§ 8. Формовочный инструмент, приспособления и опоки
Изготовление форм - основная и наиболее сложная операция, от которой в значительной мере зависит качество отливки. В единичном и мелкосерийном производстве формы изготовляются вручную, а в серийном и массовом - на машинах.
При использовании быстросменной модельной оснастки формы рационально изготовлять на машинах даже в единичном и мелкосерийном производстве.
При изготовлении форм формовщик должен иметь минимальный набор формовочного инструмента и приспособлений: пневматические и ручные трамбовки для уплотнения формовочной смеси; гладилки для заглаживания форм, прорезки питателей и шлакоуловителей; карасики для прорезки узких питателей; двухконечные ложечки для отделки вогнутых поверхностей и углублений; крючки для удаления из глубоких полостей оставшихся частиц смеси, остроконечные и винтовые подъемы для выемки модели из полуформ и т. д.
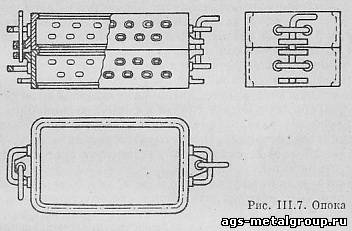
Опоки представляют собой жесткие рамки, в которых уплотняется формовочная смесь при изготовлении литейных форм. Опоки имеют буртики для удержания формы. Стенки опок делают с отверстиями для уменьшения их веса, удаления газа из формы и для лучшего сцепления формовочной смеси с опокой. Плоскости опок должны быть строгаными.
Опоки подразделяются на цельнолитые, свертные и сварные. По конфигурации различают прямоугольные, фасонные и круглые опоки. В единичном производстве применяются преимущественно прямоугольные опоки (рис. III.7).
Мелкие и средние сварные опоки выполняют из специального профильного проката, полос и листов, крупные сварные опоки- из отдельно отлитых стальных стенок, которые свариваются или соединяются болтами. Ребра изготовляют из полосового железа и укрепляют в опоке при помощи сварки или болтами. Опоки снабжаются ушками, в которых просверливаются отверстия для установки штырей. В крупных опоках, имеющих сечение стенок в виде швеллера, отверстия для центрирующих штырей сверлят в полках продольных стенок.
Спаривание опок производится при помощи контрольных штырей, изготовленных из стали 45 и закаленных до сравнительно высокой твердости, что предохраняет их от износа.
§ 9. Литниковые системы
Литниковой системой называется ряд соединенных между собой в определенной последовательности элементов - каналов, через которые сплав из заливочного устройства (ковша) поступает в полость литейной формы. Выпоры и прибыли также являются частью литниковой системы.
В литейном производстве брак из-за неправильной литниковой системы весьма значителен.
Правильная конструкция литниковой системы должна обеспечивать непрерывную подачу сплава в форму; ее спокойное и плавное заполнение; улавливание шлака и других неметаллических включений; создание направленного затвердевания снизу - вверх; минимальный расход сплава на литниковую систему (включая выпоры и прибыли).
В зависимости от высоты подвода металла в формы различаются следующие конструкции литниковых систем: горизонтальные- металл подводится в форму по разъему; верхние (упрощенная литниковая система) - металл заливается непосредственно через стояк; дождевые - металл подводится в форму сверху через большое количество мелких питателей; сифонные - металл заполняет форму снизу через один или несколько питателей; ярусные- металл подводится в форму на нескольких уровнях.
Подвод питания по разъему формы широко применяется для различных машиностроительных отливок, изготовляемых из любых сплавов, когда высота падения жидкого сплава в нижней полуформе не превышает 250 мм. Такой способ питания также применяется для плоских отливок (плит, рам, брусьев и др.).
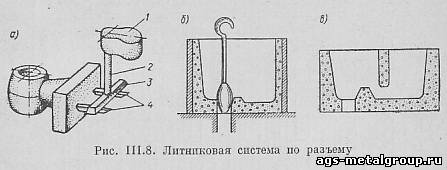
Нормальная литниковая система, применяемая при подводе питания по разъему, показана на рис. 111.8, а. Литниковая чаша 1 является приемником, в который жидкий металл поступает из разливочного ковша. При заливке необходимо стремиться быстро заполнять чашу и поддерживать в ней металл на высоком уровне, чем будет обеспечено задерживание шлака в чаше. Стояк 2 представляет собой вертикальный канал, суживающийся книзу; по этому каналу металл поступает в шлакоуловитель 3. Шлакоуловитель расположен в верхней полуформе и служит для задерживания шлака, неметаллических включений и подвода металла к питателям 4 (коротким каналам), подводящим сплав к полости формы.
Для отливок круглой формы (например, шестерен, шкивов, поршней и т. п.) из серого чугуна и сплавов на медной основе применяется тангенциальный (по касательной) подвод сплава. Тангенциальный подвод придает сплаву при поступлении в форму вращательное движение, благодаря чему более плотный и чистый сплав находится в наружном слое.
Для разливки стали применяются специальные стопорные ковши, которые устраняют попадание шлака в форму. Поэтому литниковые системы для стального литья не имеют сложных шлакоулавливающих устройств и литниковые чаши заменяются воронками. Для средних и крупных стальных отливок литниковые каналы выполняются в керамических трубках. При производстве стальных отливок применяются сифонный и ступенчатый подводы металла в форму, а также подвод по разъему, если нижняя форма имеет небольшую высоту.
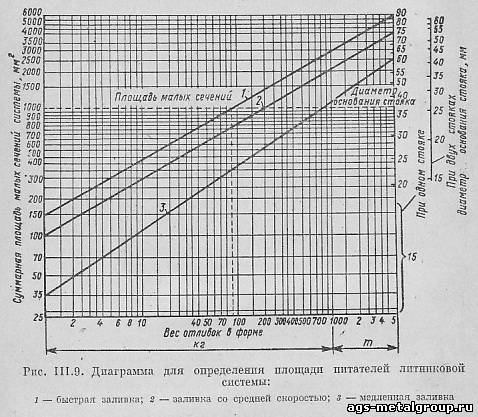
К мелким и плоским отливкам сплав подводится по разъему формы, а для уменьшения удара струи металла, задержания шлака и частично окислов устанавливают под стояк сетку из прочной стержневой смеси с отверстиями диаметром 3 - 5 мм. При изготовлении сложных отливок применяют литниковую чашу с пробкой (рис. 111.8, б) или с перегородкой (рис. 111.8, в). Выбор литниковой системы. При расчете размеров элементов литниковой системы определяют скорость заливки, размеры чаши или воронки, площадь малых сечений (питателей), сечения шлакоуловителя и стояка. Обычно определяют размеры литниковой системы по справочникам литейщика или пользуются диаграммой (рис. III.9).
При выборе способа и места подвода металла к отливке следует руководствоваться общими правилами для всех литейных сплавов:
1) подводить питание в форму таким образом, чтобы исключить возможность размыва стенок формы и выступающих ее частей (стержней или болванов);
2) не располагать питатели в непосредственной близости от холодильников;
3) конструкция литниковой системы должна предусматривать заполнение прибылей горячим металлом для более эффективного их действия.
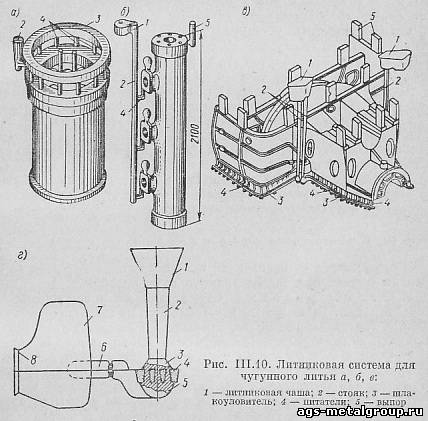
Серый чугун обладает хорошими литейными свойствами. Однако и при использовании этого сплава первостепенное значение имеет правильный выбор конструкции литниковой системы. Так, полости форм отливок типа крупных втулок, барабанов и т. п. заливаются через дождевую литниковую систему (рис. III.10, а), расположенную над полостью формы, через питатели диаметром 6 - 12 мм.
Сифонные и ярусные литниковые системы (рис. III.10, 6) применяются при изготовлении высоких отливок, когда подвод металла сверху может вызвать размыв формы и значительное разбрызгивание металла. Для изготовления крупных сложных отливок применяется заливка металла через разветвленную литниковую систему (рис. III.10, в).
Белый малоуглеродистый чугун, применяющийся для отливок из ковкого чугуна, имеет сравнительно пониженную жидкотекучесть, большую усадку и склонность к образованию горячих и холодных трещин. Большая усадка отливок в процессе их затвердевания делает необходимой установку боковых прибылей у местных утолщений.
Типичная литниковая система для отливок из ковкого чугуна приведена на рис. 111.10, г. Она состоит из литниковой чаши 1 стояка 2, верхнего металлоприемника 3, фильтровальной сетки 4, нижнего металлоприемника 5, литникового хода 6, боковой прибыли 7 и шейки 8, примыкающей непосредственно к отливке. Для питания частей отливки, удаленных от литниковой системы, делаются сливные бобышки, по форме аналогичные прибыли, приведенной на рисунке. Чтобы ускорить остывание особо массивных частей отливки, применяют холодильники. Выпоры, прибыли и холодильники. Выпоры служат для удаления газов и неметаллических включений из полости формы и сигнализируют о конце процесса заливки.
При заливке крупных тонкостенных отливок с большим количеством стержней через выпор перепускается металл и при этом частично удаляются неметаллические включения и газы. Число выпоров зависит от размеров и конфигурации отливок. В случае изготовления мелких и средних отливок можно ограничиться установкой одного выпора, а для крупных отливок ставят два- три выпора и более. Сечение выпора обычно в 1,5 - 2 раза превышает сечение стояка.
Для изготовления плоских отливок устанавливается отводной выпор на конце отливки, расположенный противоположно к питателям. Если отливка имеет фасонную поверхность, выпор устанавливают непосредственно на самой высокой части отливки.
Следует избегать установки выпоров на массивных частях отливки, так как это приводит к образованию под выпором усадочной раковины, в связи с тем что относительно тонкий выпор остывает быстрее массивной части и питается за счет отливки.
При изготовлении отливок из сплавов, склонных к образованию усадочных раковин (алюминиевые и магниевые сплавы, сталь), а также крупных отливок из серого чугуна обычно на верхних и толстых частях отливки устанавливают прибыли, через которые металл заполняет внутренние полости, образующиеся при усадке затвердевающей отливки.
Прибыли должны быть массивными и затвердевать в последнюю очередь. При этих условиях раковины сосредоточатся в прибылях, а отливка получится плотной без пороков.
§ 10. Классификация способов формовки
В зависимости от назначения и материала, из которого изготовлены формы, они подразделяются на следующие. 1. Формы разовые служат для изготовления только одной отливки. Такие формы изготовляются из песчано-глинистой смеси и благодаря дешевизне, простоте и быстроте изготовления являются самыми распространенными в литейном производстве. 2. Формы полупостоянные применяются для изготовления средних и крупных отливок простой конфигурации (барабаны для текстильных и бумагоделательных машин, изложницы, крупные плиты и т. п.). Полупостоянные формы изготовляются из высокоогнеупорной смеси, состоящей в основном из шамота, глины и кварцевого песка. Такие формы выдерживают от 30 до 50 заливок с небольшим промежуточным ремонтом после каждой заливки. 3. Формы постоянные применяются в серийном и массовом производстве; изготовляются из чугуна и стали.
В зависимости от состояния при заливке различают сырые, сухие, поверхностно подсушиваемые и химически твердеющие формы. Сырые формы имеют следующие достоинства: сокращение цикла изготовления отливок; повышение производительности при формовке и выбивке удешевление стоимости и др. Наряду с этим сырым формам присущи некоторые недостатки: повышенная влажность, газотворность и недостаточная прочность, что приводит к образованию дефектов литья в виде песчаных и газовых раковин, ужимин, иногда пригара и т. п. Сухие формы применяют для средних и крупных отливок со значительными по весу стержнями, большим объемом работы по отделке и сборке форм. Хорошо просушенная форма, покрытая защитным слоем противопригарной краски и имеющая высокую газопроницаемость, предотвращает образование пригара, ужимин, газовых и песчаных раковин и других внутренних и внешних дефектов. Однако следует указать, что при использовании сухих форм удлиняется цикл изготовления отливок, увеличивается парк опок, снижается съем литья с производственных площадей, появляется потребность в крупных сушильных печах.
В состав облицовочного слоя формовочной смеси поверхностно подсушиваемых форм вводятся быстротвердеющие вещества: крепители СП, СБ и КТ. Длительность сушки сокращается в 10 - 15 раз по сравнению с обычными сухими формами.
Формовка в глине по кирпичу имеет место при единичном производстве крупногабаритных отливок.
§ 11. Формовка в почве
Формовка в почве применяется для единичного производства отливок средних и крупных габаритов при отсутствии парных опок нужных размеров и в случае экономической нецелесообразности изготовления новых опок.
Для отливок, имеющих плоскую поверхность, которая не подвергается механической обработке (например, плиты для настила, опоки, каркасы стержней и подобные отливки), наиболее подходящим способом является формовка в почве в открытую, а для отливок с фасонной верхней поверхностью применяется формовка под опокой.
Такой вид формовки применяется также для отливок, подвергающихся механической обработке.
При формовке в почве наиболее ответственной операцией является приготовление нижней части формы - постели. Для мелких отливок применяется мягкая постель, при формовке же крупных тяжелых отливок во избежание продавливания основания постели и с целью повышения газопроницаемости формы делается твердая постель. Приготовление твердой постели - трудоемкая операция, и поэтому стремятся использовать одну и ту же постель несколько раз. Обычно для твердой постели в цехе отводится специальная площадка.
§ 12. Формовка в опоках
Формовка в опоках - наиболее распространенный способ изготовления литейных форм. Она более производительна, чем формовка в почве, так как отпадают трудности операции по изготовлению постели. Кроме того, отливки получаются более точными.
В зависимости от внешних очертаний, сложности и размеров отливок применяются различные приемы и способы формовки: по неразъемной модели, по неразъемной модели с подрезкой, по разъемной модели и т. д.
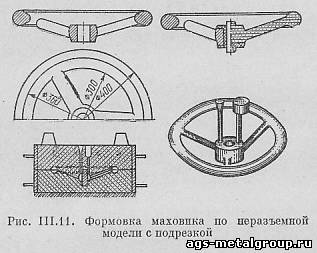
Формовка в опоках используется в тех случаях, когда имеются необходимые парные опоки или экономически целесообразно изготовление новой опочной оснастки. Формовка по неразъемной модели. Этот способ формовки применяется при изготовлении форм для простых отливок, у которых верхние поверхности плоские. Формовка с подрезкой. Такой способ применяется при изготовлении отливок по неразъемной модели, имеющей сложную или кривую поверхность. К таким отливкам относятся маховики, шестерни с изогнутыми спицами, рычаги и т, п. Например, формовка маховика (рис. III.11) производится следующим образом. На гладкую подмодельную доску укладывают модель маховика ободом вниз, устанавливают опоку, набивают нижнюю полуформу, вентилируют ее и поворачивают на 180°. При отделке этой полуформы производится подрезка смеси до половины обода, спиц и ступицы, что позволяет вынуть модель из формы без повреждения. Затем переходят к изготовлению верхней полуформы.
Формовка по разъемной модели. При изготовлении отливок со сложной конфигурацией, как правило, применяется формовка в двух, трех опоках и более. В этом случае модель собирают из нескольких частей, каждая из которых формуется в своей полуформе. После изготовления полуформ устанавливаются стержни и все полуформы собираются.