Исходным материалом для прокатки служат стальные слитки массой до 25 т, а также слитки из цветных металлов и сплавов массой до 3 т.
Сортаментом проката называют перечень выпускаемого заводами проката с указанием профилей и размеров поперечного сечения, длины болванок, прутков, полос и т. п.; все эти данные стандартизованы в соответствующих ГОСТах на прокат. Сортамент стального проката делится на следующие пять групп: сортовой прокат, листовой прокат, трубы, специальные виды проката и периодические профили.
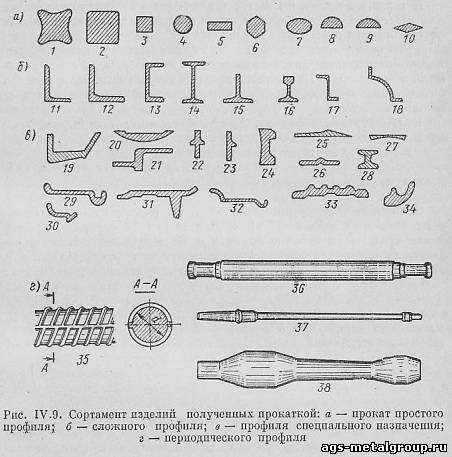
Сортовой прокат делится на прокат простого и фасонного профиля (рис. IV.9). Первый используется как исходный материал для получения проката фасонного профиля, а также как заготовка для кузнечного производства и механических цехов. Прокат фасонного профиля делится на профили общего назначения (угловая сталь, швеллеры и т. п.), используемые в строительстве, судостроении, машиностроении, и на профили специального назначения, используемые в сельхозмашиностроении, автостроении и других отраслях промышленности.
К сортовому прокату простого профиля (рис. IV.9, а) относятся: болванка стальная обжатая 1 (блюмс) сечением от 140 х 140 до 450 Х 450 мм, прокатываемая непосредственно из слитков на обжимных станах - блюмингах; заготовка прямоугольного сечения толщиной 100 - 250 мм и шириной 300 - 2000 мм, называемая слябом, прокатываемая на обжимных станах - слябингах и блюмингах; заготовка стальная квадратная 2, сечением от 40Х40 до 250 х 250 мм; сталь горячекатаная квадратная 3 и круглая 4 со стороной квадрата (или диаметром) от 5 до 250 мм; сталь полосовая 5, шестигранник 6, овал 7, полуовал 8, сегментная сталь 9 и ромбовидная 10.
К сортовому прокату фасонного профиля общего назначения (рис. IV.9,б) относятся: угловая сталь неравнобокая 11 и равнобокая 12, швеллер 13, тавровые и двутавровые балки 15 и 14, рельсы железнодорожные 16 широкой и узкой колеи, зетовая сталь 17 и квадрантная 18.
Примеры фасонных профилей проката специального назначения приведены на рис. IV.9, в (позиции 19 - 34).
Проволока-катанка прокатывается диаметром от 5 до 10 мм и выпускается в мотках массой до 220 кг. Более тонкая проволока получается волочением (см. гл. IV настоящего раздела).
Листовой прокат разделяется на толстолистовую и тонколистовую сталь.
Толстолистовая сталь прокатывается из обжатых слитков- слябов в виде листов толщиной 4 - 60 мм, шириной 600 - 5000 мм, длиной 4 - 12 м. Специальный толстый лист - броня имеет толщину до 400 мм. Тонколистовая сталь имеет толщину 0,2 - 3,75 мм при ширине листов 600 - 2200 мм; длина листов может быть мерной: например, кровельный лист и листы декапированной стали имеют размеры 710х1420 мм; наряду с этим тонкий лист выпускается в рулонах. Тонколистовая сталь выпускается многих сортов и марок. К ней относятся, например, сталь декапированная (отожженая и протравленная для удаления окалины), сталь оцинкованная, жесть белая (покрытая оловом), жесть черная полированная. Разновидностью тонколистовой стали является стальная лента.
Трубы стальные бесшовные прокатываются с наружным диаметром 51 - 650 мм и толщиной стенок 2,5 - 50 мм; при последующем горячем редуцировании получают трубы с минимальным диаметром 17 мм и толщиной стенки до 1,7 мм. Трубы сварные изготовляют с наружным диаметром до 1420 мм и толщиной стенок до 20 мм; в настоящее время осваивается производство сварных труб диаметром до 2200 мм.
К специальным видам проката относятся вагонные колеса, бандажи, зубчатые колеса, шары для подшипников качения и пр.
Периодический прокат (рис. IV.9, г) применяется как фасонная заготовка для последующей штамповки или как заготовка под чистовую механическую обработку. Это прокат, поперечное сечение которого по длине прутка периодически меняется: например, заготовка вагонной оси 36, полуоси автомобиля «Москвич» 37, заготовка для штамповки шатуна двигателя автомашины 38, арматурная сталь 35, применяемая в изделиях из железобетона.
Кроме стального проката выпускается по особым сортаментам прокат цветных металлов и сплавов: меди, алюминия, латуни и др. в виде листов, ленты и проволоки.
§ 9. Прокатные станы, их устройство и работа
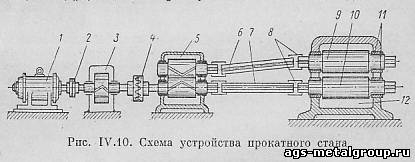
Основной частью прокатного стана (рис. IV.10) является рабочая клеть 12. В подшипниках 11 станины рабочей клети вращаются рабочие валки 9 и 10. Вращение валкам передается от электродвигателя 1 через упругую муфту 2, редуктор 3, главную муфту 4, шестеренную клеть 5 и шпиндели 6 и 7. Для соединения шпинделей с валами шестеренной клети и валками рабочей клети служат соединительные трефовые муфты 8. Для уменьшения мощности двигателя и смягчения ударных нагрузок, возникающих при прокатке, на ведущем валу редуктора устанавливаются маховики. Действие маховика основано на следующем: во время пропуска болванки между валками число оборотов двигателя снижается, одновременно уменьшает число оборотов и маховик, отдавая при этом часть запасенной в нем кинетической энергии. Во время же пауз число оборотов двигателя повышается до нормального, и маховик, разгоняясь, пополняет отданную энергию, т. е. «заряжается». Маховики устанавливаются на станах с постоянным направлением вращения валков.
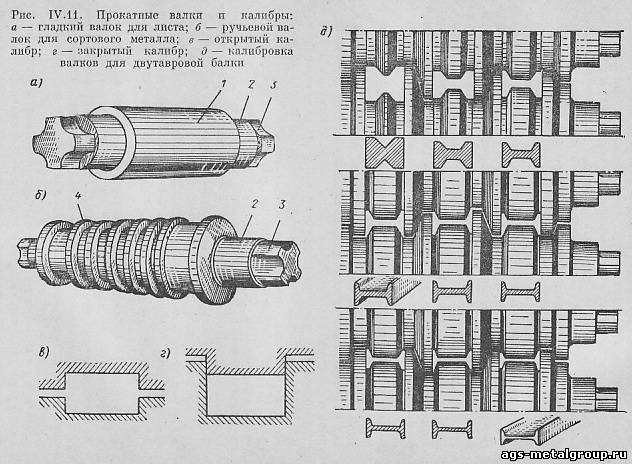
Прокатный валок (рис. IV.11) имеет рабочую часть 1, называемую бочкой, шейки 2, опирающиеся на подшипники станин клети, и трефы 3, сечение которых имеет форму крестовин, квадратов или лопатообразную (при шарнирном соединении со шпинделями). Бочка валка может быть гладкой (при прокатке листов, рис.IV.11, а) или ручьевой с кольцевыми проточками, соответствующими по сечению форме прокатываемого профиля (при прокатке сортового металла, рис. IV.11, б).
Ручьи верхнего и нижнего валков в совокупности образуют калибр. Калибр называется открытым (рис. IV.11, в), если линия раздела его проходит по оси симметрии, параллельной осям валков, и закрытым (рис. IV.11, г), если линия раздела является ломаной и смещенной на одну из границ калибра.
Калибровкой называют разработку системы последовательных калибров для получения данного профиля из исходной заготовки. Калибровка является сложным и ответственным процессом, так как неправильная калибровка может привести не только к снижению производительности прокатки, но и к браку изделий.
Калибры по назначению разделяются на обжимные или вытяжные (уменьшающие сечение заготовки), черновые (подготовительные) и чистовые.
К обжимным калибрам относятся прямоугольные (ящичные), ромбические, квадратные и овальные. Подготовительные калибры имеют форму, постепенно приближающуюся к заданной (рис. IV.11, д). Например, для чистового круглого профиля берется овал, для квадрата - ромб и т, д. Чистовые калибры по форме в точности соответствуют окончательному профилю проката, однако размеры калибров выполняются с учетом последующей усадки металла и допусков на размеры готового проката.
Количество калибров, а следовательно, и число пропусков заготовки при прокатке выбирается в зависимости от размеров и формы сечения исходной заготовки и сложности профиля готового проката. Для рельсов количество калибров обычно равно 9, для балок - 9-13, а для проволоки 15-19.
На рис. IV.11, д показана калибровка валков для прокатки двутавровой балки.
Классификация прокатных станов. Прокатные станы различаются по трем основным признакам: по количеству валков в рабочей клети, по виду выпускаемой продукции и по расположению клетей.
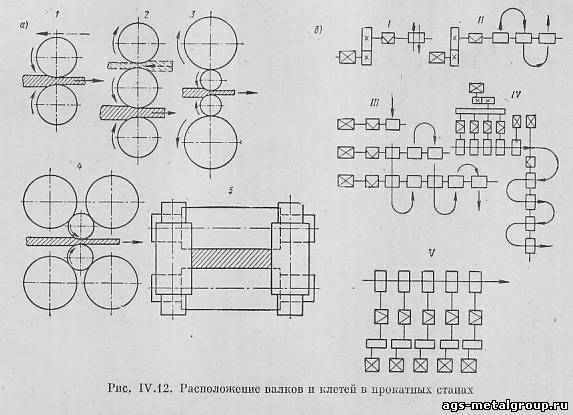
По количеству валков рабочие клети разделяются на двухвалковые нереверсивные 1 (дуо) - с постоянным направлением вращения валков (рис. IV.12, а), двухвалковые реверсивные; трехвалковые 2 (трио); четырехвалковые 3 (кварто); двойные двухвалковые; многовалковые 4; универсальные 5 с двумя взаимно перпендикулярными парами валков.
Нереверсивные дуо-клети применяют для высокопроизводительной прокатки в одном направлении сортового металла, проволоки, тонкого стального листа и ленты на непрерывных станах. В этом случае прокатываемый металл идет со все нарастающей скоростью из одной клети в другую. Нереверсивные клети применяются также для прокатки тонких листов, при этом верхний валок используется для обратной подачи листа после пропуска его между валками.
Реверсивные дуо-клети - с меняющимся направлением вращения валков после каждого пропуска болванки вперед и назад применяются в обжимных станах - блюмингах и слябингах, а также в качестве черновых клетей крупносортных станов. На реверсирование валков затрачивается много энергии и времени.
Трехвалковые клети свободны от недостатков двухвалковых клетей, так как обеспечивают прокатку металла в обоих направлениях без реверсирования валков. Эти клети применяются для прокатки блюмов, балок, рельсов, сортового металла и толстого листа.
Двойные дуо-клети имеют независимую настройку каждой пары валков, что позволяет повысить точность прокатки.
Четырехвалковые клети имеют четыре валка, расположенные один над другим. Два валка меньшего диаметра являются рабочими (приводными), а два крайних - опорными, воспринимающими на себя давление при прокатке и препятствующими прогибу рабочих валков. Применяются при горячей прокатке толстых броневых плит и листов на реверсивных станах, а также на станах непрерывной прокатки тонких листов и лент.
Многовалковые клети (6, 12 и 20 валков) вследствие еще большей жесткости рабочей клети применяются для точной холодной прокатки тончайшей ленты (фольги). Рабочие валки диаметром 10 - 30 мм - холостые, опираются на средние приводные валки, вращающие их силами трения.
Универсальные клети кроме горизонтальных валков имеют вертикальные валки, установленные вблизи к первым. Эти клети применяются в слябингах и универсальных балочных станах (для прокатки балок высотой до 1000 мм) и обеспечивают прокатку с обжатием как в вертикальной, так и в горизонтальной плоскости.
По виду выпускаемой продукции прокатные станы разделяются на обжимные (блюминги и слябинги), заготовочные, рельсобалочные, сортовые, проволочные, листовые, трубопрокатные, бандаже- и колесопрокатные, а также другие станы специального назначения.
По расположению рабочих клетей (рис.IV.12,6) прокатные станы разделяются на одноклетьевые I, к которым относятся блюминги, слябинги, частично листопрокатные и трубопрокатные; станы с линейным расположением клетей II, применяемые для прокатки проволоки и мелкосортных профилей; со ступенчатым расположением III для прокатки мелкого профиля; полунепрерывные IV, непрерывные с последовательным V и шахматным расположением клетей. Последние два типа станов применяются для прокатки рельсов, среднесортного и крупносортного металла, балок и т. п.
Основным недостатком расположения клетей в одну линию является невозможность прокатки со все возрастающими скоростями по мере интенсивного удлинения заготовок. Ступенчатые станы дают возможность применять на последующих ступенях прокатки скорость выше, чем на первой ступени.
Наиболее производительными являются непрерывные станы с индивидуальным электроприводом каждой клети. Скорость прокатки при выходе из последней клети непрерывного стана очень велика и достигает: 15 м/сек при прокате листа, сортового металла и полосы; 25 - 50 м/сек при прокатке проволоки и 35 м/сек при холодной прокатке жести. Современные прокатные цехи с массовым выпуском продукции, достигающим 1 млн. т. стали в год и больше, являются цехами с полностью механизированным, а в ряде случаев автоматизированным процессом производства.
§ 10. Технология прокатки
Прокатка полупродукта и сортового металла. Процесс прокатки блюмсов и слябов ведется в такой последовательности. Горячие слитки с температурой 800-900 'С из сталеплавильного цеха на платформах поступают в отделение нагревательных колодцев обжимного цеха. Здесь слитки загружаются на подогрев до 1300 С в колодцы, после чего извлекаются оттуда краном и подаются на слитковоз, а затем на рольганг блюминга или слябинга.
Блюминг за 12 - 16 пропусков слитка через валки с калибрами в течение 1 - 2 мин обжимает его на блюме квадратного сечения размером 450Х450 мм и менее. Полученный полупродукт в горячем состоянии режется на мерные куски длиной 2 - 6 м мощными сортовыми или летучими ножницами на ходу, при передвижении болванки по рольгангу. Далее блюмсы поступают без подогрева на непрерывный заготовочный стан либо на крупносортный стан, где осуществляется их дальнейшая прокатка. Часть блюмсов отправляют на холодильник и затем на склад готовой продукции. блюминга. Здесь производится удаление поверхностных дефектов вырубкой или огневой зачисткой, после чего блюмсы грузятся в вагоны для отправки в кузнечные цехи машиностроительных предприятий.
Заготовки, прокатанные на непрерывно-заготовочном стане до требуемого по технологическому процессу сечения (250Х250 мм и менее), разрезают на мерные болванки, которые поступают на склад для осмотра и удаления дефектов. Отсюда после нагрева в методических печах заготовки поступают для окончательной прокатки на сортовых, проволочных и других станах.
Прокатка листового металла. В настоящее время в общем выпуске проката на заводах СССР производство листовых материалов составляет около 30%. На листопрокатных станах получают толстолистовую и тонколистовую сталь, толстые и тонкие листы и ленты из меди, латуни, алюминия, дуралюмина и других цветных металлов и сплавов. Тонколистовой прокат из стали и цветных металлов используется главным образом как полуфабрикат для последующего изготовления готовых деталей холодной листовой штамповкой.
Исходным материалом для прокатки толстого стального листа являются слябы, прокатываемые из плоских слитков массой до 25 т на обжимных станах. Из слябов в последующем прокатывается в горячем состоянии сначала толстый, а затем тонкий лист.
Уменьшение толщины листа при прокатке достигается за счет уменьшения зазора между гладкими валками после каждого пропуска листа между ними.
Прокатка толстого и тонкого листов производится теперь главным образом на полунепрерывных и непрерывных автоматизированных станах, выпускающих свыше 1 млн. т проката в год. Такие станы имеют черновую и чистовую группы клетей. Перед чистовой группой, состоящей из нескольких клетей кварто, установлен окалиноломатель (дуо-клеть), удаляющий окалину при черновой прокатке. Окончательная холодная прокатка тонкого листа производится обычно рулонным способом на непрерывных станах, снабженных разматывателями и наматывателями рулонов.
После холодной прокатки материал проходит отделочные операции: обрезку продольных кромок и переднего конца, разрезку на мерные листы, термическую обработку и травление.
Прокатка труб. Прокаткой изготовляются бесшовные (цельнотянутые) трубы и сварные трубы со швом.
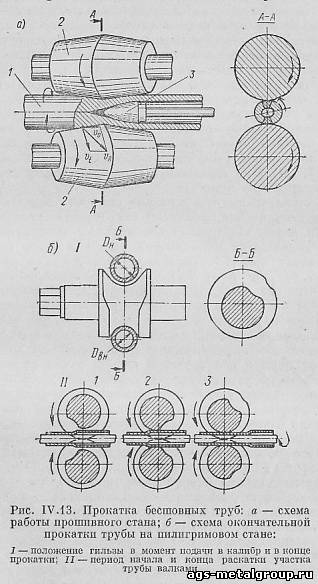
Процесс прокатки бесшовных труб состоит из двух основных технологических операций: прошивки нагретого слитка на стане косой прокатки с получением толстостенной гильзы и окончательной горячей прокатки гильзы в готовую трубу на пилигримовом, автоматическом или непрерывном стане.
Прошивной стан (рис. IV.13, а) имеет два рабочих валка конусной формы, оси которых скрещиваются под небольшим углом 8 - 24°. Оба валка вращаются в одном направлении в отличие от других ранее рассмотренных станов.
Прокатываемая заготовка 1 задается в валки 2 в направлении их осевого раствора и поддерживается с боков двумя холостыми валками. Наклон осей рабочих валков по отношению к прошиваемой заготовке обеспечивает ее одновременно вращательное и поступательное движение, в результате чего частицы металла заготовки перемещаются по спирали. Конусная форма валков в зоне прошивки обеспечивает постепенное увеличение окружных скоростей в наружных слоях прокатываемой заготовки по мере продвижения ее в направлении уменьшающегося просвета между валками.
Вследствие увеличения окружных скоростей периферийные слои металла стремятся двигаться в осевом направлении быстрее внутренних и, пройдя зону прошивки, набегают на конусную оправку - дорн, удерживаемую на стержне с противоположной стороны. Полость, образовавшаяся в осевой зоне заготовки в результате сложной деформации с наличием растягивающих напряжений, калибруется этой оправкой по внутреннему диаметру, а толщина стенок прошитой гильзы уменьшается в зонах раскатки и выпуска прошивного стана. После выхода из прошивного стана гильза имеет толстую стенку, доходящую до 25% диаметра трубы, кроме того, на ее поверхностях остаются следы валков и оправки в виде винтовых линий.
Окончательная прокатка гильзы в тонкостенную трубу заданных размеров, с гладкой поверхностью, производится на пилигримовом стане продольной прокатки (рис. IV.13, 6).
Этот стан имеет ручьевые валки с калибром переменного профиля. На части окружности валков размеры калибра в свету постепенно уменьшаются (обжимной участок) и достигают на калибрующем участке размера, соответствующего наружному диаметру готовой трубы, на остальной части окружности размеры калибра резко увеличиваются, образуя холостой,участок (рис. IV.13, б, 1). При вращении валков профиль образуемого ими калибра непрерывно меняется.
Валки стана вращаются в разные стороны с одинаковой скоростью, в направлении, обратном направлению подачи гильзы, надетой на длинную оправку. Специальным механизмом гильза с оправкой двигается на величину подачи в зазор между валками в момент когда ручьи валков образуют холостой калибр (рис. IV.13, б, 11, положение 1), размеры которого больше наружного диаметра гильзы Dн. При дальнейшем вращении валков сечение калибра постепенно уменьшается и валки производят возрастающее обжатие стенок гильзы (положение 2), при этом гильза вместе с оправкой перемещается в направлении, обратном подаче.
Окончательное выравнивание неровностей на поверхности трубы производится калибрующей частью ручья (положение 3). После полного оборота валков вновь подходит холостой калибр, и в валки подается следующий участок гильзы, одновременно гильза поворачивается на 90° - вокруг продольной оси.
Весь цикл начинается сначала и повторяется до тех пор, пока вся гильза не будет прокатана в трубу. Общее количество подач при прокатке достигает 120 - 180. На пилигримовых станах прокатываются трубы диаметром до 650 мм и длиной до 30 м. За смену прокатывается до 1500 м труб диаметром 200 мм.
На автоматических станах производят прошивку и окончательную прокатку прошитых гильз, получая трубы диаметром 57- 400 мм с толщиной стенки 3 - 30 мм. Производительность автоматического стана достигает 350 тыс. т труб в год.
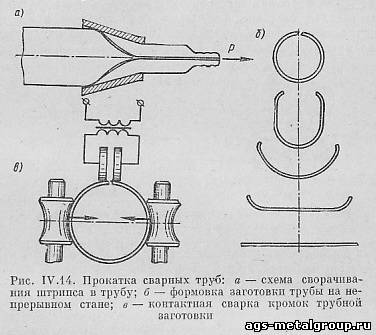
Процесс производства сварных труб состоит из двух операций: свертывания заготовки в трубу и сварки. Заготовкой являются стальные полосы (штрипсы) шириной, равной окружности получаемой трубы. Заготовки для труб небольшого диаметра (до 100 мм) сворачиваются путем протягивания через конусную воронку (рис. IV.14, а). Заготовки для труб большого диаметра (до 630 - 1420 мм) свертываются при прокатке на формовочных непрерывных станах дуо с числом клетей от 5 до 12 (рис. IV.14, б) либо гибкой в штампах на гидравлических прессах.
При печной сварке штрипсы нагреваются в печи до 1300 - 1350' С и протягиваются клещевым захватом за обрезанный конец через воронку на волочильном стане. При протягивании кромки штрипса соприкасаются встык и благодаря давлению в воронке свариваются (рис. IV.14, а). Сваренная труба пропускается через калибровочный стан и поступает на холодильник. Сварка труб большого диаметра, до 750 мм, производится после подогрева кромок свернутой заготовки трубы до 1300' С при обжатии шва прокаткой между двумя ручьевыми валками и стальной оправкой, находящейся внутри трубы.
Для сварки кромок труб применяют также автоматическую под слоем флюса, контактную роликовую (рис. IV.14, б) и аргоно-дуговую сварку.
Расход металла на 1 т готовых труб составляет 1,05 - 1,18 т.
Прокатка бандажей, колес и колец. Производство бандажей и колес для железнодорожного транспорта является комбинированным процессом обработки давлением, включающим ковку и прокатку. При изготовлении цельнокатаных колес заготовка отрезается от стального слитка, нагревается в печи и подвергается ковке на молоте или прессе, в результате чего получается прошитая дисковая заготовка. Эта заготовка затем штампуется и поступает на колесопрокатный стан.
При изготовлении бандажей исходная нагретая заготовка вначале осаживается по высоте, прошивается и отковывается в черновое кольцо с раздачей отверстия на оправке. Полученное кольцо, называемое разводкой, после второго нагрева раскатывается в бандаж на бандажепрокатном стане.
Кольца для шарикоподшипников большого размера после предварительной ковки на молоте подвергаются прокатке на специальных раскаточных машинах, принцип действия которых аналогичен работе бандажепрокатного стана.
Прокатка периодических профилей. Периодический прокат применяется как фасонная заготовка для последующей горячей штамповки деталей сложной формы на кривошипных прессах, что обеспечивает экономию металла до 10%, а также как заготовка, близко приближающаяся по форме и размерам к конфигурации готовых деталей типа конических шестерен, велосипедных втулок, полуосей автомобилей, шаров для шарикоподшипников, ребристых труб и др. Периодический прокат получается главным образом методом поперечной прокатки, являющейся высокопроизводительным непрерывным процессом. На рис. IV.15 показаны схемы работы станов для периодического проката.
Валки стана вращаются в одном направлении и расположены под небольшим углом друг к другу. Ручьи на валках расположены по винтовой линии. Заготовка круглого профиля поступает вдоль раствора осей валков и получает, как и в случае прокатки гильзы трубы на прошивном стане, вращательное и поступательное движение. Получаемый при поперечной прокатке периодический профиль заготовки определяется формой и размерами калибров, образуемых ручьями валков стана.
Технико-экономические показатели производства отдельных видов проката. В настоящее время выпускается свыше 1100 типоразмеров простых и 880 фасонных профилей горячего проката, при этом производство стального проката непрерывно увеличивается. Производительность крупнейших прокатных станов- блюмингов достигает 3,5 - 4 млн. т в год, причем цикл прокатки слитка весом до 14 т сокращен до 50 - 60 сек. Скорости горячей прокатки тонкого стального листа на непрерывных станах доходят до 15 м/сек, жести до 30 м/сек, проволоки до 30 - 50 м/сек.
Выход годного при прокатке блюмсов из слитков кипящей стали составляет 91 - 92,5%, при прокатке рельсовой стали - 80 - 82 %.
Выход годного при прокатке сортовых профилей и проволоки из заготовки и блюмсов составляет 91 - 96%, а при прокатке листов рулонным способом - 85 - 90%. Более высокий выход достигается на мелкосортных и проволочных станах. Расход электроэнергии при прокатке блюмсов составляет 12 - 15 квт·ч/т (43,2- 54,0 Мдж/т) слитков, а при прокатке сортового металла 50- 180 квт·ч/т (180 - 648 Мдж/т) продукции.
Производство проката непрерывно совершенствуется в направлениях дальнейшего повышения скоростей и производительности процессов прокатки, полной механизации и автоматизации производственного процесса в прокатных цехах, а также внедрения программного управления блюмингами, слябингами и другими прокатными станами.