К специальным процессам обработки давлением листовых заготовок относятся вальцовка цилиндрических обечаек, токарно-давильные работы, получение гнутых профилей из листа и ленты.
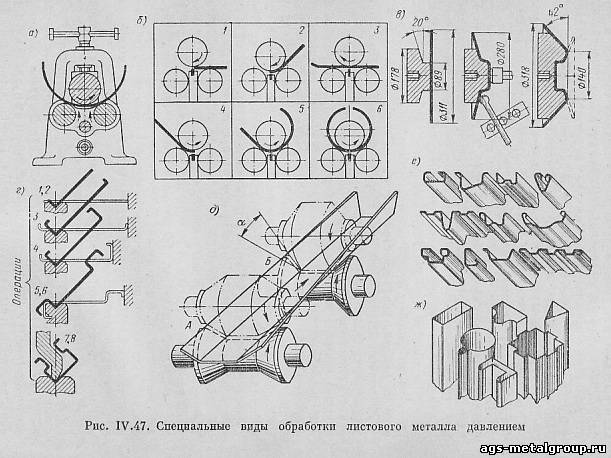
Вальцовку цилиндров-обечаек из листа толщиной 4 - 60 мм, применяемых в сварных металлоконструкциях (колонны, трубы, котлы и т. п.), выполняют гибкой по требуемому радиусу на трехвалковых вальцах. Такие вальцы имеют верхний холостой валок большего диаметра и два приводных нижних валка (рис. 47, а), вращаемых электродвигателем через редуктор. Длина валков у мощных вальцов достигает 6 - 8 м, а диаметр 400 - 600 мм, что позволяет вальцевать обечайки значительных габаритов.
При вальцовке плоскую заготовку с простроганными на кромкострогальном станке фасками под сварку вводят в вальцы (рис. 47, б, 1) и несколько подгибают одну ее сторону (2, 3).
Затем аналогично подгибают другую ее сторону (4) и после этого окончательно вальцуют обечайку (5, 6). Перемещение изгибаемого листа между валками происходит под действием сил трения. Кривизна получаемого изделия зависит от взаимного положения верхнего и нижнего валков и может изменяться при подъеме или опускании верхнего валка нажимными винтами. Вальцованием можно получать также конусные обечайки и кольцевые детали из полосы, угловой стали и т. п.
Формообразование изделий на токарно-давильных станках (ротационное выдавливание) выполняется в тех случаях, когда штамповка их экономически невыгодна (мелкосерийное производство, большие размеры или сложный контур деталей). При ротационном выдавливании листовую заготовку (кружок) деформируют обжатием ее на вращающейся оправке роликами или жестким стержневым давильником с шаровой головкой (рис. 47, в). Ротационное выдавливание может выполняться без утонения стенок и с заданным утонением. Заготовки деформируют обычно в холодном состоянии, при этом утонение стенки за 2 - 3 прохода может достигать 90%. Скорость выдавливания может достигать 300 м/мин, подачи - от 0,25 до 2,5 мм на оборот шпинделя. Точность размеров изделий высокая и лежит в пределах: по толщине стенки от ± 0,05 до ± 0,03 мм и по диаметру от ± 0,15 до ± 0,03 мм. Диаметры обрабатываемых стальных полых изделий достигают 3 м при начальной толщине стенки 25 мм. Для смазки давильного ролика при высоких удельных давлениях, достигающих 28 т/см² применяют пасту из дисульфата молибдена или цинковую суспензию.
Развальцовку концов в трубных досках теплообменных аппаратов производят стальным закаленным роликом, получающим вращение от пневмомашинки или переносного электродвигателя, а также запрессовкой взрывом. Гнутые профили длиной до 2 - 3 м получают последовательной холодной гибкой углов листовой заготовки (рис. 47, г) штампом, состоящим из пуансона и матрицы на специальных гибочных прессах. При большей длине листовые профили (рис. 47, е) получают более производительным процессом - профилированием стальной ленты фасонными роликами на ролико-гибочных станках (рис. 47, д). Эти станы непрерывного действия представляют собой ряд последовательно расположенных клетей с парами приводных роликов, осуществляемых постепенно изменение формы поперечного сечения профилируемой ленты без утонения ее стенок. На рис. 47, д показан процесс профилирования при прохождении заготовки через две смежные пары роликов (верхние ролики изображены штриховыми линиями). На второй паре роликов происходит подгиб стенок профиля на угол α. Изменение угла происходит постепенно на участке длины профиля АБ. Величина угла подгибки при переходе от первой пары роликов к последующим постепенно уменьшается вследствие нарастающего наклепа металла.
После профилирования в роликах полуфабрикаты нередко сваривают по длине контактной шовной сваркой с целью получения жестких замкнутых профилей коробчатого, цилиндрического и других сечений (рис. 47, ж).
Тонкостенные гнутые профили с толщиной стенки 0,5 мм и более обладают высокой прочностью и жесткостью при небольшом весе. Заменяя более тяжелый горячекатаный прокат (швеллеры, зетовый и другие профили), они являются прогрессивным материалом для металлических конструкций.
Метод формообразования внешних фасонных поверхностей цилиндрических деталей путем накатывания их вращающимся инструментом в холодном состоянии взамен обработки их резанием получил значительное распространение. Он широко применяется для накатки резьб, мелкошлицевых валов, рифлений, клейм и маломодульных зубчатых колес. К преимуществам накатывания перед обработкой со снятием стружки относятся высокая производительность (например, при накатывании резьбы плашками она в 16 раз выше, чем при нарезании ее лерками), низкая стоимость обработки, экономия металла и наряду с этим повышение механической и усталостной прочности деталей. Более высокая прочность и износостойкость накатанных деталей обусловлена тем, что волокна металла при формообразовании, например зубьев шестерен, пластическим деформированием не перерезаются, а вдавливаются; огибая контур зубчатой поверхности колеса, получающей при этом наклеп.
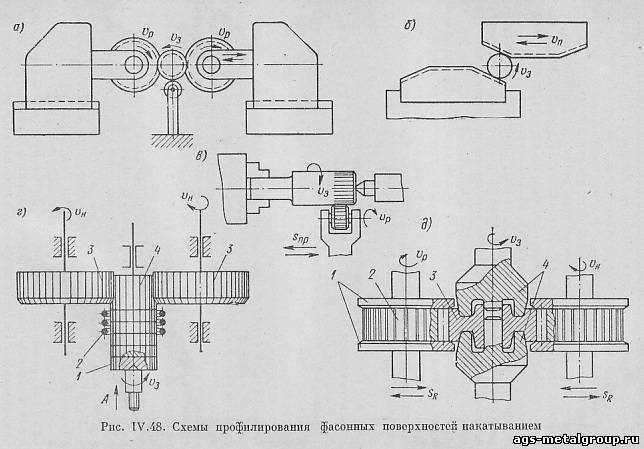
Накатывание резьб выполняется винтовыми и кольцевыми роликами (рис. 48, а) или плоскими плашками (рис. 48, б) на резьбонакатных станках, развивающих усилие до 25 т (246 кН). Винтовые резьбонакатные ролики имеют многозаходную резьбу с направлением подъема противоположным накатываемой нитке. Соприкасаясь с заготовкой по всей длине накатки они постепенно вдавливаются в нее благодаря радиальной подаче, образуя профиль резьбы. На роликовых резьбонакатных станках, работающих по схеме поперечной прокатки, накатывают резьбы диаметром до 120 мм, с шагом до 6 мм, при этом длина накатываемой резьбы ограничена шириной резьбонакатных винтовых роликов (150 мм).
Длинные (до 1200 мм) трапецеидальные и другие специальные резьбы с крупным шагом (до 8 мм) выполняются поперечно-винтовой накаткой двумя роликами шириной до 100 мм с кольцевым резьбовым или винтовым резьбовым профилем на станках конструкции ЦНИИТмаша; при этом производительность непрерывного накатывания чрезвычайно высока. Накатывание мелкошлицевых поверхностей и рифлений на валиках и рукоятках выполняется на обычных токарно-винторезных станках (рис. 48, в) посредством закаленных роликов-накатников свободно вращающихся на оси державки, закрепленной на суппорте станка.
Накатывание зубьев стальных шестерен производят на зубонакатных станах в холодном состоянии до модуля 1 - 2 мм и с нагревом заготовок ТВЧ до модуля 10 мм и более. Накатывается как прямой, так и спиральный зуб на цилиндрических и конических шестернях. Шестерни небольшого диаметра, до 250 мм, с модулем до 3 мм накатывают прутковым способом на стане конструкции ЦНИИТмаша двумя накатными валками из стали 5ХНВ (рис. 48, г). Заготовка 1 в виде сплошного цилиндра или набора отдельных дисков устанавливается в центрах суппорта стана так, чтобы торцевая часть верхней заготовки находилась на уровне кольцевого нагревательного индуктора 2, расположенного под рабочими зубчатыми валками 3. Заготовка получает вращение от делительной шестерни 4, находящейся в зацеплении с зубчатыми валками. При включении индуктора т. в. ч. верхний конец вращающейся заготовки нагревается до 1100 - 1150' С, после чего включается механизм осевой подачи и заготовка начинает перемещаться вверх (по стрелке А). Профиль зуба после накатывания дополнительно не обрабатывается. Время прокатки одной шестерни составляет 9 - 20 сек, вместо 8 мин фрезерования зубьев такой шестерни на зубофрезерном станке.
Крупные шестерни, диаметром до 600 мм с модулем до 10 мм, накатывают штучным способом (рис. 48 д) на стане ЦБКММ-13. Заготовка 3 перед накатыванием зажимается в опорных конусах 4 нижнего приводного стола суппорта и верхней подвижной головки и нагревается секторным индуктором, установленным сзади, между валками-накатниками 2, снабженными ограничительными дисками 1. Затем заготовке и валкам сообщается согласованное вращение с определенными скоростями, валки сближаются и, деформируя нагретую поверхность заготовки, образуют на ней зубья эвольвентного профиля. Время накатывания зубьев одной шестерни, по данным ЧТЗ, составляет 3,5 мин, экономия металла на 1 шт. - 1,5 кг.
После накатки предусматривается чистовое фрезерование зубьев.
§ 35. Отделочная и упрочняющая обработка деталей
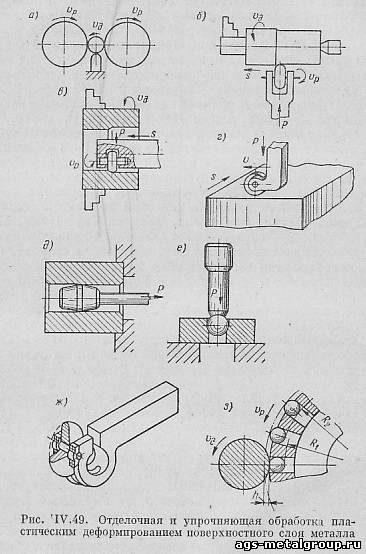
В настоящее время в машиностроении все чаще стали применять чистовую обработку деталей путем пластического деформирования поверхностного слоя металла. Основными видами такой обработки (рис. 49) являются: прокатывание между роликами (а), обкатывание цилиндрических внешних (б), внутренних (в) или плоских (г) металлических поверхностей свободно вращающимися роликами или шариками, выглаживание (дорнование) отверстий протягиванием или проталкиванием невращающегося инструмента дорна (д), калибрование отверстий проталкиванием шарика (е). В результате холодной пластической деформации при обкатке или дорновании появляется наклеп поверхностного слоя металла, изменяется его структура и твердость. При этом сминаются выступы от предшествующей получистовой или чистовой обработки режущим инструментом, заполняются впадины и риски, что повышает чистоту поверхности на два-три класса (с 5 - 7-го до 8 - 10-го) и изменяет диаметр детали на величину смятых выступов (0,01 - 0,05 мм), с повышением точности размеров до 3 - 2-го классов.
Поверхностная упрочняющая обработка повышает усталостную прочность деталей на 50 - 100%, а износостойкость и срок службы деталей в несколько раз. Обкаткой роликами и шариками упрочняют шейки и рабочие поверхности прокатных валков, штоков штамповочных молотов, хвостовики канатных барабанов угольных комбайнов, шейки коленчатых валов и другие ответственные детали. Обкатывание профильными роликами применяют для упрочнения сложных поверхностей, например впадин между зубьями шестерен и витками крупномодульных червячных резьб.
Для обкатывания и раскатывания наружных и внутренних поверхностей применяют однороликовые (одношариковые) (рис. 49, ж) или многороликовые приспособления - накатки, в которых усилие на ролик создается мощными пружинами или пневмогидравлическими устройствами, а также шариковые упрочнители. В последних для наклепа поверхности детали используется центробежная сила шариков, свободно сидящих в отверстиях диска-упрочнителя, быстро вращающегося на шпинделе приспособления (рис. 49, з). Накатка устанавливается обычно в суппорте токарного станка. По своей производительности холодная отделочная обработка не уступает шлифованию и вполне заменяет его.
§ 36. Техника безопасности при обработке металлов давлением
В связи с использованием мощного высокопроизводительного оборудования с вращающимися и движущймися возвратно-поступательно частями, в том числе машин ударного действия, а также наличием транспортных потоков горячего металла возрастает вероятность получения травм работниками цехов.
В целях предупреждения производственного травматизма проводятся мероприятия по охране труда и технике безопасности в цехах горячей и холодной обработки металлов давлением. В этих цехах обеспечиваются интенсивная вентиляция, ограждение опасных зон и повышенная освещенность, производится усиленный инструктаж о методах безопасной работы для всех поступающих на работу и при пуске в эксплуатацию нового оборудования. Основные требования безопасной работы в указанных цехах сводятся к следующему.
Не допускается работа с горячим металлом без рукавиц, с неисправными и неподходящими по профилю металла клещами. При разогреве печей, работающих на мазуте и газе, сначала в форсунки (горелки) подается воздух, а затем осторожно включается подача топлива; при остановке печей, наоборот, прежде выключается подача мазута или газа, а затем воздуха.
В прокатных цехах не разрешается протирка и чистка валков прокатных станов и листоправильных машин со стороны входа металла. Для передачи мелкосортного проката и проволоки из калибра в калибр при линейном и полунепрерывном расположении клетей стана должны быть смонтированы проводки - желоба, надежно направляющие металл. Рольганги и другие места транспортировки проката, идущего с большой скоростью при выходе из последних клетей, должны быть надежно ограждены и оборудованы металлическими переходными мостиками и трапами с поручнями.
В трубопрессовых цехах основное внимание обращается на хорошее состояние гидравлической системы, работающей под высоким давлением, и правильную ее эксплуатацию. Места выхода из матриц прессуемых прутков и труб должны быть надежно ограждены ввиду большой скорости истечения металла.
При работе на волочильных станах не разрешается распутывать проволоку в процессе волочения, без остановки агрегата. Барабаны станов ограждают щитами, предохраняющими рабочих от ударов концом проволоки, выходящим из волоки, или при ее обрыве. Во время заправки станов многократного волочения необходимо следить, чтобы пальцы не попали между проволокой и тяговой шайбой; заправлять стан можно только на небольшой скорости.
В кузнечных цехах воспрещается применять для ковки бойки, наковальни и другой инструмент с трещинами и чрезмерно изношенными рабочими поверхностями. Заготовку следует держать в клещах прочно двумя руками, направляя ручки клещей в сторону от себя, чтобы не получить удара в живот или ногу. Поковка и подкладные штампы должны располагаться в центре бойка молота. Перекос плоскостей бойков не допускается. Клинья, крепящие бойки и штампы на молотах, должны быть надежно забиты, их концы не должны выступать. Для предупреждения случайных включений прессов и ножниц устраиваются защитные щитки над педалями. При вырубке, гибке, вытяжке и других операциях листовой штамповки руки работающего не должны находиться в опасной зоне между пуансоном и матрицей. Для предупреждения попадания рук в штамп применяются автоматические сетчатые ограждения опасной зоны, опускающиеся при ходе ползуна вниз, рукоустранители, отводящие руки при опускании пуансона, и системы двуручного включения пресса. При такой системе пресс может сделать рабочий ход только при одновременном нажатии на соответствующие рычаги двумя руками. Наиболее надежным мероприятием для предохранения рук от повреждения является автоматическая подача материала.