§ 1. Кристаллическое строение металлов и его дефекты
В современном машиностроении металлические сплавы являются основным конструкционным материалом. Чаще других применяются сплавы железа - стали и чугуны, реже - сплавы цветных металлов (алюминия, магния, титана, меди, цинка, олова и свинца). Свойства металлических сплавов в основном зависят от их структуры (строения) и химического состава.
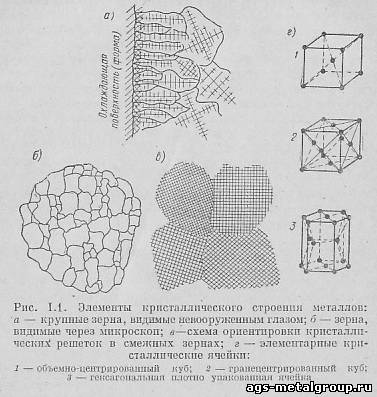
Все твердые металлы имеют кристаллическое строение. Их атомы расположены в пространстве в определенном для каждого металла порядке. При кристаллизации металлов из жидкости происходит образование центров (зародышей) кристаллов в виде отдельных групп элементарных кристаллических ячеек.
Растущие из многочисленных центров кристаллы достигают таких размеров, что, соприкасаясь один с другим, образуют неправильные по форме поверхности границ (рис. 1.1, а), имеющие в сечении вид сетки ломаных и изогнутых линий (рис. 1.1, б). Зерна имеют различную ориентировку кристаллических решеток (рис. 1.1, в). Образующиеся кристаллиты (зерна) металлов имеют неоднородное строение. Каждое из зерен состоит из разноориентированных в пространстве более мелких объемов 0,1 - 10 мкм, называемых блоками. Блоки состоят из элементарных кристаллических ячеек размером 2,28 х 10-4 - 6,5 х 10-4 мкм (рис. 1.1, г).
При кристаллизации металлов в расположении атомов возникают нарушения строгого порядка. Образуются дефекты кристаллического строения: атомные пропуски (вакансии), смещения, внедрение инородных атомов, а также вытянутые, линейные дефекты, называемые дислокациями.
Границы блоков и зерен состоят из скоплений дислокаций. Под воздействием внешних сил дислокации способны перемещаться в объеме металла. Деформация (изменение формы и размеров) технического металла происходит в результате смещения дислокаций. Чем меньше в металле дислокаций и чем слабее они закреплены, например мелкими включениями примесей, тем меньше требуется усилий на деформацию металла и тем меньшие твердость, прочность и более высокую пластичность обнаруживает металл.
Изменяя количество, расположение и степень закрепления дислокаций, можно в широких пределах изменять механические свойства металлов. На практике это достигается введением легирующих добавок, закалкой и деформированием сплавов.
В металлах встречаются три вида элементарных кристаллических ячеек (рис. 1.1, г): центрированный куб, гранецентрированный куб и плотно упакованная гексагональная ячейка. Способность металлов при изменении температуры изменять тип кристаллической решетки называется температурной аллотропией. Железо имеет две основные аллотропические формы: в температурных интервалах 0 - 910 и 1392 - 1539° С - альфа-железо (центрированный куб), в интервале 910 - 1392° С - гамма-железо (гранецентрированный куб). Техническое железо, сталь и чугун, являющиеся сплавами на основе железа, всегда содержат углерод. В техническом железе содержится до 0,02% С, в стали - 0,02 - 2,14% С, в чугунах - 2,14 - 6,67% С.
Железо с углеродом может сочетаться по-разному. Они образуют химическое соединение - карбид железа Fe3C или твердые растворы (атомы углерода располагаются в кристаллической решетке между атомами железа). Углерод может в виде графита находиться в свободном состоянии. В железоуглеродистых сплавах встречаются следующие структурные составляющие (отдельные кристаллы или группы кристаллов, резко отличающиеся при рассмотрении под микроскопом).
Аустенит - твердый раствор углерода в у-железе, немагнитный, мягкий и пластичный; твердость НВ примерно 200.
Феррит - твердый раствор углерода в альфа-железе, очень мягкий и пластичный; твердость НВ около 80.
Цементит - карбид железа Fe3C; содержит - 6,67% С, тверже закаленной стали, царапает стекло, очень хрупок; твердость НВ около 800.
Перлит - смесь кристаллов цементита (12%) и феррита (88%). Получается из аустенита, содержащего 0,8% С, в результате его распада при температуре 723° С. Перлит также содержит 0,8% С. Твердость его НВ = 180 - 240.
Ледебурит - смесь перлита и цементита; отличается повышенной твердостью (НВ около 550) и хрупкостью.
Графит - кристаллическая форма свободного углерода; мягок, и хрупок, прочность его ничтожно мала (близка к нулю); содержится в серых, ковких и высокопрочных чугунах.
§3. Основные виды термической обработки сплавов
Термическая обработка сплавов - один из наиболее распространенных методов повышения их прочности. Изменяя режимы термической обработки, можно изменить структуру и свойства сплавов. Термическая обработка обычно состоит из нагрева сплавов до выбранной температуры, выдержки нагретого металла при этой температуре и охлаждения. Если сталь нагревать выше 730' С, она будет приобретать структуру аустенита. Изменяя скорости охлаждения аустенита, получают как очень твердые (мартенсит), так и умеренно твердые (троостит и сорбит) закалочные структуры, а также относительно мягкий перлит.
Применяют различные виды термической обработки.
Отжиг. Сталь нагревают до 760 - 900° С, выдерживают при этой температуре для получения однородного аустенита и медленно охлаждают для превращения его в перлит. В результате отжига в доэвтектоидной стали (содержащей < 0,8% С) получается структура перлит и феррит, в заэвтектоидной (> 0,8% С) - перлит и цементит. Сталь приобретает минимальные твердость и внутренние напряжения, а пластичность и вязкость - максимальные.
Нормализация. Это - разновидность отжига. Нагрев доэвтэктоидной стали производится немного выше, чем на отжиг. Главное отличие нормализации состоит в том, что охлаждение с температуры нормализации до комнатной производится на воздухе. Получаемые после нормализации структуры отличаются большей чем после отжига мелкозернистостью, большей твердостью и прочностью.
Закалка. Сталь нагревают до таких же температур, как и при отжиге, выдерживают некоторое время и затем производят ускоренное охлаждение. В результате закалки в зависимости от скорости охлаждения получают закалочные структуры различной твердости: мартенсит (HRC 60), троостит (HRC 45) и сорбит (HRC 30) или их смеси. Закалка - один из основных способов упрочнения сплавов.
Отпуск. Этот вид обработки состоит в нагревании закаленных изделий до 150 - 700° С, выдержке и охлаждении. Отпуск снижает закалочные напряжения, повышает пластичность и вязкость закаленной стали. Низкому отпуску (150 - 200° С) подвергают закаленные инструменты, среднему (300 - 500°С) - пружины, рессоры, штампы и высокому (550 - 650° С) - зубчатые колеса, валы; шатуны и другие детали машин.
Кроме упомянутых видов термической обработки, для повышения долговечности, поверхностной твердости и износостойкости широко применяются и различные виды химико-термической обработки: цементация (насыщение поверхности изделий углеродом), азотирование (насыщение азотом), цианирование (насыщение азотом и углеродом), а также насыщение поверхности изделий металлами - алитирование, хромирование и т. д.
Для упрочнения металлических изделий применяют также наклеп (поверхностный и объемный), осуществляемый при всех видах обработки металлов давлением (ковке, штамповке, прокатке и др.), легирование (введение легирующих добавок в сплавы), модифицирование (обработка жидких сплавов небольшими активными добавками - модификаторами) и другие способы обработки. Находят применение и комбинированные методы упрочнения изделий за счет одновременного применения упрочнения легированием, деформацией и термообработкой. Максимальное упрочнение при этом достигается благодаря образованию очень высокой плотности и оптимального распределения дислокаций.

 машиностроении металлические сплавы являются основным конструкционным материалом. Чаще других применяются сплавы железа - стали и чугуны, реже - сплавы цветных металлов (алюминия, магния, титана, меди, цинка, олова и свинца). Свойства металлических сплавов в основном зависят от их структуры (строения) и химического состава.
машиностроении металлические сплавы являются основным конструкционным материалом. Чаще других применяются сплавы железа - стали и чугуны, реже - сплавы цветных металлов (алюминия, магния, титана, меди, цинка, олова и свинца). Свойства металлических сплавов в основном зависят от их структуры (строения) и химического состава.