Формы из песчано-глинистой смеси, предназначенные для изготовления крупных отливок, с целью увеличения прочности и газопроницаемости подвергаются тепловой сушке, длительность которой составляет 45 - 35% от продолжительности всего цикла изготовления формы. Формы, изготовленные из быстросохнущих жидкостекольных химически твердеющих смесей, затвердевают при продувке их углекислым газом, обладают значительной прочностью и газопроницаемостью.
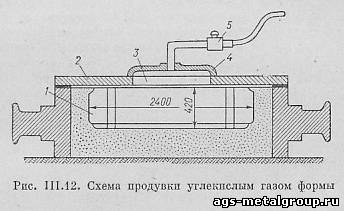
После изготовления каждая полуформа отделывается и подвергается продувке углекислым газом (рис. 111.12). С этой целью полость формы 1 накрывается деревянной рамкой 2 с вырезом 3. Вырез закрывается алюминиевым щитком 4 со штуцером 5. Углекислота из баллона через редуктор по резиновому шлангу поступает в полость формы. Продувка производится в течение 1,5 - 5 мин, что вполне достаточно для того, чтобы углекислота вступила в реакцию с жидким стеклом.
После химического затвердевания поверхность формы окрашивают быстросохнущей огнеупорной краской.
§ 14. Формовка в стержнях (жакетная формовка)
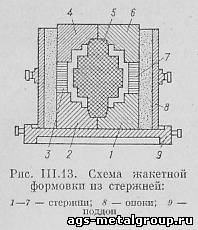
Формовка в стержнях применяется для получения сложных ответственных отливок с повышенной точностью размеров и чистотой поверхности. При этом способе формовки наружные очертания отливки, а также ее внутренние полости получаются при помощи стержней (рис. III.13), устанавливаемых на поддоне.
Формовка в стержнях применяется при изготовлении отливок в тех случаях, когда она экономически более целесообразна, чем формовка по модели.
Жакетная формовка обеспечивает получение отливок с чистыми поверхностями без пригара, с минимальными припусками на механическую обработку, увеличивает производительности труда и съем литья с производственной площади, снижает себестоимость отливки. Залитые формы переносятся краном с участка заливки на участок остывания. При такой формовке упрощается организация производства отливок. Для изготовления отливок по такой технологии нужно иметь всего лишь несколько типов опок и поддонов. Стержни изготовляются на машинах из быстротвердеющей смеси, причем твердение смеси осуществляется непосредственно в стержневом ящике продувкой углекислым газом через вентиляционные каналы. Для устранения пригара поверхность стержней окрашивается огнеупорной краской на быстроиспаряющемся растворителе.
§ 15. Формовка по шаблону
Формовку по шаблону применяют для изготовления отливок, поверхность которых может быть получена вращением какой-либо линии шаблона вокруг оси или же движением шаблона по направляющей линии.
Формовка при помощи шаблонов находит применение в единичном производстве средних и крупных отливок с относительно простыми очертаниями (втулки, чаши, котлы; шкивы, маховики и т. п.).
§ 16. Машинная формовка
Преимущества машинной формовки: улучшение условий работы формовщика; повышение производительности труда; получение отливок повышенной точности, значительное сокращение брака; улучшение поверхности отливок и уменьшение объема обрубных и очистных работ; увеличение стойкости модельной оснастки; возможность организации поточного производства.
Машинная формовка дает возможность механизировать трудоемкие и тяжелые работы по изготовлению форм: уплотнение формовочной смеси в опоке, извлечение моделей, поворот готовых полуформ.
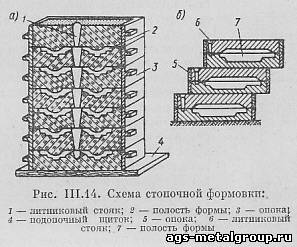
На формовочных машинах формы изготовляются тремя основными способами: нормальным, стопочной формовкой и безопочной формовкой. Нормальный метод формовки имеет наибольшее распространение. Формовка производится в двух опоках по разъемным моделям, расположенным на односторонних модельных плитах. Стопочная формовка применяется с целью лучшего использования производственной площади на формовочном участке. Различают два вида стопочной формовки: этажную (рис. III.14, а) и ступенчатую (рис. 111.14, б).
При этажной формовке в одной опоке одновременно делаются две полуформы - нижняя и верхняя. Вся стопка форм имеет одну общую литниковую систему с центральным стояком.
Ступенчатая формовка дает возможность значительно экономить производственную площадь. Безопочная формовка заключается в том, что форма изготовляется на машине в специальных опоках, которые после установки на место заливки снимаются, а на форму надевается жакет, предохраняющий ее от разрушения во время заливки расплавленным металлом. Этот способ требует больших физических усилий: формовщик поднимает, поворачивает и переносит формы на место заливки, общий вес которых в течение смены составляет более 10 - 15 т. В связи с этим безопочная формовка в современных цехах применяется в ограниченных размерах. Уплотнение формовочной смеси. При машинной формовке основными способами уплотнения формовочной смеси являются прессование верхнее и нижнее, встряхивание и пескометное уплотнение. Верхнее прессование применяется для изготовления форм в опоках высотой 150 - 200 мм, а нижнее прессование - в опоках высотой 100 - 150 мм.
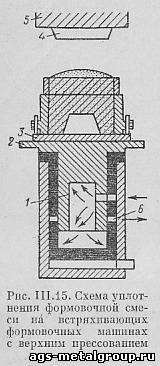
На рис. III.15 показана схема уплотнения формовочной смеси встряхиванием с верхним прессованием. Модельная плита 3 закрепляется на столе машины 2. Опоку по штырям устанавливают на модельную плиту, а на опоку устанавливают рамку, и полости опоки и рамки заполняются смесью.
Под действием сжатого воздуха, впускаемого в цилиндр под поршень 1, стол машины поднимается на высоту 25 - 80 мм до выпускного отверстия в цилиндре. Затем воздух выходит через отверстие 6 и стол падает вниз, ударяясь о станину формовочной машины. В результате многократных ударов (20 - 50) смесь в опоке уплотняется. При встряхивании наибольшее уплотнение формовочной смеси создается около модельной плиты. Верхние слои формовочной смеси оказываются менее уплотненными и их приходится подвергать допрессовке или подтрамбовке. С этой целью встряхивающие формовочные машины оснащены траверсой 5 с прессовой колодкой 4 для допрессовки верхних слоев смеси. Равномерное уплотнение формовочной смеси верхним прессованием достигается при применении диафрагмы. В полость прессовой колодки с нижней стороны, герметически закрытой диафрагмой из тонкой резины, вводят сжатый воздух под давлением 5 - 6 ат (0,5 - 0,6 МПа); при прессовании смесь равномерно уплотняется по конфигурации модели.
Самым распространенным способом уплотнения формовочной смеси в опоках является уплотнение встряхиванием. Однако этот способ связан с выделением шума, поэтому проводятся работы по созданию универсальных прессовых бесшумных машин с повышенным давлением прессования 17-40 кГ/см² (1,7 - 4,0 МПа), обеспечивающих высокую производительность и точность размеров формы.
На Ленинградском Кировском заводе созданы специальные высокопроизводительные прессовые автоматизированные машины, которые позволяют изготовлять формы в опоках высотой более 350 мм. Извлечение модели из формы. Эта ответственная операция при машинной формовке механизирована, что обеспечивает выполнение операции без повреждения формы. Различают следующие способы извлечения модели: штифтовой съем, протяжка модели и извлечение с помощью поворотной плиты или перекидного стола.
При штифтовом съеме машины снабжаются специальными штифтами, подъем которых осуществляется пневматическим или гидравлическим цилиндром. Протяжка модели применяется при извлечении из полуформы высоких моделей сложной конфигурации.
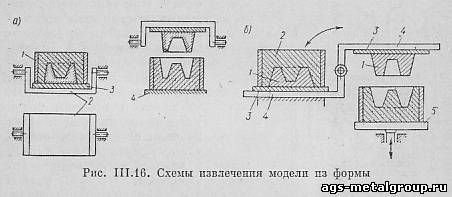
После уплотнения формовочной смеси в опоке протяжная плита и опока при помощи штифтового подъема поднимаются, и полуформа снимается с протяжной плиты. Извлечение модели с помощью поворотной плиты показано на рис. III.16, а. После уплотнения формовочной смеси в опоке 1 полуформа надежно закрепляется на поворотной плите 2 и вместе с модельной плитой 3 поворачивается на 180'. Полуформа устанавливается на приемный стол 4 и разъединяется с поворотной плитой. При опускании приемного стола вместе с полуформой из нее извлекается модель.
Готовая полуформа отправляется с приемного стола на место сборки формы, а поворотная плита возвращается в исходное положение.
Извлечение модели при помощи перекидного стола показано на рис. III.16, б. Опока 2 с уплотненной формовочной смесью вместе с модельной плитой 3 закрепляется на столе 4 формовочной машины. Затем перекидной стол, модельная плита и полуформа при повороте механизма перекидываются на приемный стол 5, приподнятый кверху. Открепив полуформу от стола формовочной машины, опускают приемный стол и извлекают модель 1. После этого перекидной стол вместе с модельной плитой возвращается в исходное положение.
При машинной формовке расталкивание моделей не производится, и для того, чтобы облегчить удаление модели из полуформы, применяют пневматические вибраторы сжатого воздуха, которые укрепляются на столе машины.
По способу приведения в действие формовочные машины подразделяются на ручные, гидравлические, пневматические и механические. Ручные, а также гидравлические машины в настоящее время не имеют применения. Наибольшее распространение получили пневматические машины, на которых можно изготовлять формы в опоках размером от 500Х400 до 2500Х1500 мм и высотой от 120 до 800 мм.
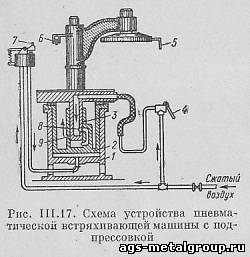
На рис. III.17 приведена схема устройства и работы пневматической встряхивающей формовочной машины с подпрессовкой. В прессовый цилиндр 1 вмонтирован прессовый поршень 2, который в свою очередь служит цилиндром для встряхивающего поршня 3, отлитого заодно со столом машины. На столе машины закрепляется модельная плита, в которой имеются центрирующие шпильки для установки опоки. После установки опоки она заполняется формовочной смесью. При нажатии коленом на педаль 4 под встряхивающий поршень 3 поступает сжатый воздух. Под давлением воздуха поршень начинает подниматься и при этом закрывает впускное отверстие 8. При дальнейшем движении открывается выхлопное окно 9 в прессовом поршне-цилиндре 2. Давление под встряхивающим поршнем быстро снижается, вследствие чего стол падает, ударяясь о верхний торец прессового цилиндра. При падении стола вновь открывается выпускное отверстие 8, и процесс встряхивания повторяется. Частота ударов достигает 60 - 80 в минуту. Количество ударов, необходимое для уплотнения смеси, зависит от размеров опоки и устанавливается практически. После установленного количества ударов рабочий снимает с педали 4 колено и встряхивание прекращается.
Для допрессовки верхних слоев смеси в опоке служит прессовая траверса с укрепленной на ней колодкой. Траверса за ручку 5 поворачивается на 90° и устанавливается над опокой. В конце поворота автоматически открывается клапан 7, на шток которого накатывается кулачок 6; сжатый воздух поступает в прессовый цилиндр 1 и поднимает поршень 2. При этом опока со смесью с силой прижимается к прессовой колодке, укрепленной на траверсе. Операция опускания стола после подпрессовки смеси также автоматизирована.
Имеются машины, где операции уплотнения смеси, подвод и отвод прессовой колодки, подпрессовка и опускание полуформы осуществляются с пульта управления.
К машинам с механическим приводом относятся пескометы, которые по своим конструктивным особенностям делятся на два основных типа - стационарные и передвижные. Стационарные пескометы нашли применение для изготовления форм в опоках средних размеров и уплотнения смеси в стержневых ящиках; передвижные пескометы применяются при производстве особо крупных отливок.
Передвижной пескомет устанавливается на тележке с приводным механизмом, осуществляющим перемещение машины. Формовочная смесь из смесеприготовительного отделения подается ленточными транспортерами в метательную головку, которая выбрасывает смесь в опоку.
Большой рукав пескомета с ленточным транспортером поворачивается механизмом на 140°. Его можно, кроме того, опускать и поднимать вместе с малым рукавом и метательной головкой. Малый рукав пескомета с ленточным транспортером в горизонтальной плоскости поворачивается на 140°. Рабочий управляет работой пескомета через центральный пульт.
Благодаря большому радиусу действия пескомет может обслуживать большую площадь формовочного отделения.
Метательная головка пескомета вращается со скоростью 1400 - 1500 об/мин (23,3-25 с-¹) с частотой вращения 23,3 - 25 с-¹.
Формовочная смесь выходит из головки пескомета в виде непрерывной струи с большой скоростью, благодаря чему формовочная смесь в опоке уплотняется. Производительность пескометов по уплотнению формовочной смеси составляет 12 - 50 м³/ч.