка в кипящем слое. Ленточным конвейером 3 песок транспортируется к установке и через приемную воронку 4 и рукав 5 поступает на газораспределительную решетку 2, через которую продуваются газы из топки 1. При прохождении газа вверх через газораспределительную решетку создается «кипение» песка, в процессе которого происходит сушка последнего. Высушенный песок через рукав 6 удаляется из печи и направляется в аналогичную установку для охлаждения.
Для грубого измельчения материалов применяются дробилки щековые и молотковые, с помощью которых можно получить куски материала величиной 4 - 50 мм. Более мелкое измельчение таких материалов, как формовочная глина, бентонит и каменный уголь, производится на молотковой мельнице (рис. 111.5) с воздушной сепарацией глины или угля.
Предварительно раздробленный сырой материал подается в воронку 1 и далее с помощью звездчатого питателя 7 в камеру предварительной подсушки 2. После подсушки материал поступает в рабочее пространство, где вращается ротор 6 с лопатками 3 (молотками). Вентилятором 4 измельченный лопатками материал засасывается через крестовину с ножами 5 и уносится в сепаратор (отделитель) с проточной циркуляцией воздуха. Во внутреннем кожухе сепаратора крупные частицы оседают и возвращаются обратно в мельницу, а тонкоизмельченный годный материал уносится в циклон (отстойник), в котором происходит его осаждение. В процессе подготовки отработанных смесей помимо дробления требуется удалить металлические включения. Для этой цели применяются магнитные сепараторы с неподвижными или вращающимися магнитами.
§ 7. Приготовление формовочных и стержневых смесей
По характеру использования формовочные смеси подразделяются на единые, облицовочные и наполнительные, а по состоянию формы перед заливкой - на сырые или сухие.
Единой смесью называют формовочную смесь, из которой изготовляется вся форма. Облицовочная формовочная смесь - это такая смесь, из которой изготовляют только часть формы, непосредственно соприкасающуюся с расплавленным металлом. Наполнительной называют смесь засыпаемую на слой облицовочной смеси и заполняющую всю остальную полость опоки.
Формовочные и стержневые смеси должны обладать соответствующими физико-механическими свойствами: прочностью, пластичностью, податливостью, огнеупорностью, текучестью. Формовочные смеси должны приготовляться из местных материалов с минимальными затратами на их перевозку. Составы формовочных и стержневых смесей разрабатываются каждым литейным цехом в зависимости от назначения изготовляемых отливок.
Смеси для чугунного литья, применяемые для формовки всырую, состоят из кварцевого песка, формовочной глины (8 - 10%), отработанной формовочной смеси, каменного угля (0,5 - 6%) и воды (4,5 - 5%). При изготовлении сухих форм повышается содержание глины, а каменный уголь заменяется древесными опилками (до 4%).
При изготовлении формовочных смесей для стального литья следует пользоваться кварцевыми песками, содержащими не менее 96% кремнезема. Смесь состоит из кварцевого песка, формовочной глины, отработанной смеси и сульфитно-спиртовой барды (до 1,5%).
Химически твердеющие смеси изготовляются из сухого песка с добавкой формовочной глины и жидкого стекла. Состав смесей: кварцевый песок - 40 - 50%; отработанная формовочная смесь- 55 - 45%; жидкое стекло плотности 1,47 - 1,52 т/м³ в количестве 4 - 6%; 10-процентный раствор едкого натра - 0,5 - 1,0%; отработанное машинное масло - 0,3 - 0,5%.
Применяют наливные самозатвердевающие смеси, которые заливают в полость стержневого ящика; затвердевание смеси происходит без нагрева. Стержни обладают высокой прочностью и газопроницаемостью.
Смеси для стержней состоят из песка кварцевого, формовочной глины и крепителя (3 - 5%); для крупных стержней в состав смеси вводят отработанную смесь и древесные опилки (3 - 4%).
Процесс приготовления формовочных и стержневых смесей заключается в перемешивании заранее подготовленных составляющих смесей (песка, глины, крепителей и т. д.).
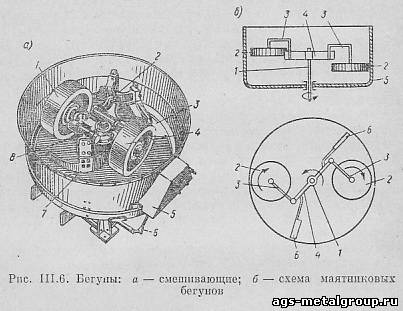
Для смешивания составляющих формовочных и стержневых смесей применяются бегуны различных моделей. Смешивающие бегуны (модель 1А11) представляет собой неподвижную чашу (рис. 111.6, а), в которую загружаются в определенной последовательности составляющие смеси. Катки 1 и 4, вращаясь вокруг вертикального вала 8, перемещаются по загруженным материалам; кроме того, они вращаются вокруг своих осей, способствуя измельчению комков формовочных материалов. Плужки 2 и 7 непрерывно переваливают загруженные в чашу материалы и направляют их под катки. В дне чаши имеется люк 3, закрываемый при работе бегунов дверкой (на рисунке не показана).
Для выгрузки из бегунов готовой смеси дверка при помощи пневматического устройства, расположенного в коробке 5, и тяг 6 открывается, и плужки при своем вращении выгребают смесь через люк 3. Передача смеси к местам потребления осуществляется ленточным транспортером. В последнее время для передачи смеси внедряется пневмотранспорт. Катки бегунов не соприкасаются с дном чаши, что предохраняет зерна песка от раздробления. При помощи специальных кривошипов и упорных болтов катки устанавливаются примерно на расстоянии 6 мм от дна чаши.
Бегуны применяются в литейных цехах с единичным и мелкосерийным характером производства. При более крупных масштабах производства применяются бегуны моделей 1А12 и 115М. Бегуны модели 1А12 по своей конструкции аналогичны бегунам модели 1А11, но размеры их больше. Бегуны модели 115М, называемые центробежными или маятниковыми смесителями, обладают наибольшей производительностью.
На рис. III.6, б показана схема устройства центробежного маятникового смесителя. На валу 1 укреплена траверса 4, на которой подвешены на маятниках 3 два катка 2. Маятники шарнирно сочленяются с траверсой, и поэтому при вращении вертикального вала катки под действием центробежной силы устремляются к стенке чаши 5. Ограничительное устройство не дает возможности каткам доходить до стенки чаши, и между стенкой и катками остается зазор. Смешиваемый материал подается под катки плунжерами 6.