КОМПЛЕКСНАЯ МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА. ТЕХНИКА БЕЗОПАСНОСТИ
§ 61. Комплексная механизация производства отливок
В литейных цехах организовано централизованное приготовление формовочной и стержневой смесей на автоматических смешивающих бегунах с вертикальной осью вращения катков (см. рис. 111.6, б). Транспортировка песка, глины, формовочной, стержневой и отработанной смесей производится автоматически ленточным транспортером или пневмотранспортером.
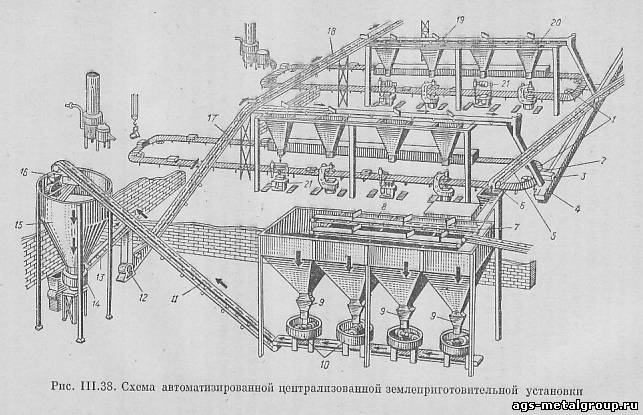
На рис. 111.38 показана схема конвейерного цеха с централизованной землеприготовительной установкой и раздачей формовочной смеси в бункера, расположенные над формовочными машинами. После изготовления и сборки формы она направляется по конвейеру, 1 в заливочное отделение. Залитая форма 2 поступает в охладительный кожух, откуда газы удаляются вентилятором. Затем форма поступает на выбивную решетку 3.
Отработанная смесь подается транспортером 4 на вибрационное сито для отделения крупных кусков стержней и на наклонный конвейер 5, который имеет электромагнитный шкив 6 для отделения металла, затем на распределительный конвейер 7 и поступает в бункера 8. Из бункера отработанная смесь через дозатор 9 поступает в смешивающие бегуны 10, в которые засыпают порошкообразную глину для увеличения прочности, а также песок для повышения газопроницаемости, специальные добавки (молотый уголь, сульфитный щелок и др.) и заливают воду. После перемешивания смесь подается на ленточный транспортер и по наклонному конвейеру 11 через разрыхлитель 16 поступает в отстойный бункер 15 для выравнивания влаги в смеси. Отсюда через нижний питатель 14, транспортер 13, разрыхлитель 12 и затем по ленточным конвейерам 17, 18, 19 смесь поступает в бункера 20, расположенные над формовочными машинами 21.
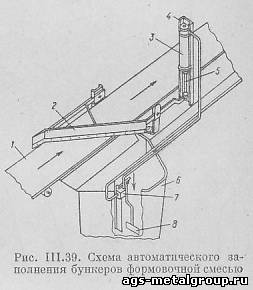
Заполнение бункеров формовочной смесью (рис. 111.39) происходит автоматически путем плужкового сбрасывателя 2 и опускания его на ленту конвейера 1, по которому подается смесь в бункера. Лопатка 8 при заполнении смесью бункера 6 занимает вертикальное положение и открывает клапан 7; при этом воздух поступает в пневматический цилиндр 3, расположенный на стойке 4, и шток 5 поднимает плужковый сбрасыватель 2.
При опускании смеси в бункере лопатка 8 под действием пружины занимает наклонное положение, клапан закрывается, плужок опускается на ленточный конвейер и смесь заполняет бункера.
Разгрузку сыпучих материалов (песка, глины, известкового камня, кокса) осуществляют грейфером, металлической шихты-электромагнитной шайбой, загрузку шихтовых материалов в вагранку - скиповым подъемником и другими механизмами, дозировку шихты - с использованием электронносчетных установок. Имеются цехи, в которых автоматизированы загрузка шихты скиповым подъемником, подогрев воздуха отходящими ваграночными газами, процессы плавки и заливки форм.
Для удобства заливки форм на конвейере используют ленточный транспортер, движущийся со скоростью конвейера, а для накрытия формы, снятия груза - цепные конвейеры с подвешенными грузами; движущимися над формами со скоростью конвейера по траектории с различной высотой. При прохождении над формами груз опускается и поднимается после затвердевания металла. Формы и стержни изготовляют на машинах и формовочных и стержневых автоматах, формы устанавливают на конвейер для подачи их в заливочное отделение.
Некоторые формы в зависимости от их размеров и сложности изготовляют с применением пескомета. При этом набивка форм осуществляется на карусели, которая перемещает их под пескомет, что обеспечивает высокую производительность работы.
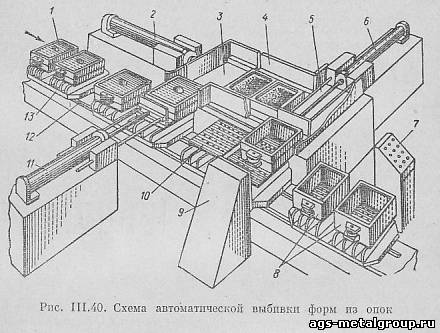
Выбивку форм в современных механизированных цехах при крупносерийном производстве осуществляют на автоматических выбивных решетках (рис. 111.40).
При нахождении залитой опоки 1 против центра стола 3 тележка конвейера 13 нажимает на штифт электроконтактора 12, происходит включение соленоида электромагнитного пневматического клапана цилиндра-толкателя 11, в результате чего опока сталкивается на стол 3. В конце хода толкатель нажимает на кнопку второго электроконтактора, клапан включает подачу воздуха с другой стороны толкателя 11 и последний возвращается в исходное положение. Между конвейером и столом установлен упорный щиток на уровне стола, препятствующий смещению подопочной плиты 10 с тележки при сталкивании залитой опоки. Толкатель 6 одновременно с толкателем 11 сталкивает до упора 9 выбитую опоку 8 со стола 5 на освободившуюся тележку конвейера. После установки залитой опоки на стол автоматически включается пневматический толкатель 2, перемещающий ее со стола на инерционную выбивную решетку 4, с которой в процессе выбивки земля и отливки проваливаются на наклонную решетку. Освобожденная опока находится на выбивной решетке до проталкивания следующей залитой опоки. Управление процессом выбивки производится с пульта 7.
Выбивка средних и крупных форм производится на выбивных решетках с накатным кожухом, очистка литья - в гидропескоочистительных камерах, дробеметных камерах, барабанах, на столах. Очистка и обрубка мелких и средних отливок осуществляется на поточной линии.
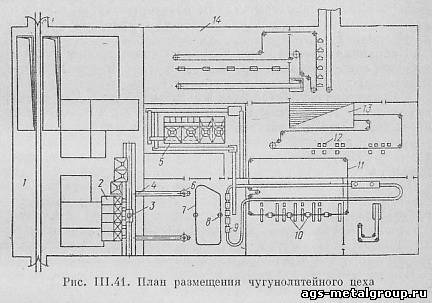
На рис, 111.41 приведен план размещения чугунолитейного цеха, рассчитанный на выпуск 20 000 т литья в год, развесом от 6 до 20 кг. Поступающие на склад 1 шихтовые и формовочные материалы разгружаются магнитной шайбой и грейфером в закрома, расположенные вдоль железнодорожного пути. Параллельно закромам размещены шихтовальные столы 2 и бункера для кокса и известняка. Вдоль фронта шихтовальных столов и бункеров движется электровесовая тележка 3 с бункером.
Шихтовые столы снабжены траковыми питателями. Весовщик-шихтовщик, передвигаясь на тележке вдоль фронта шихтовальных столов, нажатием кнопок, установленных возле каждого питателя, включает их и, следя за цифрами весов, набирает необходимое количество составляющих металлической части колоши,
Под бункером для кокса расположен грохот, который предназначен не только для выполнения основной функции отделения коксовой мелочи, но и в качестве питателя для подачи кокса в весовой бункер. Известняк подается из бункера при открывании затвора пневмоцилиндром. Таким образом, шихтовка осуществляется нажатием кнопок или поворотом рукояток управления пневмоцилиндрами.
Набранная колоша через направляющую воронку передается в бадью скипового подъемника 4, которая при нажатии кнопки передается для разгрузки в вагранку.
Сушка песка осуществляется в барабанной печи. Для сушки их сырой песок грейферным краном загружается в бункер, откуда песок тарельчатым питателем и ленточным конвейером транспортируется к приемной воронке сушильного барабана. Выходящий из печи сухой песок элеватором передается в сито для просева и далее в бункер над камерным насосом.
Сухой песок из склада транспортируется в бункера над смесительными бегунами пневмотранспортером. Формовочная смесь приготовляется в высокопроизводительных бегунах 5 модели 115 с автоматизированным управлением. Формовочная смесь из бегунов выдается на систему ленточных конвейеров, которыми она транспортируется в бункера над формовочными машинами.
Глина и каменный уголь добавляется в формовочную смесь в виде глиняно-угольной суспензии, что позволяет освободиться от таких операций, как сушка и размол глины, связанные с обильным пылевыделением. Готовая суспензия непрерывно подается насосом в замкнутую систему трубопроводов, протянутую над бегунами.
Плавильное отделение оборудовано двумя вагранками о производительностью 12 т/ч, с подогревом дутья за счет использования тепла отходящих газов и водяным охлаждением плавильного пояса. Днища вагранок открываются и закрываются при помощи лебедок тяговыми цепями. Шлак гранулируется и гидротранспортером направляется в отстойник, расположенный на складе шихтовых материалов.
Несгоревший кокс, нерасплавившийся металл, кокс и т. д. (т. е. провал) из вагранок по окончании плавки поступает в бадью, установленную на тележке и транспортируется на склад шихтовых материалов для разбора и повторного использования.
Разливка металла в формы, установленные на площадках литейного конвейера 9, производится ковшами 8, перемещающимися по безрельсовому пути 7. Формы изготовляются на четырех двухпозиционных прессовых машинах 10, собираются на приводных рольгангах и передаются на площадки литейного конвейера. Формы после заливки проходят через охладительный кожух и поступают на автоматизированную выбивную решетку.
Смесь после выбивки поступает на ленточный конвейер, который транспортирует ее в бункера над бегунами, и отливки пластинчатым конвейером транспортируются в очистное отделение.
Стержни после изготовления на пескодувных полуавтоматах 12 помещают на драйеры или сушильные плиты, которые устанавливают на этажерках непрерывно движущегося цепного конвейера, проходящего через горизонтальное сушило 13. После сушки стержни зачищают и навешивают на цепной конвейер 11, транспортирующий их к формовочным машинам. В очистном отделении 14 отливки галтуются в барабанах, обтачиваются наждаком и подвергаются контролю. Годные отливки отправляются на склад литья или в механический цех для обработки.
§ 62. Техника безопасности
Литейный цех должен быть оборудован приточно-вытяжной вентиляцией, умывальниками и душем с горячей водой (температура не ниже 30°).
Чашу смешивающих бегунов рекомендуется ограждать защитным кожухом. Пробу следует брать из бегунов после их остановки специальным черпаком-ковшиком. Взятие пробы рукой воспрещается. Воспрещается также производить ремонт формы, подвешенной к крану. Для выполнения ремонта формы ее надо установить на подставках. Поворачивание формы допускается с применением балансира, снабженного роликами. Незаформованные опоки разрешается складывать в штабель высотой не более 1,5 м, обеспечив их устойчивое положение.
При ремонте вагранки требуется закрывать шахту у завалочного окна сеткой или щитком во избежание несчастного случая (падения кирпичей) при производстве ремонта футеровки внутри вагранки.
При пуске дутья обязательно должна быть открыта крышка фурмы на 1 - 3 мин для избежания взрыва; при остановке дутья крышку фурмы также необходимо открыть.
Зависание шихты в вагранке следует пробивать ломом. Эту работу разрешается производить только при остановленном дутье, причем для ее выполнения рабочий должен иметь соответствующую спецодежду - брезентовую куртку, брюки, шляпу и предохранительные очки.
Провал из вагранки должен выпускаться на сухую землю во избежание взрыва. При попадании жидкого шлака на увлажненную землю образуется взрывчатый газ и происходит взрыв.
Нельзя лить металл в сильно увлажненную форму, так как может произойти выброс металла.
Металлические формы перед заполнением их жидким металлом должны быть нагреты свыше температуры 100° С, чтобы избежать выброса металла.
Литейные ковши емкостью свыше 0,5 т должны быть снабжены самотормозящей червячной передачей и предохранительной вилкой на шарнирах для избежания опрокидывания ковшей.
Выбивка отливок из опок, подвешенных к крану на высоте более 300 - 500 мм, воспрещается.
Очистные барабаны, дробеструйные и дробеметные устройства для очистки литья при работе должны быть ограждены и иметь вытяжную вентиляцию.
Абразивные круги, применяемые для обдирки отливок, диаметром свыше 150 мм должны быть предварительно испытаны на специальном стенде на прочность вращением в течение 5 - 10 мин (в зависимости от диаметра круга) при скорости, превышающей на 50% предельную рабочую скорость. Работа на абразивных станках может производиться только на передвижных подручниках, расположенных на расстояниях не более 3 мм от абразивного круга. В процессе обдирки отливки должны касаться абразивного круга на уровне его горизонтальной оси или выше этого уровня на 8 - 12 мм.