Нагрев металлов перед ковкой является важной и ответственной операцией, от которой во многом зависит не только качество будущих деталей, но также производительность труда, работа оборудования, стойкость инструмента и себестоимость продукции.
В процессе нагрева изменяется строение металла, его свойства, состояние поверхностных слоев и др. Каждый сплав имеет температурный интервал обработки давлением и определенный режим нагрева. Нарушение указанных параметров нагрева ведет к снижению качества деталей, а возможно и к разрушению металла. Поэтому для будущего специалиста необходимо изучение явлений, происходящих в металле при нагревании.
Изменение размеров заготовки. При нагревании металлы расширяются, при охлаждении сжимаются. Изменение размеров заготовки определяют по формуле ∆l = l₀β∆t, где ∆l - изменение размера заготовки длиной l₀ при изменении ее температуры на ∆t'С, β - коэффициент линейного расширения (для стали β = 0,0000122, для алюминия β = 0,000024).
При ковке стальных поковок, которые деформируют, как правило, при температуре 1100 - 1200'С, величину усадки определяют приближенно, считая, что усадка составляет 1,2% от размера заготовки в горячем состоянии. Например, поковка длиной 500 мм после охлаждения до цеховой температуры будет иметь длину 495 мм, Если усадку металла не учесть, то получится брак поковки по размерам.
Влияние усадки на форму и размеры поковки особенно сказывается при ковке заготовок деталей сложной формы с длинными отростками, так как усадка может привести к сильному короблению поковки. Очень важно учитывать усадку металла при изготовлении рабочих ручьев штампов для объемной штамповки, особенно при точной объемной штамповке дорогостоящих сплавов.
Явления, происходящие при нагреве в поверхностных слоях заготовок. С повышением температуры активность взаимодействия металлов с атмосферой печи увеличивается. При нагреве сталей на поверхности заготовки образуется слой окислов железа FeO, Fe₂O₃, Fe₃O₄, называемый также окалиной. Толщина слоя окалины зависит от температуры и времени нагрева, расположения заготовок в печи, состава печных газов и химического состава сплава. Наиболее интенсивно стали окисляются при температуре выше 900' С. Так, по сравнению со скоростью окисления при температуре 900' С при 1000' С скорость окисления увеличивается в два раза, при 1200'С - в пять раз.
Образование окалины ведет к потерям металла, увеличению припусков на механическую обработку, снижает производительность труда и, являясь твердым веществам, снижает стойкость инструмента при обработке давлением и обработке резанием.
Нагрев углеродистых сталей сопровождается образованием рыхлого слоя окалины, который легко удаляется, но не предохраняет металл от дальнейшего окисления. Окалина у сталей, легированных хромом, кремнием, вольфрамом, никелем, имеет малую толщину, плотное строение, не растрескивается и является защитой от дальнейшего окисления. Хромоникелевая сталь с 15 - 20% никеля. практически не окисляется и называется поэтому жароупорной.
Нагрев углеродистых сталей сопровождается выгоранием углерода с поверхностного слоя на глубину до 2 - 4 мм. Уменьшение содержания углерода, называемое обезуглероживанием, ведет к снижению прочности и твердости стали и ухудшению закаливаемости детали. Обезуглероживание особенно вредно для поковок небольших размеров, имеющих малые припуски на механическую обработку и подвергаемых последующей закалке. Для крупных поковок обезуглероживание не опасно, поскольку в процессе ковки и охлаждения углерод из внутренних слоев заготовки дифундирует в наружные и химический состав сплава выравнивается.
Неравномерность нагрева и выравнивание температуры по сечению заготовки. Прогрев заготовки по сечению осуществляется за счет теплопередачи от наружных слоев к внутренним. Чем меньше коэффициент теплопередачи металла, больше скорость нагрева* и площадь поперечного сечения заготовки, тем больше разность температур между наружными и внутренними слоями заготовки. Под действием высокой температуры наружные слои расширяются больше внутренних и между ними возникают большие напряжения, которые могут привести даже к разрушению. Большинство заготовок из углеродистых конструкционных сталей сечением до 100 мм «не боится» быстрого нагрева и поэтому их можно закладывать холодными в печь с температурой до 1300'С.
Высокоуглеродистые и высоколегированные стали и многие сложные сплавы имеют низкую теплопроводность и во избежание образования трещин требуют медленного нагрева. Такие стали и сплавы загружают сначала в печь, имеющую невысокую температуру, некоторое время выдерживают при этой температуре и только после прогрева всего сечения начинают дальнейший подъем температуры.
После того как наружные слои заготовки нагреются до ковочной температуры, заготовки оставляют еще некоторое время в печи для выравнивания температуры металла по всему сечению. Это время называется временем выдержки.
Ковать неравномерно нагретую заготовку опасно из-за неравномерной по его сечению деформации металла и возможного его разрушения. При объемной штамповке и ковке в подкладных штампах неравномерный нагрев приводит к незаполнению рабочего ручья штампа и к снижению стойкости инструмента.
Аналогично нагреву охлаждение поковок из легированных сталей также должно выполняться с небольшой скоростью. При быстром охлаждении возникают термические напряжения, из-за которых могут появиться трещины в поковках и привести к браку.
* Скорость нагрева представляет собой увеличение температуры заготовки в единицу времени (за одну минуту или за один час, 'С/ч).
Влияние нагрева на структуру металла. Структура металлов и сплавов и связанные с ней механические и технологические свойства зависят от химического состава сплавов; от температуры и режимов их обработки. Ниже рассмотрено влияние температуры на структуру и свойства углеродистых сталей - сплавов, чаще всего применяемых для изготовления поковок ручной ковкой.
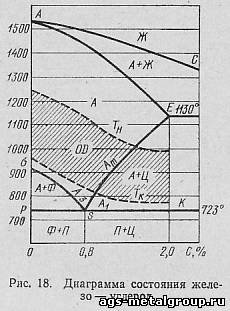
Структура стали в зависимости от содержания углерода и температуры графически описывается диаграммой состояния железо - углерод (Fe - С) (рис. 18). При оси абсцисс откладывается процентное содержание углерода (С), по оси ординат - температура ('С).
При температуре выше линии АС все стали находятся в жидком состоянии (Ж), ниже этой линии из жидкого расплава выпадают твердые кристаллы аустенита (А). Ниже линии АЕ весь сплав имеет структуру аустенита. Аустенит - твердый раствор внедрения* углерода в у-железе (Fey), который имеет гранецентрированную кубическую решетку (см. рис. 2).
* Твердый раствор внедрения - это сплав, имеющий кристаллическую решетку основного металла, в которую внедрено несколько атомов другого компонента. В твердых растворах замещения несколько атомов основного металла замещены атомами другого компонента. При определенных соотношениях железо с углеродом образуют твердые растворы внедрения, железо с никелем - твердые растворы замещения.
С понижением температуры растворимость углерода в Fey уменьшается.
В заэвтектоидных сталях (С > 0,8%) избыток углерода, выделяясь из аустенита, образует химическое соединение Fe₃C - цементит*. Поэтому в области температур ниже линии SE и выше линии РК заэвтектоидные стали имеют структуру аустенит ± цементит. С понижением температуры количество цементита увеличивается, концентрация углерода в аустените уменьшается.
* В цементите углерода содержится 6,67%.
При 723С выпадает такое количество цементита, что концентрация углерода в аустените составит 0,8%. В доэвтектоидных сталях (С < 0,8%) при температуре ниже линии GS из аустенита выпадают зерна феррита*, в котором углерод практически отсутствует. С понижением температуры от линии GS (температура 723' С) количество феррита увеличивается, за счет чего концентрация углерода в аустенитных зернах увеличивается до 0,8%.
* Феррит - твердый раствор внедрения углерода в а-железе (Fea), имеющий объемно-центрированную кристаллическую решетку.
Таким образом, в области GSP доэвтектоидные стали имеют структуру феррит+аустенит. При температуре 723'С кристаллическая структура железа претерпевает аллотропическое превращение: из гранецентрированной она перестраивается в кубическую объемно-центрированную (Fey → Fea). В этом случае аустенит должен был бы превратиться в феррит, но в феррите углерод практически отсутствует, а в аустените при t = 723'С его содержится 0,8%. Поэтому при 723'С из аустенита выделяется феррит, а избыток углерода образует цементит. Феррит и цементит при концентрации углерода 0,8% образуют при температуре ниже 723'С механическую смесь - перлит.
Поскольку аустенит в доэвтектоидных и заэвтектоидных сталях при температуре 723'С также превращается в перлит, то при охлаждении до комнатной температуры доэвтектоидные стали будут иметь структуру перлит+феррит, а заэвтектоидные - перлит+цементит. На рис. 19, а - г представлены структуры сталей.
При нагревании сталей до 723' С в них не происходит аллотропических превращений и стали не меняют своей структуры. При повышении температуры выше 723'С Fey → Fey и перлит переходит в аустенит. При температуре выше линии GSE любая сталь имеет структуру аустенита.
Наибольшую пластичность имеют стали в состоянии аустенита. Объясняется это тем, что, во-первых, структура металла является однородной: все зерна имеют одинаковую структуру аустенита; во-вторых, кристаллическая структура аустенита имеет гранецентрированную кубическую решетку, а металлы, имеющие такой тип решетки, являются наиболее пластичными (свинец, медь, алюминий и др.).
Перлит имеет высокую механическую прочность и низкую пластичность. Следовательно, стали нужно обрабатывать давлением при температуре выше линии РК. На диаграмме штриховой линией Тк обозначена нижняя граница температурного интервала ковки. Деформировать стали ниже этой границы, т. е. при t < Тк, не следует, так как это может привести к разрушению металла.
Температура нагрева металла ограничена не только нижним температурным пределом Тк, но и верхним пределом, называемым температурой начала ковки Тн. На диаграмме состояния (см. рис. 18) верхняя граница допустимого нагрева обозначена штриховой линией Тн. При нагревании до более высоких температур в металле появляются два вида дефекта нагрева: перегрев и пережог.
При перегреве увеличиваются размеры зерен, металл приобретает крупнозернистую структуру, его пластичность начинает уменьшаться. Кроме того, поковки с крупнозернистой структурой имеют низкие механические свойства. Хотя перегрев и можно исправить дополнительной термической обработкой или ковкой, его исправление требует дополнительных расходов и времени.
Нагрев до температуры, близкой к линии АЕ, является недопустимым. Такой нагрев ведет к пережогу - окислению металла по границам зерен в результате ускоренной диффузии кислорода внутрь металла. Пережог - неисправимый брак. Из-за нарушения связей между зернами при ковке такой металл разрушается полностью. Таким образом, металлы обрабатывают давлением в определенных для каждого сплава интервале температур Тк < t нагр < Тн. На диаграмме состояния железо - углерод такой интервал определен для углеродистых сталей заштрихованной областью, расположенной между линиями Тк и Тн.
Чтобы поковки имели высокие механические свойства, стремятся к тому, чтобы ковку заканчивать при температуре, близкой к температуре Тк. В этом случае в металле успеет произойти рекристаллизация, а структура останется мелкозернистой.

 стали в зависимости от содержания углерода и температуры графически описывается диаграммой состояния железо - углерод (Fe - С) (рис. 18). При оси абсцисс откладывается процентное содержание углерода (С), по оси ординат - температура ('С).
стали в зависимости от содержания углерода и температуры графически описывается диаграммой состояния железо - углерод (Fe - С) (рис. 18). При оси абсцисс откладывается процентное содержание углерода (С), по оси ординат - температура ('С).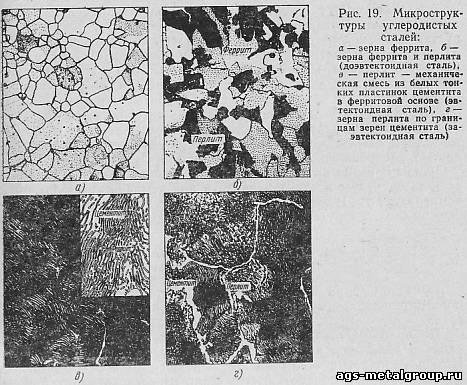 аустенит в доэвтектоидных и заэвтектоидных сталях при температуре 723'С также превращается в перлит, то при охлаждении до комнатной температуры доэвтектоидные стали будут иметь структуру перлит+феррит, а заэвтектоидные - перлит+цементит. На рис. 19, а - г представлены структуры сталей.
аустенит в доэвтектоидных и заэвтектоидных сталях при температуре 723'С также превращается в перлит, то при охлаждении до комнатной температуры доэвтектоидные стали будут иметь структуру перлит+феррит, а заэвтектоидные - перлит+цементит. На рис. 19, а - г представлены структуры сталей.