Главные преимущества специальных способов литья - возможность получать более точные и с лучшей поверхностью отливки. Использование этих способов позволяет уменьшить или даже отменить припуски на механическую обработку; кроме того, достигается экономия металла и уменьшается стоимость механической обработки отливок.
§ 49. Литье в оболочковые формы
Литье в оболочковые формы - один из прогрессивных способов получения отливок, по размерам близко приближающихся к размерам готовой детали. Этот способ позволяет механизировать и автоматизировать все производственные процессы. Литье в оболочковые формы по сравнению с литьем в песчаные формы имеет следующие преимущества: уменьшается, расход жидкого металла на 20 - 30% за счет снижения припусков на механическую обработку вследствие повышенной точности размеров отливки и уменьшения размеров литниковой системы; значительно сокращается объем механической обработки; расход формовочных и стержневых материалов и затраты на приготовление смеси и ее транспортировку уменьшаются в 5 - 6 раз; трудоемкость очистных работ уменьшается на 10 - 20%; трудоемкость изготовления отливки уменьшается на 30 - 60%; оболочковые формы и стержни можно хранить на складе ввиду их негигроскопичности продолжительное время.
Процесс получения оболочковых разъемных форм и оболочковых стержней основан на том, что ряд термореактивных смол имеет свойство плавиться, а затем необратимо затвердевать под действием повышенных температур.
Сухая песчано-смоляная смесь, состоящая из мелкого кварцевого песка и 6 - 8% порошка термореактивной (бакелитовой) смолы, наносится на модельную плиту, нагретую до 220 - 250° С. Слой смеси, прилегающей к плите, нагревается, термореактивная смола расплавляется и в течение 12 - 20 сек образует вокруг модели и плиты оболочку толщиной 6 - 10 мм. После удаления неразмягченной смеси модельная плита вместе с песчано-смоляной оболочкой помещается в печь, нагретую до температуры 350 - 370° С, для окончательного отверждения; при этом смола переходит в твердое необратимое состояние. Отверждение продолжается 1,5 - 2 мин. Прочность оболочки на разрыв достигает 10 - 15 кГ/см² (100 - 450 МПа).
Оболочковые, пустотелые стержни изготовляются по этому же принципу.
Процесс изготовления оболочковой полуформы состоит в следующем. Формовочная смесь засыпается в поворотный бункер и на нем закрепляется прогретая до температуры 220 - 250° С модельная плита. После поворота бункера на 180° и выдержки в таком положении в течение 12 - 20 сек на модели образуется слой спекшейся смеси толщиной 6 - 10 мм. Затем бункер возвращается в исходное положение и с него снимается модельная плита с образовавшейся оболочкой. Модельная плита вместе с оболочкой помещается в электрическую печь для окончательного отверждения оболочки, которая снимается с плиты при помощи толкателей.
Нижняя оболочка - полуформа после установки в нее стержней накрывается верхней оболочкой - полуформой. Полуформы склеивают или соединяют скобами.
Готовые формы устанавливают в контейнер и засыпают дробью или песком, чтобы предотвратить их разрушение в процессе заливки.
§ 50. Производство точных отливок по выплавляемым моделям
Сущность способа состоит в том, что модели для изготовления неразъемных форм делают из легкоплавких или легковыжигаемых материалов и удаляют их после изготовления форм выплавлением или выжиганием. Таким образом модель служит только один раз. Способ литья по выплавляемым моделям уже давно известен литейщикам под названием литья по восковым моделям.
Способ литья по выплавляемым моделям особенно характерен тем, что отсутствие разъемов форм дает возможность получать весьма сложные отливки с большой точностью размеров при резком сокращении объема их механической обработки. Кроме того, применением этих способов достигается высокая чистота поверхности форм и заливка производится в нагретые формы, что обеспечивает получение тонкостенных отливок.
При использовании этого способа нет необходимости упрощать конструкции деталей путем их расчленения, что обычно увеличивает объем механической обработки, можно объединить несколько деталей в один узел и таким образом снизить расход металла на 50 - 60%.
Литье по выплавляемым моделям особенно целесообразно применять для изготовления деталей из сплавов с повышенной твердостью, со сложной механической обработкой, требующей изготовления значительного количества приспособлений, специального режущего и мерительного инструмента.
Способом литья по выплавляемым моделям изготовляют самые различные детали преимущественно из углеродистой и легированной сталей, а также из цветных сплавов.
В зависимости от назначения различают пресс-формы, используемые при мелкосерийном производстве, и пресс-формы, рассчитанные на длительный срок службы в массовом производстве. В первом случае применяют литые пресс-формы из легкоплавких сплавов, эпоксидной смолы с наполнителем, гипсовые, во втором- стальные пресс-формы, изготовленные механической обработкой. Аналогичные пресс-формы изготовляют и для литниковой системы.
Для изготовления моделей отливок обычно применяется модельный состав, состоящий из 50 - 60% парафина и 50 - 40% стеарина, а для более сложных моделей - состав из 25 - 35% парафина и 75 - 65% стеарина.
Мелкие пресс-формы заливают жидким составом, а более крупные заполняют пастообразным составом с помощью шприца, затем модельный состав подвергают прессованию вручную или на прессе. Изготовленные модели охлаждают в пресс-формах, затем вынимают их из пресс-форм и после очистки запрессовывают в них модельный состав.
Одновременно с изготовлением выплавляемых моделей изготовляют из того же состава модели литниковой системы, которые припаиваются к моделям отливок с помощью электропаяльника, ножа и пинцета.
На готовые модельные комплекты путем окунания наносят несколько слоев огнеупорного покрытия из пылевидного кварца на гидролизованном растворе этилсиликата. Затем производится обсыпка моделей песком для увеличения прочности покрытий. После нанесения огнеупорного покрытия модельные комплекты устанавливают в опоки, которые заполняют наполнителем, а затем в печах выплавляется модельный состав и выжигаются его остатки из полости формы.
В качестве наполнителей обычно применяют сухой кварцевый песок и только изредка (для формы высокой прочности) влажные наполнители, содержащие, кроме песка, глиноземистый цемент (около 12% от веса песка) и воду. Уплотнение наполнителя производят вручную (в небольших мастерских) или на вибрационной машине. Для того чтобы сухой наполнитель не высыпался из опоки, ее торцы заделывают слоем смеси из песка и 10% жидкого стекла.
Модели выплавляются тремя способами: в электронагревательных шкафах при температуре 150 - 200° С; в ваннах с горячей водой и действием струи пара или горячего воздуха. Выжигание остатков модельного состава производится в электрических нагревательных печах различных конструкций при температуре 850 - 900°С в течение нескольких часов. После этого горячие формы заливают жидкой сталью или другим сплавом.
После охлаждения отливки вынимают из форм, удаляют с них огнеупорное покрытие, затем отделяют от литниковой системы, места отрезки от литниковой системы зачищают наждаком. В случае необходимости отливки подвергают термической обработке.
§ 51. Производство отливок в металлические формы
Литье в металлические формы получило наибольшее распространение. Металлические формы применяют для изготовления отливок из различных металлов и сплавов (стали, чугуна, бронзы, латуни, алюминиевых сплавов и т. д.).
Процесс литья в металлические формы по сравнению с литьем в песчаные формы имеет ряд преимуществ: снижается брак литья; съем литья с 1 м² формовочной площади повышается в несколько раз; трудоемкость изготовления 1 т годного литья уменьшается в 2 - 3 раза; себестоимость литья снижается на 15 - 25%; уменьшается загрузка металлорежущих станков в связи со снижением, а в отдельных случаях с устранением обработки отливок; повышается культура производства.
Стойкость металлических форм выражается в пределах от пятидесяти до десятков тысяч (для мелких отливок из легкоплавких сплавов) заливок и зависит от сплава, конфигурации и размеров отливок, а также качества металлической формы. При изготовлении чугунных отливок весом до 1,5 кг металлическая форма выдерживает до 5000 заливок, а при изготовлении стальных отливок весом до 150 кг - только до 300 - 500 заливок.
Обычно металлические формы для отливок из чугуна, стали и медных сплавов изготовляют из чугуна. Высокая стойкость металлических форм во многом зависит от качества чугуна, из которого изготовляют форму. Металлические формы отливают из серого, низколегированного и модифицированного чугунов. Однако срок службы металлической формы определяется не только качеством чугуна, из которого она изготовлена, но и правильностью ее эксплуатации. Рабочие поверхности формы необходимо постоянно предохранять от ржавчины, которая вызывает быстрый разгар формы при соприкосновении с расплавленным металлом. Перед заливкой форму следует подогревать до температуры 150 - 200° С. Рабочие поверхности формы необходимо покрывать огнеупорной краской, предохраняющей их от разрушения, а поверхности отливки - от отбела.
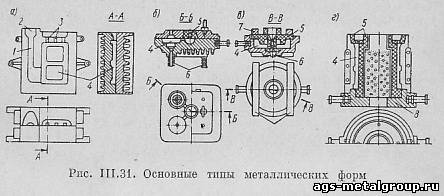
Применяются четыре основных типа конструкции металлических форм.
1. Формы с вертикальным разъемом (рис. 111.31, а) литниковая система состоит из чаши 2, стояка 1 и тонкого, но широкого щелевого питателя, подводящего металл в полость формы 4, из которой газы удаляются через выпоры 3.
2. В форме с горизонтальным разъемом (рис. 111.31, б) подвод металла производят по разъему формы, причем стояк литниковой системы с целью ослабления его сопротивления усадке сделан в песчаном стержне 5. Для выталкивания отливок из формы предусмотрены толкатели 6 с пружинами.
3. В вытряхной металлической форме (рис. 111. 31, в), кроме верхнего песчаного стержня 5 имеются стержень для литниковой системы и стержень для воронки, причем первый из них предназначен также для получения центрального отверстия в отливке. Форма сверху снабжена грузами 7.
4. В форме, изображенной на рис. 111.31, г, применена заливка через тонкие цилиндрические (дождевые) питатели. Стержни в данном случае применяют как для получения центральной полости, так и литниковой кольцевой чаши. Горизонтальный разъем формы осуществляется с помощью отъемного поддона 8. Вентиляция форм, помимо выпоров или прибылей, осуществляется с помощью тонких каналов в плоскости разъема форм и пробок с небольшими отверстиями.
Изготовление отливок способом литья в металлические формы состоит из следующих основных операций: подготовка формы (очистка, нагрев, нанесение на рабочие поверхности облицовки и краски); сборка формы (установка песчаных или металлических стержней, накрытие и закрепление частей формы); заливка формы жидким сплавом; вынимание отливок после их остывания и раскрытия формы с помощью толкателей, крючков и т. п.; обрубка, очистка и термическая обработка (в случае надобности) отливок.
В массовом и серийном производстве мелких отливок применяются специальные станки и машины для открывания формы и удаления металлических стержней. При небольшом масштабе производства обычно используются ручные станки различных конструкций (рычажные, реечные и т. п.), при серийном производстве - пневматические станки, а при массовом - полуавтоматические карусельные машины горизонтального типа.
Применяют водоохлаждаемые металлические формы, стойкость которых более чем в три раза превышает стойкость обычных металлических форм.
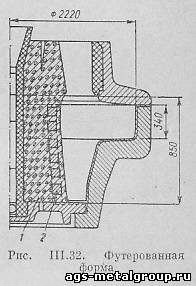
Для изготовления крупных тяжеловесных отливок применяют футерованные формы (рис. 111.32), рабочая поверхность которых образуется выступающими на толщину футеровки металлическими площадками 2. Пространство между ними заполнено формовочной смесью на жидком стекле 1. Количество, размеры и расположение металлических площадок должны обеспечивать равномерное затвердевание металла в тонких и толстых сечениях отливки и направленное затвердевание металла снизу вверх для вывода усадочной раковины в прибыль.
§ 52. Производство отливок под давлением
Литье под давлением является высокопроизводительным способом получения отливок из цветных сплавов: свинцово-оловянистых, цинковых, алюминиевых, магниевых и медных. На некоторых заводах освоено также производство мелких отливок из стали под давлением. Этим способом можно получать весьма сложные фасонные отливки с высокой чистотой поверхности и точными размерами. Основное достоинство литья под давлением состоит в том, что резко снижается трудоемкость изготовления деталей ввиду почти полного устранения механической обработки.
Этот способ позволяет получать детали любой сложной конфигурации с многочисленными круглыми и фасонными отверстиями, расположенными в различных плоскостях, с высокой чистотой поверхности отливок. Успешно изготовляются отливки с элементами зубчатых зацеплений (шестерни, рейки); зубья таких отливок но требуют дополнительной обработки. Литье под давлением позволяет изготовлять тонкостенные отливки с минимальной толщиной стенки, равной 1,5 мм. На поверхности отливки легко получить различные надписи, заводские знаки, клейма, накатку, а также наружную и внутреннюю резьбу 2-го класса точности.
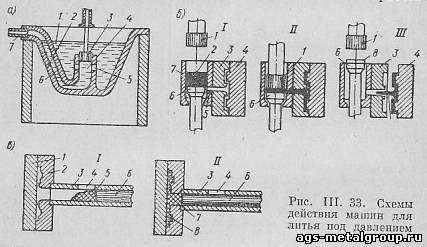
Машины для литья под давлением имеют горячие камеры сжатия (рис. 111.33, а) или холодные камеры сжатия, которые могут располагаться вертикально (рис. 111.33, б) или горизонтально (рис. 111. 33, в).
Машины с горячими камерами применяются только для сплавов с низкой температурой плавления - (например, для цинковых сплавов) и имеют незначительное распространение.
При поднятии вверх прессующего поршня 3 (рис. 111.33, а) открываются каналы 5, через которые металл 1 из котла 2 поступает в стакан камеры 4. При опускании поршня металл по подъемному каналу 6 передается через мундштук 7 в металлическую форму и заполняет ее.
Машины с горячими камерами работают как при гидравлическом, так и при компрессорном и рычажном давлении на поршень; удельное давление при этом составляет 20 - 100 кГ/см² (2 - 10 МПа). В современных машинах применяют главным образом холодные камеры сжатия, изолированные от плавильной печи. Заливка металла производится ложкой или другим способом.
Вертикальная камера сжатия, (рис. 111.33, б) расположена параллельно плоскости разъема формы, состоящей из половинок 3 и 4. В форму металл подается из камеры под углом 90° к оси хода прессующего поршня. Камера состоит из наполнительного стакана 7, дно которого образуется нижним поршнем 6 (так называемой пяткой). Металл 2 наливается в наполнительный стакан (схема I) и прессующим пуансоном 1 запрессовывается в форму (схема II). Для того чтобы металл не пошел в форму самотеком, литниковое отверстие 5 до начала запрессовки закрывается поршнем 6, поддерживаемым снизу на требуемой высоте с помощью пружины. При опускании прессующего пуансона пружина сжимается, и поршень садится на коническое гнездо, открывая путь металлу в форму.
После запрессовки металла прессующий пуансон 1 поднимается вверх (схема III) и при помощи особых тяг, соединенных с поршнем 6, увлекает ее за собой. Пятка при своем движении вверх отрезает от литника с отливкой литниковый остаток 8, находящийся в пластическом состоянии, и выбрасывает его из наполнительного стакана. После этого тяги, соединяющие поршень с пяткой, разъединяются, пятка опускается на свое место, половинка формы 4 вместе с отливкой и литником отводится в сторону, и отливка освобождается от нее.
Горизонтальная камера сжатия (рис. III.33, в) состоит из стакана 3 с овальным отверстием 4 для заливки порции металла 5 и плунжера 6 гидравлического пресса. Камера сжатия соединяется с металлической формой, состоящей из половинок 1 и 2. Сразу же после заливки металл движением плунжера запрессовывается в форму через литниковый канал, являющийся продолжением стакана камеры (схема II, рис. III.33, в). После запрессовки металла плунжер продолжает оставаться под давлением до момента открывания форм. Отливка 8 извлекается вместе с литниковым остатком 7, который затем отрезается.
Машины с холодными камерами применяют для изготовления отливок из алюминиевых, магниевых и медных сплавов, причем более крупные машины имеют преимущественно горизонтальные камеры. Такие машины рассчитаны на давление до 1500 - 2000 кГ/см² (150 - 200 МПа) и на них могут быть изготовлены довольно крупные отливки. Так, например, на этих машинах получают отливки из алюминиевых сплавов весом до 34 кг.
По производительности процесс литья под давлением превосходит существующие способы литья. По данным практики производительность при литье под давлением в среднем в 2 - 5 раза выше, чем при штамповке, что объясняется не только высокой производительностью машин, но и устранением дальнейшей механической обработки отливок. В среднем машины делают от 500 до 2000 операций в смену в зависимости от размеров и конструкции машины, конфигурации и размеров отливок.
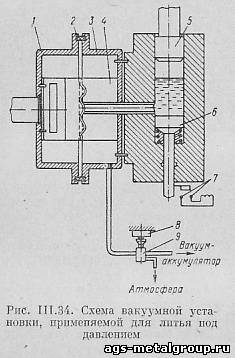
Для получения высококачественных отливок, особенно из алюминиевых сплавов, получаемых литьем под давлением, применяют вакуум-установки; удаление воздуха из полости прессформы производится перед заливкой металла вакуум-аккумулятором (рис. III.34).
В специальный кожух, состоящий из двух частей 1 и 3 с герметическим резиновым уплотнением 2, полость которого соединена через кран 9 с вакуум-аккумулятором, помещают пресс-форму 4. Перед заливкой датчик электрической схемы 7 замыкается, срабатывает соленоид 8 и кран 9 открывается. После запрессовки металла плунжер 5 и пятка 6 поднимаются вверх, размыкается выключатель и закрывается кран 9.
Алюминиевые отливки, полученные литьем под давлением, в таких условиях не имеют пористости под поверхностной коркой металла. После термической обработки отливки обладают плотной структурой и высокими прочностными свойствами.
§ 53. Центробежное литье
Этот способ литья отличается тем, что форма перед заливкой в нее жидкого сплава приводится в быстрое вращение до момента полного затвердевания отливки. При этом жидкий сплав, испытывая действие центробежной силы, оттесняется к стенкам формы.
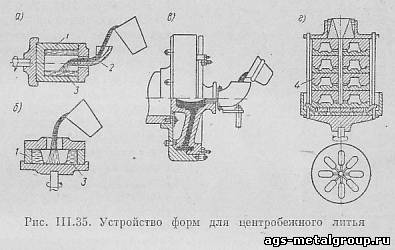
Машины для центробежного литья строят с горизонтальными и вертикальными осями вращения. Формы для этих машин изображены на рис. III.35. В машине с горизонтальной осью вращения металлическая форма 1 (рис. III.35, а) заполняется жидким сплавом из ковша по желобу 2, причем металл затвердевает в виде полой цилиндрической заготовки 3.
При отливке в металлическую форму 1 на машине с вертикальной осью вращения (рис. III.35, б) также образуется пустотелая заготовка 3, однако ее внутренняя поверхность не будет строго цилиндрической, так как под действием силы тяжести толщина стенок внизу заготовки больше, чем вверху заготовки. Для получения мелких фасонных отливок обычно применяются машины с вертикальной осью вращения, а формы делаются песчаными.
При изготовлении фасонных отливок применяют два способа. Один способ (рис. 111.35, в) используется при получении сравнительно больших отливок, располагающихся в форме так, что их оси совпадают с осью вращения машины. Полость формы заполняется жидким сплавом под действием центробежной силы, причем точно воспроизводится отпечаток поверхности полости формы. При использовании второго способа (рис. 111.35, г) оси не совпадают с осью вращения машины, но заполнение полостей комплекта форм 4 происходит по-прежнему под действием центробежной силы, способствующим получению более плотных отливок.
В случае необходимости изготовления отливок с полостями последние получают с помощью песчаных стержней, устанавливаемых в форме.
Центробежный способ имеет ряд преимуществ, в том числе увеличение выхода годного литья и повышение его качества. Под действием центробежной силы не только равномерно распределяется жидкий сплав в форме, но и перемещаются во внутреннюю полость отливки более легкие, чем сплав, шлаковые и газовые включения. В результате отливка получается более чистой и свойства ее улучшаются. Заполнение формы сплавом улучшает питание отливки и способствует уменьшению брака по усадочным раковинам и рыхлости. Во избежание выброса жидкого металла форму предварительно нагревают до 100 - 150° С.
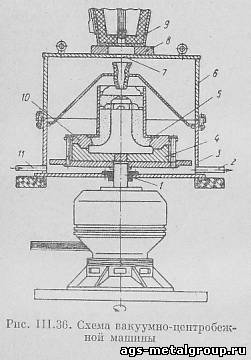
Для производства отливок, особенно из пленочувствительных сплавов, легированных хромом, титаном, алюминием и др., рационально изготовлять их на вакуумно-центробежной машине (рис. 111.36). Вакуумная камера собирается из двух цилиндров - нижнего стационарного 3 и верхнего съемного 6. Между обоими цилиндрами проложено резиновое кольцо. Нижнее основание камеры закреплено в приямке машины и имеет отверстие, через которое проходит вал машины 1. Уплотнение вала осуществляется с помощью резиновой фасонной шайбы. На боковой стороне камеры установлен отводной патрубок 2 к вакуумному насосу, а предохранительный клапан и штуцер 11, служащий для подвода защитных газов, расположен с противоположной стороны. На верхней крышке укреплено гнездо 8 с отверстием 7 для заливки металла. Это отверстие перед заливкой закрывается шайбой из алюминиевой фольги и затем производится откачка воздуха из камеры. На гнездо 8 устанавливается ковш 9 со стопором. Форма состоит из двух частей: нижней металлической 4 и верхней, состоящей из металлического кольца 10 и стержня 5, в которой имеются прибыль и литниковая система. Форму нагревают до 500° С, укрепляют на столе машины и заливают. Форма вращается со скоростью 500 об/мин в течение 10 - 12 мин до полного затвердевания металла.
§ 54. Жидкая штамповка
Жидкая штамповка - прогрессивный способ получения точных отливок. Расплавленный металл заливается в полость металлической формы и после охлаждения до пластического состояния прессуется. Припуски на механическую обработку составляют до 4 мм, а большинство отливок не подвергается механической обработке. Металл получается плотным с мелкозернистой структурой. При жидкой штамповке уменьшается вес заготовки по сравнению с заготовкой из проката на 20 - 40%. Жидкую штамповку применяют главным образом для получения деталей из сплавов цветных металлов.
Для удешевления стоимости отливок за счет снижения расходов на изготовление пресс-формы применяют групповые формо-блоки. При замене вкладышей можно изготовлять разнообразные детали в одном формо-блоке.
Этот способ применяют для изготовления полых заготовок (втулки, кольца и др.) из бронз различных марок. Отливки отличаются высоким качеством и имеют минимальные припуски на механическую обработку.
Установка для производства отливок состоит из механизма погружения, кристаллизатора и вакуумной системы. Кристаллизатор опускают в расплавленный металл на глубину 15 - 25 мм, перемещая рычаг, установленный на поворотной раме-укосине, рама вращается на шарикоподшиннике относительно неподвижной стойки, приваренной к опоре. При создании разрежения вакуум-насосом металл заполняет полость кристаллизатора и затвердевает. После затвердевания металла на требуемую толщину кристаллизатор поднимают, и жидкий металл из него вытекает. Затем кристаллизатор с находящейся в нем отливкой поворотной стрелой отводят от плавильного агрегата и удаляют из него отливку при отключении вакуум-насоса.
§ 56. Прочие способы литья
При массовом производстве литых заготовок различного сечения (круглых, многогранных и др.) применяют способ непрерывного литья. Этим же способом отливают трубы с фланцем и без него.
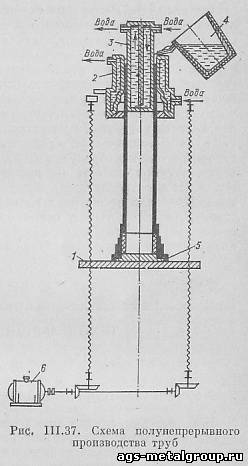
На рис. 111.37 показана схема установки для отливки трубы с раструбом полунепрерывным способом. Полый цилиндр 2 (кристаллизатор), внутренняя часть которого соответствует наружному диаметру трубы, охлаждается проточной водой. В него вставлен внутренний кристаллизатор 3, соответствующий внутреннему диаметру отливной трубы. Кристаллизатор также охлаждается водой. Под кристаллизатором находится плита 1 с песчаным или металлическим стержнем 5 для образования внутренней полости раструба. Для устранения трещин в трубе накладывают на металлический стержень картон толщиной 1 - 2 мм, который сгорает и образует зазор для усадки чугуна. После заполнения чугуном полости из ковша 4 между кристаллизаторами включают электродвигатель 6 для медленного опускания плиты 1 вниз. При этом происходит вытягивание трубы из кристаллизатора. Для изготовления новой трубы на плиту устанавливают стержень для образования внутренней полости раструба плиту поднимают к кристаллизатору и производят заливку чугуна.