Дефекты металла в виде трещин, плен, заусенцев и других в зависимости от их глубины, размеров и формы удаляют вырубкой зубилами, зачисткой на шлифовальных или крацовочных кругах, бесцентровым шлифованием или токарной обработкой, огневой зачисткой. Очистка поверхности металла от небольших заусениц, окалины производится одним из следующих способов: гидравлической очисткой, очисткой в дробеструйных аппаратах, галтовочных барабанах или кислотных ваннах. Перечисленные способы очистки, как правило, применяются для очистки поковок, а не заготовок. Вырубкой пневматическим зубилом с исходных заготовок и готовых поковок удаляют местные поверхностные дефекты в виде неглубоких трещин, волосовин, плен, закатов, зажимов и др. Работа по вырубке пневматическим зубилом в 4 - 8 раз производительнее ручной, причем, производительность тем выше, чем выше твердость и вязкость обрабатываемого металла. Глубина вырубки зубилом за один проход доходит до 2 - 2,5 мм.
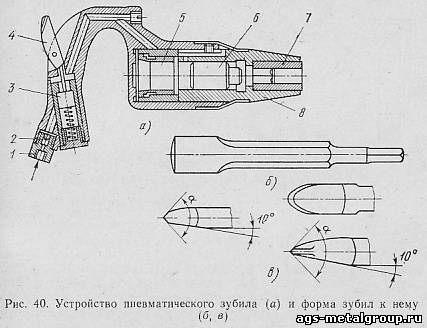
Принцип работы пневматического зубила типа РМ (рис. 40, а) состоит в том, что под действием сжатого воздуха ударник 6, совершая возвратно-поступательное движение в стволе 8, наносит удары по хвостовику рабочего инструмента, вставленного в буксу 7. Шланг со сжатым воздухом через ниппель ввертывается в футорку 1, в которой имеется сетка 2, предохраняющая золотниковую коробку от попадания пыли и грязи из трубопровода.
Сжатый воздух из шланга через конусный вентиль 3, управляемый курком 4, через каналы в корпусе поступает в золотниковую коробку 5. Золотниковая коробка связана системой каналов с полостью, в которой перемещается ударник. Золотник под действием сжатого воздуха, совершая возвратно-поступательное движение в своей коробке, открывает и закрывает воздушные каналы, идущие в корпус ударника. Последний в такт золотнику совершает удары по хвостовику рабочего инструмента. Отработанный воздух через продольные и поперечные отверстия в стволе выбрасывается в атмосферу. Пневматические зубила работают на сжатом воздухе при давлении 300 - 600 кПа (3 - 6 кгс/см²). При работе с зубилом используют рубильный инструмент с различной формой режущей части (рис. 40, б, в). Зубила с прямым лезвием (б) служат для зачистки участков, пораженных мелкими волосовинами, зубила с закругленным лезвием (в) - для вырубки местных дефектов. Угол заточки для мягкой стали составляет 55 - 60', для твердой стали - 70 - 75. Материал зубил: сталь 4ХС, 6ХС, 4ХВ2С, 5ХВ2С, У8, У9. Твердость лезвия на длине 30 - 35 мм - НКС 55 - 60, хвостовика - НКС 40 - 45.
Зачистка шлифовальными кругами. Шлифовальными кругами зачищают поверхностные (неглубокие) трещины и выравнивают края образовавшихся при вырубке пневматическими зубилами выемок.
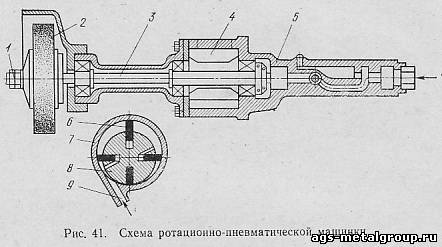
Конструкция ротационно-пневматической машины представлена на рис. 41. Основным механизмом, обеспечивающим вращение шлифовального круга, является пневматический ротационный двигатель 4, расположенный в корпусе машины 5. Ротационный двигатель состоит из статора 7 и ротора 8, в пазах которого находятся лопатки 6. Ось ротора расположена эксцентрично относительно оси статора.
Сжатый воздух через отверстие 9 давит на лопатки 6 и заставляет вращаться ротор. При вращении ротора лопатки прижимаются к поверхности статора, а радиальные каналы в роторе обеспечивают равенство давлений на торцах лопаток. Шлифовальный круг 2 закрепляется на валу 3 двумя гайками 1. На машинах рассмотренного типа применяют круги диаметром от 30 до 150 мм при частоте вращения от 3000 до 5000 об/мин.
Очистка поверхности поковок от окалины и ржавчины осуществляется шлифовальной машиной, но вместо шлифовального круга на валу ротора закрепляют проволочные (крацовочные) щетки. Для зачистки заготовок из стали и бронзы щетки изготовляют из стальной проволоки диаметром 0,05 - 0,4 мм, заготовки из никеля и меди зачищают щетками с проволокой из нейзильбера диаметром 0,15 - 0,25 мм, а латунные заготовки - щетками с проволокой из меди или латуни диаметром 0,15 - 0,2 мм.
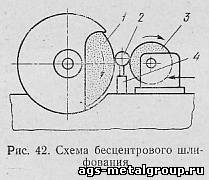
Бесцентровое шлифование. Для очистки заготовок в виде проката круглого сечения применяют бесцентровое шлифование на специальных станках (рис. 42). Заготовка 2 устанавливается на опорный нож 4 между режущим 1 и направляющим 3 кругами. При обработке под действием трения заготовка вращается и равномерно зачищается по всей поверхности. Поступательное движение заготовки вдоль оси обеспечивается поворотом направляющего круга под некоторым углом и режущему кругу. За один проход с заготовки снимается слой толщиной 0,2 мм.
Рассмотренный способ применяют для очистки поверхности заготовок от ржавчины и мелких дефектов прокатки и прессования, в основном при обработке давлением дорогостоящих сплавов.
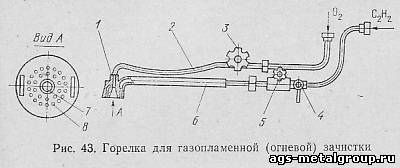
Огневая зачистка. Удаление дефектов огневой зачисткой осуществляется специальным резаком (рис. 43), который состоит из горелки 1, трубки 2 для подачи режущего кислорода, трубки 6 для подачи подогревательной смеси, кислородного вентиля 3, крана 4 для подачи горючего газа ацетилена и вентиля 5 для подачи кислорода в камеру смешения. В горелке имеется центральное отверстие 7 для подачи кислорода, вокруг центрального отверстия - серия мелких отверстий 8, через которые из трубки 6 подают смесь ацетилена с кислородом для создания пламени предварительного нагрева. Перед резкой горелку подносят к заготовке под углом 70 - 80', по трубе 6 подают горячую смесь и нагревают место реза до температуры горения металла в кислороде.
После этого открывают кран 3 и пускают кислород через центральное отверстие. Когда металл начинает гореть в атмосфере кислорода, подачу нагревательной смеси прекращают. Наклон горелки изменяют, уменьшая угол наклона в заготовке до 10 - 15'. При горении металла в струе кислорода выделяется теплота, достаточная для поддержания процесса дальнейшей резки. Количество подаваемого кислорода и скорость перемещения горелки должны обеспечивать непрерывность процесса резки.
Очистка заготовок и поковок из нержавеющих, кислотостойких и жаропрочных сталей осуществляется кислородно-флюсовой резкой. В резаке для такой зачистки имеется дополнительное инжектирующее устройство, с помощью которого в зону резки дополнительно подается кислород и флюс для удаления тугоплавких окислов, образовавшихся при нагреве. Флюс представляет собой смесь мелкого железного порошка и мелкого кварцевого песка.
Производительность огневой зачистки в 10 - 15 раз больше, а стоимость - на 30 - 40% меньше, чем вырубка дефектов пневматическим зубилом. Заготовки из углеродистых сталей с содержанием углерода до 0,3% зачищают в холодном состоянии, углеродистые стали с большим содержанием углерода, а также легированные стали огневой зачистке подвергают в подогретом состоянии.