Исходные для ковки материалы поступают на склад кузнечного цеха в виде слитков, проката или прессованных прутков. Они укладываются в строго определенном порядке на стеллажи различных конструкций в зависимости от формы и размеров заготовок. Конструкция стеллажей, их расположение на территории склада должны обеспечивать удобное маневрирование грузоподъемных и транспортных средств и свободный доступ к каждому из видов заготовок.
Каждая партия исходного материала должна поступать вместе с сопроводительными документами поставщика, называемыми сертификатами. Профили проката, кроме того, окрашиваются в цвета, установленные для соответствующих марок сталей. В документах поставщика на материал обязательно должны быть сведения о марке металла и клеймо ОТК.
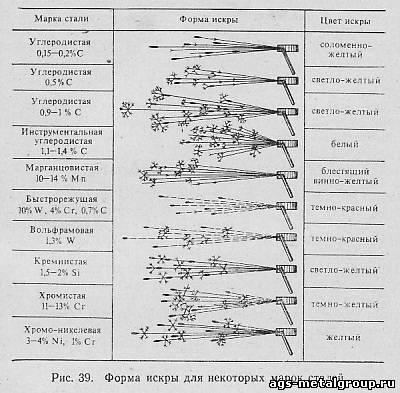
При приемке металла приемщики цеха должны убедиться в наличии всех документов к партии и соответствии документов поступающему металлу. Поступивший на склад металл контролируется по внешнему виду, профилю и размерам. Внешним осмотром металл контролируют на отсутствие закатов, плен, трещин и других дефектов. Контроль химического состава и механических свойств выполняют в центральной заводской лаборатории выборочно. Приближенный контроль марки сталей по содержанию углерода и некоторых легирующих элементов осуществляют пробой «на искру» (рис. 39). Методы контроля подробно рассматриваются далее.
Правила приемки металла на склад и оформление документации указаны в ГОСТ 7566 - 81. Для хранения металла используют стеллажи, размещенные в закрытых помещениях или под навесами. Стеллажи изготовляются сваркой из швеллерного и другого жесткого прокатного профиля. Прутковый металл хранят в горизонтальном или вертикальном положении. Для горизонтального складирования и хранения металла применяют стоечные, клеточные, елочные стеллажи или стеллажи в виде консольных скоб. Ширина скоб не должна превышать 1 м, а высота - 2,5 м. Стеллажи стоечного или зонтичного типа используют для хранения металла в вертикальном положении. На каждом стеллаже или его ячейке должна быть бирка, на которой отмечено количество оставшегося металла, его марка и размеры, например диаметр или сторона квадрата.
Современные склады металла оснащены кранами со специальными захватами и весами, кран-балками, специализированным передвижным грузоподъемным транспортом. Учет и контроль поступающего и выданного со склада металла ведется с помощью специальных счетных электронных машин.
Качество поковок, а следовательно, и будущих деталей во многом зависит от качества исходной заготовки. Незамеченные дефекты на исходном металле перейдут в поковку, что может в дальнейшем привести не только к браку продукции, но и к выходу из строя машины, в которую была поставлена бракованная деталь.
Заготовки, имеющие дефекты в виде трещин, плен или раковин, нельзя загружать в печь для нагрева, так как трещины при нагревании раскроются, поверхности их стенок окислятся, при ковке трещины перейдут в тело поковки и могут в закованном внешне незаметном виде перейти в тело детали. Поэтому перед использованием в кузнечном цехе заготовки тщательно осматривают, а обнаруженные дефекты удаляют. Так как в цех заготовки поступают в виде длинных штанг, то перед ковкой прокат разрезают на части нужной длины. Для ручной ковки штанги обычно разрезают на заготовки длиной 500 - 800 мм, а дальнейшую разделку осуществляют рубкой в горячем состоянии на наковальне или молоте.
Удаление дефектов и разрезка штанг на заготовки нужной длины выполняются на отдельном заготовительном участке, оснащенном необходимым оборудованием и рабочими соответствующей специальности.
Подготовка металла к ковке включает следующие работы: устранение обнаруженных дефектов металла, разрезка штанг на мерные заготовки.