Обработкой металлов давлением называют группу технологических процессов, в результате которых происходит формоизменение заготовок без нарушения их целостности, т. е. пластической деформацией под влиянием. приложенных внешних сил.
Основным признаком обработки давлением является пластическая деформация обрабатываемого материала, в результате которой не только изменяется форма заготовки, но изменяются физические и механические свойства исходного металла.
В народном хозяйстве металлы и сплавы используются для изготовления фасонных деталей, листов, труб и профилей различной формы. В зависимости от формы и массы изделий, свойств обрабатываемого материала, типа производства применяют шесть основных видов обработки давлением: прокатку, прессование, волочение, ковку, объемную штамповку и листовую штамповку.
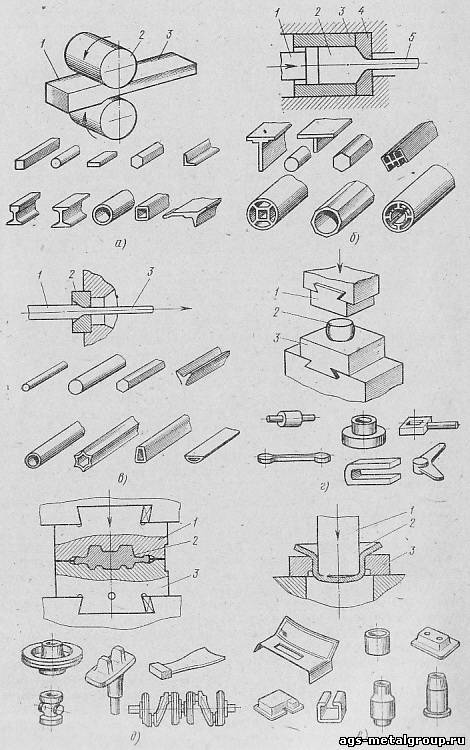
Прокатка (рис. 1, а). Деформация металла посредством вращающегося инструмента - валков - называется прокаткой. Заготовка 1 втягивается силами трения в зазор между валками 2, деформируется ими и приобретает требуемую форму поперечного сечения 3. При прокатке площадь поперечного сечения заготовки уменьшается, а длина увеличивается. Прокатку осуществляют с помощью специальных-машин, называемых прокатными станами.
Прокаткой изготовляют (см. рис. 1, а): блюмы квадратного сечения со стороной до 350х350 мм; слябы - плоские заготовки толщиной от 100 до 600 мм и шириной до 600 - 2300 мм, квадратные и круглые профили с размерами сечений от 5 до 150 мм и более; угловую сталь с размерами полки от 20 до 250 мм, швеллеры высотой от 20 до 450 мм и более; балки высотой до 1100 мм и более; рельсы, трубы, листы, полосы, ленты и др. На специальных прокатных станах изготовляют заготовки переменного сечения по длине (периодический- прокат), бандажи колес, шары, шестерни и др.
Заготовками для получения блюмов и слябов являются слитки; для сортового проката - промежуточная продукция заготовительных прокатных станов. Прокатка - наиболее высокопроизводительный вид обработки давлением, 75 - 80% всей выплавляемой стали подвергается прокатке.
Прессование (рис. 1, б). Сущность прессования заключается в выдавливании металла 2 пуансоном 1 из контейнера 3 через матрицу 4. В матрице имеется отверстие, по форме соответствующее требуемому профилю 5. Прессованием изготовляют простые и сложные, сплошные и пустотелые профили постоянного и переменного сечения по длине. Прессованию подвергают в основном цветные металлы и сплавы. Прессование применяют также при изготовлении профилей и заготовок деталей также.из сталей и малопластичных специальных сплавов.
Волочение (рис. 1, в). Волочение заключается в протягивании заготовки 1 через отверстие в волоке 2. Исходной заготовкой в данном процессе является, как правило, продукция проката. При волочении уменьшается площадь поперечного сечения заготовки, увеличивается ее длина. Процесс ведется без нагрева, заготовки, что обеспечивает получение продукции 8 высокого качества по прочности, точности размеров и шероховатости поверхности. Волочением получают проволоку диаметром от 16 мм до нескольких микрометров, высококачественные тонкостенные трубы диаметром от 0,2 до 20 мм и более и другие пустотелые профили, калиброванные прутки из различных марок сталей, цветных металлов и сплавов.
Ковка (рис. 1, г). Ковка - вид обработки металлов давлением, при котором заготовка деформируется универсальным инструментом простой формы, например плоскими бойками. Нагретую до ковочной температуры заготовку 2 ставят на нижний боек 3, а верхним бойком 1 наносят по заготовке серию последовательных ударов, если куют на молоте, или медленно сжимают бойками, если деформируют на прессе. Характерным для ковки является свободное или почти свободное течение металла в направлении, перпендикулярном движению инструмента.
Ковку применяют для изготовления фасонных по форме поковок деталей машин практически из всех деформируемых сталей и сплавов массой от нескольких граммов до сотен тонн. Мелкие поковки изготовляют ручной ковкой, средние и крупные - машинной. Примеры поковок, полученных ковкой, приведены на рис. 1, г.
Объемная штамповка (рис. 1, д). Основную массу деталей машин массой до нескольких десятков килограммов в массовом в серийном производстве изготовляют объемной штамповкой. Сущность этого вида обработки давлением заключается в деформировании заготовки 2 в полости штампов 1 и 3. Форма полости штампа соответствует форме будущей поковки, что обеспечивает высокую точность. Исходной заготовкой служит, как правило, продукция проката, разрезанная предварительно на мерные части. Объемную штамповку осуществляют на молотах, прессах и специализированных машинах. Объемной штамповкой изготовляют заготовки коленчатых валов, зубчатых колес, турбинных лопаток, кронштейнов и др.
Листовая штамповка (рис. 1, е). Этот вид обработки давлением характеризуется тем, что в качестве исходной заготовки 2 используют лист, полосу или ленту, которую деформируют в специальном инструменте - штампе. Основными частями штампа являются пуансон 1 и матрица 3, устанавливаемые на механических и гидравлических прессах. Листовой штамповкой изготовляют легкие, точные и прочные детали машин или заготовки для них. В большинстве случаев листовая штамповка выполняется в холодном состояний, поэтому продукция штамповки отличается малой шероховатостью поверхности и повышенной прочностью. Листовая штамповка легко автоматизируется - производительность листоштамповочных агрегатов достигает нескольких сотен деталей в минуту. Наиболее широко листовую штамповку применяют в массовом производстве, например в автомобиле- и тракторостроении, в авиационной промышленности, приборостроении и др.

 Деформация металла посредством вращающегося инструмента - валков - называется прокаткой. Заготовка 1 втягивается силами трения в зазор между валками 2, деформируется ими и приобретает требуемую форму поперечного сечения 3. При прокатке площадь поперечного сечения заготовки уменьшается, а длина увеличивается. Прокатку осуществляют с помощью специальных-машин, называемых прокатными станами.
Деформация металла посредством вращающегося инструмента - валков - называется прокаткой. Заготовка 1 втягивается силами трения в зазор между валками 2, деформируется ими и приобретает требуемую форму поперечного сечения 3. При прокатке площадь поперечного сечения заготовки уменьшается, а длина увеличивается. Прокатку осуществляют с помощью специальных-машин, называемых прокатными станами.