Требования, предъявляемые к разборке, сборке и дефектации тракторов
Если капитальный ремонт тракторов и их агрегатов осуществляется на специализированных предприятиях с поточно-механизированными линиями, где большинство разборочно-сборочных операций механизировано (применяются гидрофицированные стенды, пневматические и гидравлические зажимные устройства, механизированный инструмент, позволяющие осуществить операционную технологию ремонта), то текущий ремонт проводят зачастую в неприспособленных, плохо оборудованных мастерских, перегруженных тракторами и их агрегатами. В таких условиях необходимо подготовить свободную площадь, достаточную для нормальной работы слесарей-ремонтников, снятия и укладки демонтированных с трактора деталей, оперения кабины, агрегатов, причем учитывают необходимость их дальнейшего перемещения. Предусматривают исправные чалочные приспособления, козлы, подставки, стеллажи и ящики для укладки мелких деталей и крепежа, а также прочный монтажный стол для крупных и тяжелых агрегатов.
При текущем ремонте следует придерживаться следующих основных принципов. Трактор, агрегат, сборочную единицу нужно разбирать лишь в тех пределах, которые необходимы для выявления причин неисправностей и их устранения. Агрегаты и сборочные единицы снимают только в тех случаях, когда без этого невозможно устранить неисправность.
Необоснованная разборка трактора, его агрегатов и сборочных единиц нарушает приработку деталей и способствует увеличению износов, поскольку после каждой разборки скорость износов возрастает. Даже простое снятие головки блока и установка ее на место значительно ускоряют износ двигателя.
Необходимо соблюдать следующие общие правила разборки агрегатов трактора:
- Разбирая крепежные детали, следует помнить, что после вынимания части болтов из отверстий некоторые сборочные единицы и детали могут оказаться в состоянии неустойчивого равновесия и упасть. Поэтому при снятии агрегата учитывают, где находится его центр тяжести и в каком направлении он может переместиться, когда его освободят от деталей крепления.
- При разборке наносят на нерабочие торцевые поверхности деталей метки, облегчающие в дальнейшем их подбор для сборки и саму сборку.
- Применять при разборке можно только такие инструменты и приспособления, которые полностью исключают порчу годных деталей, болтов и гаек. Грани болтов, гаек и винтов деформируются из-за неисправных ключей и отверток и неправильного подбора инструмента, установки его с перекосом.
- Если производят неполную разборку, то рекомендуется крепежные детали вставлять или ввинчивать в предназначенные для них отверстия снятой сборочной единицы.
- Во время разборки агрегата детали снимают аккуратно, без перекосов и повреждений.
- Удары молотком по торцам деталей и подшипников при их выпрессовке наносят через подставки или выколотки из мягкого металла или дерева.
- Если при снятии деталей приходится прилагать большие усилия, а этого не должно быть по условиям сборки, то прекращают работу и выясняют причину возникновения заедания.
- Нельзя разукомплектовывать приработавшиеся детали, годные к дальнейшей эксплуатации.
- Нельзя сильно перегибать трубки масло- и топливопроводов.
- После снятия агрегатов гидросистемы отверстия в них для подсоединения маслопроводов закрывают пробками и заглушками.
При разборке механизмов и дефектовке деталей их аккуратно раскладывают на монтажном столе, избегая нагромождения одной детали на другую, обращая особое внимание на сохранность посадочных поверхностей. На период ремонта разобранные детали и сборочные единицы хранят на полках специальных стеллажей и в отдельных ящиках с закрывающимися крышками. Демонтированные болты, шайбы, гайки укладывают в отдельные ящики.
При сборке нужно соблюдать следующие требования:
- Собираемые сборочные единицы должны быть чистыми масляные каналы и Отверстия в них прочищают и продувают сжатым воздухом.
- Перед сборкой сопрягаемые поверхности деталей протирают и смазывают той же смазкой или маслом, которые применяют для данного сопряжения.
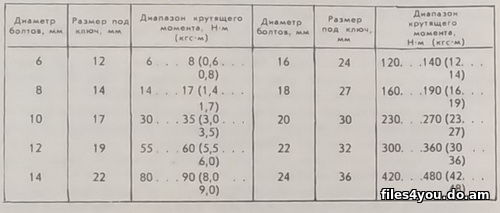
- Резьбовые концы болтов в нерегулируемых соединениях должны выступать над торцевой поверхностью гаек после их затяжки не менее чем на 2...2,5 нитки и не более чем на 10 мм (кроме особо оговоренных случаев). Гайки или болты затягивают равномерно моментом, соответствующим диаметру резьбы (табл. 1).
- Пружинные шайбы после затяжки гаек, болтов должны всей поверхностью прилегать к закрепляемой детали и гайке или болту.
- Диаметр шплинта соответствует диаметру отверстия в деталях. Головки шплинтов должны утопать в прорезях гаек. Допускается выступание головки на 1/3 диаметра шплинта. Концы шплинта разводят на болт и на грань гайки.
- При напрессовке подшипника на вал усилие должно передаваться через внутреннее кольцо. Перед напрессовкой на вал подшипник нагревают в масляной ванне до температуры 80...90°. Шпонки плотно устанавливают в шпоночные пазы валов. Не допускается перемещение шпонок в пазах валов, шкивов.
- При установке прокладок необходимо, чтобы все их отверстия совпадали с соответствующими отверстиями сопряженных деталей.
Таблица 1. Зависимость усилия затяжки резьбовых соединений от диаметра резьбы
Если внешним осмотром на тракторе устанавливают видимые без разборки механизмов трещины, изломы, забоины, задиры, изгибы, вмятины и другие дефекты, влияющие на его работоспособность, а при снятии агрегатов обнаруживают, что техническое состояние смежных механизмов требует замены или ремонта ряда деталей, то агрегат подвергают необходимой разборке, а детали - дефектации. Дефектацию деталей выполняют после промывки и сушки, когда на поверхности хорошо видны следы износов - сколы, трещины, задиры, царапины и т.д. Изношенные детали внимательно осматривают, а затем проверяют их форму и размеры соответствующими измерительными инструментами и приборами. При этом делают заключение о целесообразности замены детали или ее ремонте. Чтобы установить возможен ли ремонт детали или нужно ее заменить, иногда проверяют ее взаимодействие с другой сопряженной с ней деталью, например вал с шестерней или вал с корпусом. Деталь (детали) заменяют в том случае, если в результате износа ее размеры нарушают работоспособность механизма или вызывают его интенсивный износ.
Заменяют детали с предельным износом, а также в тех случаях, когда износ меньше допустимого, но объективные данные говорят за то, что деталь не дослужит до очередного текущего или капитального ремонта.
При дефектации подшипников качения измеряют диаметры внешнего и внутреннего колец и монтажную высоту для роликовых конических подшипников, которые бракуют при их разрушении, наличии забоин и царапин на дорожках колец и телах качения, коррозии в виде пыли на рабочих поверхностях, большого радиального и осевого люфта, трещин, вмятин и забоин на сепараторе, препятствующем плавному вращению колец, выкрошивании и выработке обойм.
Допускаются на посадочных поверхностях колец царапины и риски, а на дорожках качения, шариках или роликах - матовые поверхности. Радиальный зазор шариковых подшипников должен быть не более 0,2...0,25 мм, а роликовых - 0,2...0,3 мм. Допустимая монтажная высота роликовых конических подшипников приведена в таблице 2.
Шестерни бракуют и заменяют новыми при износе зубьев по рабочему профилю и торцам, при обнаружении трещин, сколов; выкрошивании и разрушении одного или нескольких зубьев, смятии шлицев или поверхностей отверстия в ступице или деформации шпоночной канавки. Площадь выкрошивания рабочей поверхности зуба шестерни допускается не более 5% от общей площади зуба. Шестерни с частично разрушенным или сколотым зубом по длине более 25% от общей длины непригодны к дальнейшей работе. Наиболее распространенными дефектами валов и осей являются изгиб, износ посадочных шеек, шлицев, шпоночных канавок и резьб.
Пружины считаются годными, если поверхности витков ровные и гладкие, без следов коррозии, трещин и надломов, а их опорные торцы плоские и перпендикулярны оси пружины. Неравномерность шага витков пружины не должна превышать 20%.
При дефектации крепежных деталей бракуют и заменяют новыми болты и винты с согнутыми стержнями, местной, ступенчатой выработкой. Болты и гайки, у которых смяты грани до размера, исключающего возможность их нормальной затяжки, также подлежат замене. На резьбах не допускаются вмятины, забоины, выкрошивание, потянутость, срыв более двух ниток. Дефекты ответственной резьбы контролируют навинчиванием резьбового калибра. При дефектации составных частей, имеющих болтовые соединения, проверяют правильность затяжки болтов и шпилек. Заменяют шплинты, шплинтовочную проволоку, уплотнительные прокладки, имеющие трещины, вырывы, расслоения.
Допустимые размеры крутизны изгибов трубопроводов контролируют перемещением накидной гайки по трубопроводу (гайка должна свободно перемещаться). При этом допускаются местные вмятины глубиной не более 15% от диаметра трубопровода. На развальцованных концах трубок и на конусных поверхностях угольников (штуцеров) не должно быть задиров, заусенец и трещин.
|
| Категория: Ремонт тракторов МТЗ-80/82 | Добавил: 26.06.2021
|
| Просмотров: 1618
| Рейтинг: 0.0/0 |
|