Обработка металлов давлением основана на использовании пластичности металла, т. е. его свойстве изменять первоначальную форму под действием внешних сил или внутренних напряжений без разрушения и сохранять вновь полученную форму после прекращения действия нагрузки.
Обработка давлением обычно преследует две основные цели: получение изделий сложной формы из заготовок простой формы и улучшение кристаллической структуры исходного литого металла с повышением его механических свойств.
Получение изделий и полуфабрикатов при обработке давлением осуществляется путем пластического деформирования (перераспределения) металла исходной заготовки или разрезанием его без снятия стружки под давлением рабочего инструмента: бойков, штампов, ножей и др. Объем металла и плотность его при этом практически не изменяются, поэтому объем исходной заготовки равняется объему полученного изделия плюс объем отходов металла в данном процессе обработки.
В качестве исходных заготовок при обработке давлением используют слитки из стали и цветных сплавов, а также сортовой и листовой прокат.
Обработка давлением является экономичным и прогрессивным технологическим процессом. Отходы металла при этом незначительны и не превышают обычно (за исключением свободной ковки) 20 - 25% от массы получаемого изделия или полуфабриката, а в ряде процессов, например при холодной штамповке, составляют всего 5 - 10%. В то же время при формообразовании изделий обработкой резанием отходы металла в виде стружки составляют свыше 50% от веса готовой детали; расходуются непроизводительно рабочая сила, энергия, материалы, инструмент. В стружку удаляются наиболее прочные периферийные слои металла прутковых заготовок, имеющие лучшую мелкокристаллическую структуру.
Наряду с экономным расходованием металла и повышением его механических свойств в готовых изделиях обработка давлением обеспечивает чрезвычайно высокую производительность труда, по сравнению с другими методами обработки, благодаря высоким скоростям обработки и одновременному деформированию всего объема заготовки или значительной его части. Например, при прокатке скорость выпуска готовой продукции достигает 20-30 м/сек; при горячей штамповке за 1 мин на одном штамповочном молоте или прессе изготовляются две-три поковки сложной формы при массе поковки до 20 - 50 кг; при холодной штамповке производится 1300 - 1500 мелких деталей в минуту на одном прессе-автомате.
Примером рационального изготовления изделия методом обработки давлением может служить изготовление болта М16 х 100 холодной высадкой на кривошипном прессе-автомате из заготовки диаметром 16 мм, длиной 139 мм, массой 0,22 кг. Масса готового болта равна 0,21 кг; отход металла составляет лишь 4,8%. При изготовлении болта на токарно-револьверном полуавтомате из шестигранной заготовки массой 0,57 кг отход металла в стружку составляет 171% от массы готового болта, при этом за 1 ч на станке изготовляется 40 болтов, а при высадке на прессе - 720 болтов, причем штампованные болты имеют лучшую макроструктуру и повышенную прочность.
Процессы обработки металлов давлением развиваются и совершенствуются в направлении приближения формы и размеров заготовки к конфигурации и размерам готовой детали, что обеспечивает снижение трудоемкости последующей их обработки резанием, себестоимости продукции и повышение коэффициента использования металла.
Точность изделий, получаемых обработкой давлением, высока: например, прокаткой получают фольгу толщиной 2 - 3 мкм, с допуском в десятые доли мкм; волочением изготовляют проволоку диаметром 10 - 20 мкм, а холодной объемной и листовой штамповкой получают готовые детали 3 - За классов точности, поступающие непосредственно на сборку. При этом чистота поверхности указанных изделий достигает 9 - 10-го классов.
В настоящее время в Советском Союзе обработке давлением подвергается около 90% всей выплавляемой стали и 55% цветных металлов и сплавов, или свыше 100 млн. т металла в год.
§ 2. Основные способы обработки металлов давлением и область их применения
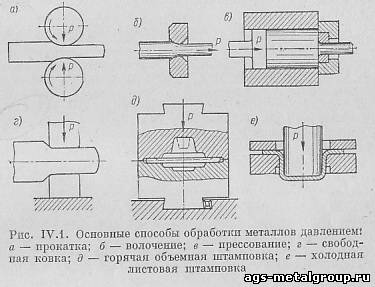
Основными способами обработки металлов давлением являются: прокатка, прессование, волочение, свободная ковка, горячая объемная штамповка и листовая штамповка. В холодном состоянии выполняются: волочение, холодная листовая и объемная штамповка и частично прокатка. Прокаткой называют процесс обжатия металла двумя вращающимися валками прокатного стана (рис. IV.1, а). Прокаткой изготовляют листы, прутки различного профиля, рельсы и трубы.
Волочением называется процесс протягивания прутка через отверстие (глазок) в матрице, размеры поперечного сечения которого меньше размеров сечения исходного материала (рис. IV.1, б). Волочение производится на волочильных станах и используется для получения тонкой проволоки и калиброванных труб и прутков из стали и цветных сплавов. Прессование представляет собой процесс выдавливания металла через отверстие в матрице на гидравлическом прессе (рис. IV.1, в). Прессованием получают прутки и трубы из цветных металлов и сплавов. Свободной ковкой называют процесс последовательной деформации металла под ударами бойка молота или под нажимами бойка пресса, имеющего возвратно-поступательное движение (рис. IV.1, г). Ковкой получают заготовки ответственных деталей машин: валов, шатунов, шестерен и др., в условиях индивидуального и мелкосерийного производства. Горячая объемная штамповка (ковка в штампах) представляет собой процесс деформации металла в полости штампа (на молоте или прессе). Форма и размеры этой полости полностью определяют конфигурацию изготовляемой поковки (рис. IV.1, д). Горячая штамповка широко применяется взамен ковки при крупносерийном и массовом производствах в авто-, авиа- и тракторостроении, в горном и сельхозмашиностроении, а также других отраслях промышленности. Холодной (листовой) штамповкой называют процесс изменения формы исходной листовой заготовки штампами различного назначения, устанавливаемыми на прессах (рис. IV.1, е). Холодная штамповка имеет большое применение в автопромышленности, приборостроении, электромашиностроении и в производстве изделий широкого потребления.
Особенно велик удельный вес обработки давлением в таких отраслях промышленности, как авто- и авиастроение, приборостроение, производство электрических машин и радиоаппаратуры.
Количество деталей, выполняемых из кованых и штампованных заготовок, в современном автомобиле составляет 90%, в самолете 85%, в радиоприемниках, телевизорах, электрических машинах до 80%, а в бытовых изделиях ширпотреба доходит до 100%.
§ 3. Теоретические основы обработки металлов давлением
Теория обработки металлов давлением - это наука о физической сущности и закономерностях процессов пластической деформации металлов в различных технологических условиях. Основными ее задачами являются определение оптимальных условий для пластического деформирования металлов в холодном и горячем состоянии и расчет необходимых усилий деформации с целью правильного выбора мощности оборудования. Упругая и пластическая деформация. Деформацией называют изменение формы и размеров тела под действием внешних сил или внутренних напряжений.
Деформация называется упругой, или обратимой, если после удаления приложенных к телу сил оно полностью восстанавливает свои первоначальные форму и размеры. Если после прекращения действия внешних сил тело сохраняет вновь полученную форму, то такая деформация называется пластической или остаточной. Упругая деформация предшествует пластической, так как она возникает при меньшей величине деформирующих сил и напряжений. Поэтому полная деформация тела в момент действия нагрузки равна сумме упругой и остаточной (пластической) деформаций.
При упругой деформации происходит искажение кристаллической решетки металла с отклонением групп атомов, расположенных в узлах решетки, от положений их устойчивого равновесия.
При снятии внешней нагрузки форма тела восстанавливается, а атомы кристаллической решетки принимают первоначальное положение, причем изменений в строении и свойствах металла не происходит. Пластическая деформация металлов, имеющих неоднородное поликристаллическое строение, является сложным механическим и физико-химическим процессом, вызывающим коренные изменения в структуре металла и его свойствах в зависимости от тепловых и механических условий деформации. Пластическая деформация отдельно взятого металлического кристалла может происходить путем скольжения или двойникования. Скольжение представляет собой последовательные параллельные перемещения дислокаций вдоль кристаллографических плоскостей, наиболее плотно заполненных атомами. Как указано выше (см. стр. 5), дислокации представляют собой линейные дефекты кристаллической решетки вдоль прерванных плоскостей кристалла. При деформации кристалла перемещение отдельных объемов его происходит разновременно, а не сразу по всей плоскости скольжения. Дислокации смещаются последовательно микроскачками, и вместе с этим образуются новые дислокации. Таким образом, пластическая деформация кристалла скольжением складывается из множества микроскачков отдельных дислокаций по различным плоскостям скольжения и образования новых дислокаций. Двойникование также является результатом движения дислокаций и представляет собой поворот части монокристалла относительно плоскости двойникования в зеркально обратное положение. После двойникования части кристалла оказываются симметрично расположенными относительно плоскости двойникования.
Пластическая деформация поликристаллических тел осложнена их многозернистым строением. Она начинается в отдельных зернах и складывается из пластического скольжения внутри зерен (внутрикристаллитных сдвигов), поворотов, вытягивания и дробления зерен на более мелкие объемы (блоки), и ограниченных взаимных смещений зерен (межкристаллитных сдвигов). Последние при значительных степенях деформации нежелательны, так как могут вызывать разрушение металла.
Пластическое деформирование металла происходит на основе определенных закономерностей. Объем пластически деформируемой металлической заготовки остается неизменным. Имея возможность перемещаться в разных направлениях, металл течет главным образом в сторону наименьшего сопротивления. Усилия и работа, затрачиваемые на пластическую деформацию двух геометрически подобных тел различных размеров при подобных условиях процесса деформации, пропорциональны соответственно площадям поперечных сечений (нормальных к деформирующему усилию) и объемам этих тел.
Пластическое течение металла начинается в то время, когда касательные напряжения (напряжения, действующие в плоскости сдвига), действующие в наиболее благоприятно расположенной плоскости скольжения, достигают определенной величины, зависящей от свойств металла и условии деформации. Величина пластической деформации для горячего металла может быть весьма значительной, а для холодного возможна лишь в определенных небольших пределах. Наклеп и рекристаллизация металла. Холодная пластическая деформация вызывает образование первичной (строчечной) волокнистой микроструктуры металла с сохранением формы вытянутых в направлении деформации зерен металла и физическое упрочнение, или наклеп, металла за счет образования новых дислокаций, дробления зерен и искривления плоскостей скольжения.
Наклеп вызывает увеличение твердости металла, пределов прочности и текучести и резкое снижение его пластичности.
Повышение сопротивления металла деформированию при наклепе и падение его пластических свойств объясняются резким увеличением плотности дислокаций и постепенным исчерпанием возможностей их перемещений внутри кристаллов. Наклеп при холодной обработке давлением не позволяет осуществлять значительные деформации в связи с опасностью разрушения металла.
Наклеп металла устраняют термообработкой - рекристаллизационным отжигом, при котором снижается плотность дислокаций и металл восстанавливает свою пластичность и остальные начальные свойства.
При небольших температурах нагрева холоднодеформированного металла (выше 0,3Тпл, где Тпл - абсолютная температура плавления металла) происходит снятие остаточных напряжений, искажений кристаллической решетки и взаимное уничтожение линейных дислокаций различных знаков за счет возросшей подвижности атомов, однако волокнистая микроструктура металла остается неизменной. Это явление называется возвратом, так как оно вызывает частичный возврат пластических свойств и снижение хрупкости металла.
При более высоких температурах нагрева (выше 0,4 Тпл) начинается процесс рекристаллизации металла, при котором происходит полное перерождение волокнистой микроструктуры, окончательное восстановление искаженной кристаллической решетки и физико-механических свойств металла. На границах старых, вытянутых зерен возникают новые центры кристаллизации в виде мельчайших кристаллов, постепенно растущих с повышением температуры равномерно во всех направлениях и создающих обычную, равноосную структуру металла с пониженной плотностью дислокаций.
Процесс рекристаллизации протекает не мгновенно, а с некоторой скоростью, зависящей от температуры нагрева металла и степени имевшейся деформации. Чем выше температура и степень предварительной деформации, тем выше и скорость рекристаллизации.
Абсолютной температурой рекристаллизации Тр называют ту низшую температуру нагрева металла, при которой в доступное для измерения время может происходить рекристаллизация. Для чистых металлов Тр>=0,4 Тпл. Температуры рекристаллизации некоторых металлов составляют: вольфрама 1210° С, железа 450° С, меди 270° С, алюминия и магния 150° С, свинца и цинка 0° С.
Таким образом, обработка металла давлением при повышенных температурах сопровождается одновременным действием противоположно направленных процессов упрочнения и разупрочнения (возврата и рекристаллизации). В зависимости от того, какие из этих процессов являются преобладающими, обработка давлением подразделяется на холодную, неполную холодную, неполную горячую и горячую. Холодная деформация характеризуется интенсивным наклепом металла, строчечной микроструктурой, полным отсутствием возврата и рекристаллизации. При неполной холодной деформации отсутствует рекристаллизация, но протекает процесс возврата. Металл имеет полосчатую микроструктуру без следов рекристаллизаций. При неполной горячей деформации рекристаллизация протекает не полностью. Металл получает два типа микроструктур: рекристаллизованную (с равноосными зернами) и нерекристаллизованную (с вытянутыми зернами). Наличие неоднородной структуры приводит к уменьшению пластичности металла и появлению значительных остаточных напряжений, которые могут вызвать даже разрушение металла под действием внешних нагрузок.
Такая деформация обычно имеет место при температурах нагрева металла, мало превышающих температуру начала его рекристаллизации, и при повышении скорости деформации, когда разупрочнение не успевает пройти полностью. Таким образом, неполная горячая деформация обусловливает низкое качество продукции, и ее следует избегать, особенно для некоторых алюминиевых и магниевых сплавов, имеющих малую скорость рекристаллизации и потому деформируемых с небольшими скоростями, например прессованием на гидравлических прессах. Горячая деформация характеризуется полным разупрочнением металла в результате рекристаллизации по всему объему деформируемой заготовки. Она осуществляется при температурах нагрева, превышающих температуру начала рекристаллизации в тем большей степени, чем выше скорость деформации. Металл имеет равноосную микроструктуру, без всяких следов упрочнения, но волокнистое его строение сохраняется.
Учитывая сказанное выше о скоростях рекристаллизации и деформации, горячую обработку давлением практически осуществляют при температурах не ниже 0,6 Тпл, чтобы обеспечить быстрое разупрочнение металла и его полную рекристаллизацию даже в промежутке между двумя последовательными ударами молота. Влияние горячей деформации на структуру и свойства металла. Структура слитка характеризуется наличием крупных дендритных кристаллов первичной кристаллизации, по границам которых расположены неметаллические примеси серы, фосфора, окислов и карбидов в виде пленок или шариков.
Деформирование литой структуры прокаткой, ковкой и прессованием приводит к дроблению кристаллов и вытягиванию их в направлении наибольшей деформации (вытяжки). Одновременно с этим вытягиваются и дробятся межкристаллитные прослойки (оболочки зерен) с неметаллическими включениями, принимая форму прядей при больших степенях деформации. Иначе говоря, в результате горячей деформации в металле возникает видимость волокнистого строения. В промежутки времени между обжатиями металла бойками молотка или валками прокатного стана происходит рекристаллизация металла с образованием мелких равноосных зерен, однако эти новые зерна остаются в вытянутых оболочках первичных кристаллитов. Таким образом, несмотря на полное перерождение самих зерен их первоначальная вытянутость (волокнистость) остается зафиксированной. Образование волокнистой макроструктуры приводит к анизотропии механических свойств металла, которая проявляется тем резче, чем больше степень деформации.
За показатель степени деформации при вытяжке слитка ковкой или прокаткой принимают отношение исходной площади поперечного сечения слитка Fн конечному (или текущему) ее значению Fк после вытяжки. Эту величину у = Fн/Fк называют уковом. На основе опытных данных, полученных при ковке крупных слитков, установлено, что уков оказывает значительное влияние на относительное удлинение δ и ударную вязкость αн, не изменяя существенно предел прочности металла σв. С увеличением степени деформации до четырех-, пятикратного укова показатели δ и αн интенсивно увеличиваются в продольном направлении и убывают в поперечном. Дальнейшее увеличение укова до 10 вызывает соответственно незначительное возрастание и уменьшение этих показателей.
Получающиеся при горячей деформации волокнистость металла и анизотропия механических свойств являются стойкими и не устраняются последующей термической обработкой. Изменение направления волокнистости металла в изделии можно обеспечить только повторной горячей деформацией.
Процесс деформации следует вести таким образом, чтобы получившиеся волокна макроструктуры были расположены в направлении максимальных нормальных (растягивающих или сжимающих) напряжений, возникающих в детали при ее эксплуатации под нагрузкой. Направление касательных (срезающих) напряжений должно быть перпендикулярно волокнам.
Внешние нагрузки должны изгибать, а не расщеплять волокна металла. Кроме того, волокна при изготовлении заготовки и готовой детали не должны перерезаться, а должны огибать контур детали.
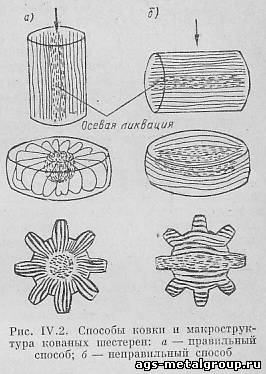
В поковках шестерен (рис. IV.2, а) волокна должны располагаться в радиальных направлениях, что обеспечивает максимальное сопротивление внешней изгибающей нагрузке от давления на зуб. Поэтому следует ковать или штамповать поковку для шестерни путем осадки в торец исходной прокатанной заготовки, имеющей долевое расположение волокон (при этом ликвационная зона удаляется при обработке отверстия), а не посредством осадки заготовки плашмя (рис. IV.2, б) с последующим округлением ее подкаткой по диаметру в вертикальном положении.
При ковке коленчатых валов и крюков следует применять гибку в подкладных штампах, а не образовывать колено или крюк вырезкой газовым резаком или обработкой на станках. При ковке крупных ответственных валов, например роторов турбин и генераторов из стальных слитков, рекомендуется в процессе ковки чередовать осадку и вытяжку слитка с целью получения равномерных механических свойств в продольном и поперечном направлениях. Влияние отдельных факторов на процесс обработки давлением. Пластичность металла зависит от его химического состава, температуры нагрева, скорости и степени деформации, условий трения на поверхности контакта металла и инструмента, а также схемы напряженно-деформированного состояния.
Различные металлы и сплавы обладают не одинаковой пластичностью. Литой металл в виде слитков обладает меньшей пластичностью, чем металл, подвергнутый горячей деформации. Металл, имеющий крупнозернистую структуру, менее пластичен, чем мелкозернистый. Чистые металлы более пластичны, чем сплавы.
Нагрев металла вызывает значительное повышение его пластичности и снижение сопротивления деформированию за исключением небольшого температурного интервала хрупкости (300 - 400° С для стали). Сопротивление металла деформированию при горячей обработке давлением снижается в 15 - 20 раз, что позволяет применять менее мощные машины при обработке давлением.
Повышение скорости деформации, под которой понимают изменение степени деформации в единицу времени, приводит обычно к повышению сопротивления металла деформированию и снижению его пластичности. Объясняется это тем, что процесс рекристаллизации не успевает завершиться при больших скоростях деформации и наблюдается явление упрочнения металла. Поэтому для получения одной и той же деформации заготовки под молотом приходится затрачивать большую работу и усилия, чем при ковке ее под прессом. Влияние схемы объемно-напряженного состояния на пластичность металла. Схема объемно-напряженного состояния, под которой понимают величину и направление главных напряжений, действующих на элементарный объем металла в зоне деформации, оказывает существенное влияние на пластичность металла и сопротивление его деформированию.
Большинство процессов обработки металлов давлением протекает в условиях объемно-напряженного состояния под действием трех главных напряжений того или иного знака.
Чем меньшую роль в схеме играют растягивающие напряжения и чем большую роль играют сжимающие, тем большую способность к пластической деформации проявляет металл.
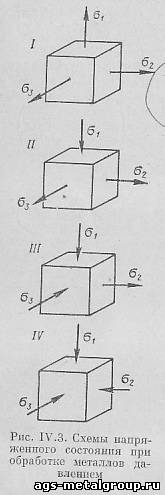
Практически возможны четыре схемы объемно-напряженного состояния (рис. IV.3), изображенные в порядке возрастания пластических свойств металла:
схема I - всестороннее равномерное растяжение, при котором главные напряжения σ₁, σ₂ и σ₃ равны друг другу. В этом случае пластические деформации невозможны, так как эта схема приводит к полному отсутствию сдвигающих напряжений;
схема II - двустороннее растяжение и одностороннее сжатие - характеризуется весьма низкой пластичностью, ограниченными возможностями деформации;
схема III - двустороннее сжатие и одностороннее растяжение - характеризуется низкой пластичностью, возможными небольшими степенями деформации. Такая схема имеет место при волочении проволоки, когда растягивающее напряжение создается клещевым захватом волочильного стана, а сжимающие напряжения - противодавлением стенок матрицы;
схема IV - всестороннее неравномерное сжатие; в этом случае σ₁ > σ₂ = σ₃ или σ₁ > σ₂ > σ₃. Такая схема обеспечивает наивысшую пластичность металла; она имеет место при ковке (особенно в вырезных бойках и обжимках), прессовании профилей, прокатке в калибрах, штамповке в закрытых штампах и других процессах обработки с ограниченным стенками инструмента течением металла. При этом появляются интенсивные сжимающие напряжения, позволяющие производить указанными способами деформацию малопластичных металлов и сплавов не опасаясь их разрушения.
При равенстве сжимающих напряжений σ₁ = σ₂ = σ₃ (схема всестороннего равномерного сжатия) пластическая деформация становится невозможной.
Контактное трение. При обработке металлов давлением на поверхностях контакта обрабатываемого металла и инструмента действуют значительные силы трения. Их называют силами внешнего трения. Действие сил внешнего трения вызывает появление объемно-напряженного состояния металла. Противодействуя пластическому течению металла, силы внешнего трения вызывают увеличение деформирующих усилий, способствуют износу инструмента.
Применение специальных смазок позволяет понизить усилие деформирования на 15 - 20% и повысить срок службы инструмента.
Силы трения иногда используют для управления процессом пластического течения металла, например для создания препятствий, затрудняющих течение металла в нежелательных направлениях, для захвата заготовки валками при прокатке и т. п.