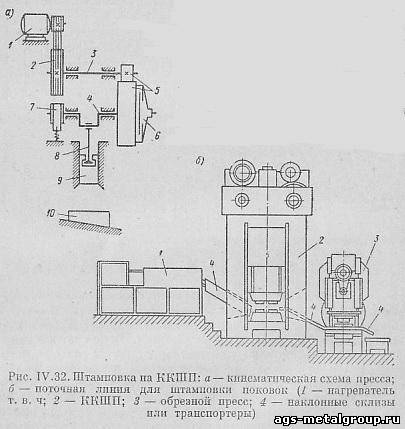
Штамповка на кривошипных ковочно-штамповочных прессах (ККШП). Эти прессы являются прогрессивным видом оборудования, так как штамповка на них в полтора-два раза производительнее штамповки на молотах, точность штамповки выше, расход металла меньше, а условия работы безопаснее, чем на молотах. Кроме того, работа пресса характеризуется относительно небольшой скоростью рабочего хода - до 0,5 м/сек, отсутствием ударов и динамических нагрузок на фундамент и почву. Поэтому монтаж прессов не требует сооружения громоздких и дорогостоящих фундаментов, а здание цеха может сооружаться облегченного типа. Облегчаются механизация и автоматизация процессов штамповки, так как ККШП успешно встраиваются в поточные линии (рис. IV.32, б). Благодаря указанным преимуществам во вновь строящихся и реконструируемых кузнечно-штамповочных цехах обычно устанавливают прессы, а не молоты.
Кинематическая схема ККШП показана на рис. IV.32, а. От электродвигателя 1 через клиноременную передачу приводится во вращение маховик 2, закрепленный на валу 3. От вала 3 движение через зубчатые колеса 5 передается кривошипному (эксцентриковому) валу 4. Последний посредством шатуна 8 сообщает возвратно-поступательное движение ползуну 9, на котором закрепляется верхняя половина штампа. Включение кривошипно-шатунного механизма на рабочий ход осуществляется пневматической фрикционной муфтой 6, которая управляется ножной педалью. Ленточный тормоз 7 служит для затормаживания движения кривошипно-шатунного механизма после выключения муфты и его остановки при верхнем положении ползуна. Нижняя половина штампа крепится к столу пресса 10, установленному на наклонной плоскости, что позволяет изменять его положение по высоте при установке и регулировке штампов.
ККШП быстроходны (дают от 35 до 90 ходов в минуту), отличаются большой прочностью и жесткостью станины, имеют верхний и нижний выталкиватели для принудительного удаления поковок из штампов, что позволяет снижать штамповочные уклоны до 2 - 3'. Деформирование металла в каждом ручье штампа производится за один ход ползуна, а не за несколько ударов, как при штамповке на молоте. Вместе с тем число ходов ползуна в минуту примерно равно числу ударов бабы эквивалентных молотов, поэтому вдвое и больше повышается производительность штамповки.
Постоянство длины хода ползуна и плавное, без боковых смещений движение ползуна с верхней половиной штампа по направляющим обеспечивают высокую точность штамповки. Прессы изготовляются с усилием 500 - 8000 Т (4,9 - 78,5 МН), что эквивалентно массам падающих частей паровоздушного штамповочного молота 0,5 - 8 т.
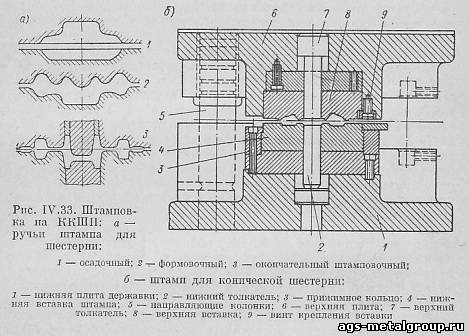
Ручьи штампов выполняются в виде вставок, цилиндрических или призматических, закрепленных в специальных державках (пакетах). Каждую державку можно применять для штамповки ряда поковок, соответственно меняя вставки. Нижняя и верхняя плиты державки (рис. IV.33, б) крепятся болтами соответственно к столу и ползуну пресса. Ручьевые вставки крепятся в гнездах плит стальными прихватами или хомутами, затягиваемыми болтами или клиньями.
Особенности технологии штамповки на ККШП заключаются в следующем:
1. Применение подкатных и протяжных ручьев на прессе не рационально из-за постоянства хода ползуна и невозможности изменения рабочего усилия, поэтому указанные заготовительные переходы должны выполняться на другом агрегате, например в ковочных вальцах.
2. При штамповке на прессе металл интенсивнее растекается в стороны и хуже, чем на молотах, заполняет рельеф полости штампа на высоте. Поэтому для обеспечения постепенного формообразования поковки и облегчения заполнения окончательного ручья рекомендуется расчленять процесс штамповки даже простых по форме деталей, например шестерен, на два-три перехода (рис. IV. 33, а). При этом предыдущий переход облегчает заполнение формы полости последующего перехода, как бы заменяя последовательную деформацию металла в одноручьевом молотовом штампе за несколько ударов молота.
3. Желательны применение безокислительного нагрева заготовок или их очистка от окалины перед укладкой в штамп, так как окалина в связи с безударной работой пресса заштамповывается в поковку, а не отслаивается от нее.
Штамповка на винтовых фрикционных прессах. Эти прессы применяют для штамповки небольших поковок из стали и цветных сплавов (болтов, барашков, клапанов и др.) в мелкосерийном и серийном производстве. Они сравнительно тихоходны (Vр = 0,3 ÷ 0,5 м/сек), что обеспечивает качественную штамповку на них сплавов, чувствительных к высоким скоростям деформации.
Винтовые прессы не имеют фиксированного хода ползуна, чем исключается возможность работы в распор и заклинивания пресса. Это обстоятельство выгодно отличает их от кривошипных прессов и позволяет широко применять штамповку в закрытых штампах.
Штамповка на фрикционных прессах осуществляется за счет кинетической энергии, накопляемой вращающимся маховиком с винтом и движущимся поступательно ползуном. Фрикционные прессы выпускаются с усилием 40 - 630 т (392 - 6180 кН), а иногда и до 2000 т (19620 кН).
Штампы для фрикционных прессов обычно одноручьевые, открытого или закрытого типов. Верхняя часть штампа (пуансон) крепится хвостовиком и прижимным болтом в отверстии ползуна пресса, а нижняя часть (матрица) - болтами и планками на столе пресса.
Штамповка на гидравлических прессах. За последние годы значительно расширилось производство и применение легких сплавов. Для штамповки крупногабаритных деталей из таких сплавов успешно применяют сверхмощные гидравлические штамповочные прессы.
Крупнейший в мире штамповочный пресс усилием 75 000 т (736 МН) был построен на отечественных заводах.
Типовые и крупногабаритные поковки из легких сплавов имеют вид плоских тонкостенных деталей прямоугольной или удлиненной в плане формы с различным сочетанием тонких ребер жесткости - продольных, поперечных или лучеобразно направленных. Площадь проекции таких поковок достигает 3 м², а длина иногда превышает 8 м при массе свыше 1000 кг.
На гидропрессах штампуют также ребристые поковки в виде тел вращения. Штамповка таких поковок выполняется за два-три перехода.
§ 24. Технология штамповки на горизонтально-ковочных и других машинах
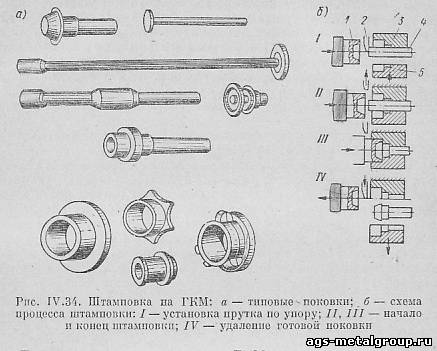
Штамповка на горизонтально-ковочных машинах (ГКМ). Наиболее широко КГМ применяются в крупносерийном и массовом производстве для штамповки деталей, имеющих преимущественно форму тел вращения, усложненных боковыми отростками, поднутрениями, сквозными отверстиями и т. п. (рис. IV.34, а).
Схема процесса штамповки на ГКМ дана на рис. IV. 34, б. Штамповка производится обычно методом высадки конца нагретого прутка 4, часть которого зажата между неподвижной 3 и подвижной 5 матрицами, или же из мерной заготовки, удерживаемой клещами с задним упором в корпус матрицы. Высаживаемая часть заготовки длиной не более 2,5 - 3 диаметров прутка (при свободной осадке в одном ручье) устанавливается по упору 2 и при штамповке заполняет рабочие полости пуансона 1 и матриц 3 и 5.
Если объем штампуемой головки поковки превышает 2,5 - 3 диаметра прутка, то штамповку производят в нескольких ручьях многоручьевого штампа, постепенно набирая металл, причем полость матрицы или пуансона на первых переходах не должна превышать по диаметру 1,25 - 1,5 диаметров исходного прутка. В противном случае возможен продольный изгиб заготовки, приводящий к зажимам металла и браку поковок. Максимальная длина высаживаемой части прутка при многопереходной высадке не должна превышать 12 ее диаметров.
При штамповке колец металл набирается высадкой, а затем в завершающем ручье производится сквозная прошивка.
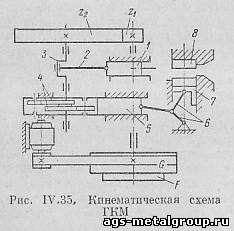
Преимущества штамповки на ГКМ: высокая производительность, достигающая 200 и более поковок в час; возможность штамповки поковок с боковыми выступами и кольцевыми впадинами благодаря наличию двух плоскостей разъема штампов (один разъем между матрицами, другой - между сомкнутыми матрицами и пуансоном); возможность штамповки без облоя, и почти без штамповочных уклонов, а также получение поковок со сквозными отверстиями (что недостижимо на других штамповочных агрегатах). Кинематическая схема ГКМ изображена на рис. IV.35. Маховик машины G приводится в движение от электродвигателя через ременную передачу. Он свободно вращается на приемном валу и соединяется с ним при включении пневматической фрикционной муфты F. От приемного вала движение через зубчатые колеса z₁ и z₂ передаются кривошипному валу 3, а от него через шатун 2 главному ползуну 1, на торце которого крепятся пуансоны. На конце коленчатого вала насажены эксцентрики 4, которые при повороте нажимают поочередно на ролики. Оси роликов закреплены в коробчатой обойме, связанной с боковым ползуном 5. Последний воздействует на рычажный механизм б закрытия и открытия матриц 7 и 8. Матрица 7 является подвижной, а матрица 8 - неподвижной, она закреплена в станине машины.
ГКМ выпускаются с номинальным усилием от 100 до 3150 т (981 - 30 870 кН) для штамповки поковок из прутков диаметром от 12,5 мм (1/2") до 250 мм (10").
Усилие Р штамповки на ГКМ находят по формуле , где с - коэффициент, зависящий от конфигурации поковки; для приближенных расчетов его принимают равным 5; F - площадь проекции поковки на плоскость, перпендикулярную к направлению деформирующего усилия; - предел прочности металла при температуре штамповки.
Штамповка на специальных машинах.Горизонтально - гибочные машины - бульдозеры представляют собой горизонтальные кривошипные прессы с номинальным усилием 30 - 500 т (294 - 4900 кН). Они применяются для гибки различных деталей (хомутов, скоб, крюков и т. п.) из сортового проката в холодном или горячем состоянии за один или несколько переходов. Гибочные штампы состоят из пуансона и матрицы, прикрепляемых к ползуну и упорам станины машины. Благодаря большому ходу ползуна и значительному штамповому пространству бульдозеры применимы для гибки крупногабаритных изделий.
Ротационно - ковочные машины применяются для обработки вытяжкой (редуцированием) в фасонных бойках с воздействием на заготовку с разных сторон. Изготовляемые в холодном или горячем состоянии изделия имеют вид стержней или труб с круглым, прямоугольным или фасонным сечениями. Форма и размеры сечений по длине могут быть переменными. Ротационно-ковочные машины изготовляются с вращающимся шпинделем и неподвижной обоймой и, наоборот, с неподвижным шпинделем и вращающейся обоймой (барабаном). Машины первого типа имеют большее распространение, они предназначены для обработки тел вращения при исходном диаметре прутковой. и трубной заготовки от 2 до 80 мм в холодном и до 125 мм в горячем состоянии. Машины второго типа используются для обработки некруглых тел. В машинах первого типа ползунки, несущие бойки (штампы), возвращаются в исходное положение под действием центробежных сил; в машинах второго типа для этого служат возвратные пружины. Число оборотов шпинделя в минуту с увеличением машины уменьшается от 1200 до 150. Выпуск изделий составляет 100 - 600 шт. в час.
Радиально - ковочные машины в отличие от ротационно-ковочных изготовляются вертикальными; они снабжены тремя бойками, имеющими только поступательное движение, и применяются для ковки ступенчатых валов. Привод бойков не кулачковый, а эксцентриковый. Машины имеют автоматическую подачу с программированной величиной вытяжки по участкам поковки.
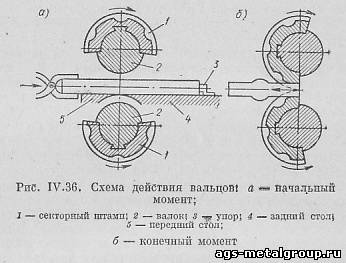
Ковочные вальцы служат для фасонирования заготовок под последующую штамповку их на ККШП, а также для получения готовых поковок, например звеньев цепей транспортеров для шахт. Рабочим органом вальцов служат два валка, вращающихся в противоположных направлениях, на которых укреплены секторные штампы с ручьями (рис. IV.36). Подачу заготовки производят клещами в момент расхождения секторных штампов. Прокатываемая в ручьях заготовка одновременно с обжатием движется в сторону рабочего и затем выталкивается. Основной операцией является вытяжка с приданием заготовке различной формы в продольном и поперечном сечениях. Вальцовка отличается высокой производительностью, что делает ее особенно рентабельной в крупносерийном производстве.
§ 25. Новые методы точной штамповки
В последнее время стали применять точную штамповку корпусных деталей с боковыми отростками и полостями в разъемных матрицах на кривошипных и гидравлических прессах, снабженных добавочными боковыми ползунами. Допуски на штамповку небольших деталей из цветных сплавов при этом не превышают 0,15 мм. Широко применяется горячая штамповка зубчатых колес с готовыми зубьями в закрытых штампах или с образованием незначительного облоя на кривошипных и фрикционных прессах. Конические зубчатые колеса штампуются как с прямым, так и со спиральным зубом. При этом механические свойства горячештампованных колес по сравнению с точеными и фрезованными существенно повышаются: предел прочности при растяжении возрастает на 64%, а ударная вязкость на 158%.
Применяется также горячая накатка крупномодульных зубьев шестерен, червячных валов, зубьев звездочек, канавок спиральных сверл по методу акад. А. И. Целикова, значительно сокращающая трудоемкость изготовления этих деталей, повышающая их надежность, прочность и позволяющая в ряде случаев совершенно отказаться от обработки резанием.
§ 26. Отделочные операции после штамповки
К завершающим процесс горячей штамповки операциям относятся обрезка облоя, прошивка отверстий, правка поковок, термическая обработка, очистка и иногда холодная калибровка.
Обрезка облоя и прошивка отверстий выполняются на кривошипном прессе в холодном или горячем состоянии (сразу после окончания штамповки при 900 - 700'С). В последнем случае потребная мощность обрезного пресса снижается в несколько раз, поэтому горячая обрезка обязательна для крупных поковок массой свыше 5 - 10 кг.
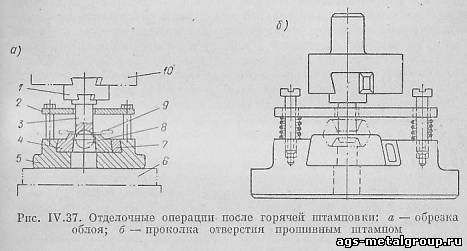
Обрезной штамп (рис. IV.37, а) состоит из матрицы 4, закрепленной в подушке 5 клином 7 или боковыми болтами, обрезного давящего пуансона 3, профиль которого пригоняется по поковке, и пуансонодержателя 1, закрепленного в ползуне пресса 10. Плита-съемник 3 служит для сбрасывания облоя 9, застревающего на пуансоне при ходе последнего вверх. Режущим инструментом здесь является матрица. При обрезке поковка 8 укладывается на матрицу и при рабочем ходе пресса проталкивается сквозь нее. Подушка штампа 5 крепится к столу 6 пресса болтами.
Прошивной штамп для проколки отверстий (рис. IV.37, б) состоит из тех же частей, но режущим элементом в нем является пуансон. Усилие пресса Р, необходимое для обрезки облоя, определяют по формуле Р = 1,25τсрδS, где 1,25 - коэффициент, учитывающий затупление режущих кромок матрицы и пуансона; τср - сопротивление срезу при температуре обрезки; δ - толщина облоя в месте среза; S - периметр поковки в плоскости разъема.
Правка поковок сразу после обрезки производится в горячем (при 800 - 600' С) или холодном состоянии в тех случаях, когда поковки получили остаточные деформации в результате обрезки или проколки. Правка выполняется в чистовом ручье ковочного штампа или в специальном правочном штампе.
Термическая обработка - отжиг, нормализация или улучшение - выполняется для снятия внутренних напряжений, снижения твердости и улучшения микроструктуры поковок и их механических свойств в соответствии с материалом поковок и технологическим маршрутом.
Очистка от окалины выполняется во вращающихся галтовочных барабанах, дробеструйных установках или же травлением в подогретых растворах серной и соляной кислот.
Калибровка (чеканка) поковок в холодном состоянии выполняется для придания всей поковке (объемная калибровка) или отдельным ее частям (плоскостная калибровка) точных размеров (3 - 4-й классы точности) и высокой чистоты поверхности (7 - 9-й классы чистоты). Калибровка является высокопроизводительной отделочной операцией, заменяющей чистовую обработку на фрезерных, строгальных и токарных станках. Время, затрачиваемое на калибровку, в десятки раз меньше времени обработки поковки на станке и исчисляется несколькими секундами. При калибровке необходимы очень большие удельные давления, составляющие при плоскостной калибровке 12 - 20 т/см², а при объемной - 20 - 40 т/см².
Калибровка выполняется на кривошипно-коленных чеканочных прессах усилием до 5000 т (49 МН). Коленно-рычажный механизм привода ползуна пресса обеспечивает получение очень больших рабочих усилий при сравнительно небольшой мощности двигателя.
§ 27. Механизация и автоматизация процессов горячей объемной штамповки
Комплексная механизация и автоматизация процессов горячей штамповки способствует резкому увеличению производительности труда, улучшению и облегчению условий труда, повышению его безопасности.
Доля вспомогательных ручных работ в процессе горячей штамповки еще очень велика и время их выполнения в несколько раз превышает основное время, затрачиваемое непосредственно на формоизменение заготовок, вследствие недостаточной механизации и автоматизации всех операций производственного процесса штамповки.
Для ликвидации вспомогательных ручных операций в этом процессе особенно необходимы надежные устройства для подачи из печи и точной укладки нагретых заготовок в ручьи штампа, манипулирования заготовкой в процессе штамповки, удаления ее из ручья штампа и ориентированной переноски полуфабриката от одного агрегата к другому (например, от штамповочного пресса к обрезному).
Наибольшая степень механизации и автоматизации горячей штамповки достигается при организации автоматизированных поточных линий, на которых производится штамповка однотипных поковок: колец подшипников качения, клапанов автомобильных двигателей, шестерен и т. п.
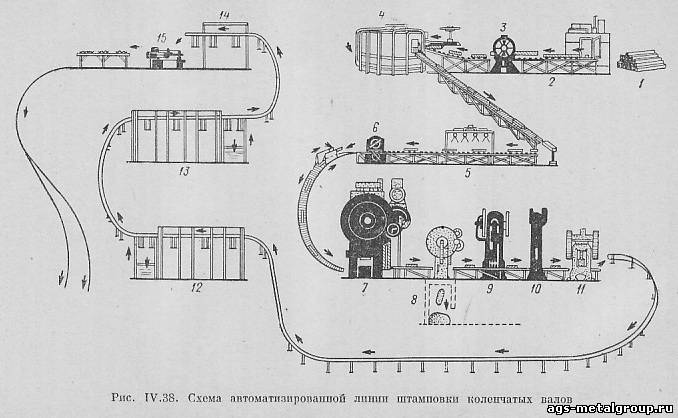
Примером такой автоматизации производства является поточная линия горячей штамповки поковок автомобильных коленчатых валов (рис. IV. 38) двух типов по следующему технологическому процессу.
Стальной прокат сечением 100 х 100 мм или 110 х 110 мм со склада металла 1 подается на передвижных стеллажах к нагревательной печи 3, где подогревается перед резкой до 100 - 200'С для предупреждения образования трещин. Подогретые болванки рольгангом подаются к сортовым ножницам 3 и разрезаются на мерные заготовки длиной 535 или 600 мм в зависимости от типа штампуемого вала, которые затем подаются транспортером к печи 4 с вращающимся подом диаметром 10 м, работающую как на газообразном, так и на жидком топливе. Автоматические загрузочные клещи с гидравлическим управлением захватывают заготовку, поднимают ее и укладывают на под печи, а затем возвращаются в исходное положение.
Максимальная производительность печи - 200 нагретых заготовок или 10 300 кг металла в час. Площадь пода печи 53,3 м². При перерыве в работе печь останавливается оператором штамповочного пресса нажимом на кнопку. Выгрузка заготовок производится автоматически разгрузочным механизмом, аналогичным загрузочному устройству. Разгрузочное устройство управляется часовым механизмом и может быть настроено на выдачу заготовок в ритме работы всей линии. Нагретая заготовка по наклонному рольгангу с поворотом на 90' С (с помощью поворотного стола) поступает на ленточный транспортер, который подает ее к установке 5 для гидроочистки от окалины. Под действием струй воды с давлением 100 - 140 ат (9,8 - 13,9 МПа) окалина удаляется, и заготовка поступает на ковочные вальцы 6 для предварительной формовки. Конец заготовки, соприкасаясь с валками, нажимает на конечные выключатели, приводя вальцы в действие. Валки автоматически захватывают заготовку и формуют ее за один проход.
При выходе из вальцев заготовка поворачивается на 180' в удобное для захвата манипулятором пресса положение. Поворот выполняется пневматическим приспособлением, включаемым фотоэлементом. Далее заготовка перемещается пластинчатым транспортером к штамповочному кривошипному прессу 7 усилием 6000 т (59 МН) с 35 ходами в минуту. Подача заготовки в двухручьевой штамп и передача ее из чернового в чистовой ручей производится манипулятором.
Отштампованная поковка транспортером передается к 250-тонному обрезному прессу 8. После обрезки облоя поковка извлекается из штампа пневматическим механизмом и передается на ГКМ 9 для высадки фланца; затем по монорельсу передается на пресс 10 для поворота колен вала и далее на второй пресс 11 для окончательной правки, обеспечивающей соосность шеек вала. Удаление обрезаемого облоя выполняется транспортерами, расположенными под полом цеха. С правильного пресса поковки по монорельсу передаются в загрузочное приспособление подвесного конвейера, которым они переносятся через охлаждаемую воздухом зону на участок термической обработки для закалки и отпуска. Поковки, подвешенные вертикально к монорельсу с помощью подвесок, перемещаемых в двух прорезях свода печи, проходят сначала через газовую закалочную печь 12 длиной 14,2 м и высотой 1900 мм. В печи при температуре 850' С одновременно находятся 58 подвесок с четырьмя поковками на каждой. Печь оборудована 38 газовыми горелками и имеет автоматическую регулировку температуры. Время нагрева валов 1,5 ч. По выходе из печи подвески элеватором опускаются в закалочную ванну, оборудованную конвейером и мешалкой.
После закалки коленчатые валы поступают для отпуска в газовую печь 13 с рабочей температурой 600' С и длиной камеры 17,7 м. В печи помещается 76 подвесок конвейера с четырьмя поковками. Каждая поковка находится в печи 2 ч. После выхода из печи поковки охлаждаются в воде. Весь цикл термической обработки полностью автоматизирован и управляется реле времени. В дальнейшем в дробеструйной камере 14 поковки подвергаются очистке от окалины, центровке и балансировке на станках 15, контролю ОТК, после чего поступают на склад готовой продукции. Линия выпускает 150 поковок коленчатых валов в час.
§ 28. Холодная объемная штамповка
Холодная объемная штамповка - экономичный высокопроизводительный процесс изготовления небольших точных деталей из стали и цветных сплавов, позволяющий в несколько раз сократить (по сравнению с обработкой резанием) технологические отходы металла.
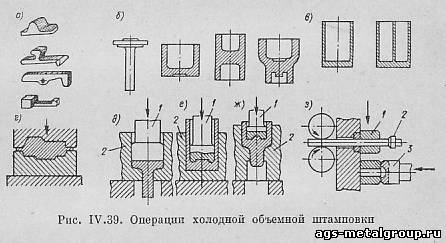
Основными операциями объемной штамповки без нагрева металла являются объемная формовка, холодное выдавливание (прессование), калибровка, холодная высадка и чеканка. Детали, изготовляемые с применением этих операций, показаны на рис. IV, 39, а, б, в. Они имеют размеры 3 и 4-го классов точности и чистоту поверхностей 7 - 9-го классов и почти не нуждаются в последующих операциях обработки резанием (за исключением сверления небольших отверстий, нарезания резьбы и т. п.).
Объемная формовка (рис. IV,39, г) - операция, при которой детали получаются путем обжатия заготовки штампом с заполнением ею рабочих полостей. Формовка выполняется в открытом штампе с выходом излишка металла в заусенец (который затем обрезается) или же в закрытом штампе, когда весь объем металла заготовки идет на образование изделия. Наиболее производительным методом объемной формовки является штамповка изделий в полосе, «цепочкой» с последующей обрезкой их на специальном штампе. Менее производительной является штамповка небольших деталей из стали или цветных сплавов из штучных заготовок в открытых или закрытых штампах.
Холодное выдавливание является операцией по изготовлению полых тонкостенных изделий из толстой заготовки путем истечения металла в зазор между пуансоном и матрицей. Оно выполняется прямым, обратным и комбинированным способами (рис, IV. 39, д, е, ж), в штампах, основными частями которых являются пуансон 1 и матрица 2. Излишки металла, остающиеся на торцах деталей, затем обрезают. Для холодной объемной формовки и выдавливания применяют двухстоечные мощные кривошипные прессы усилием до 1000 т (9,8 МН). Холодная калибровка применяется для получения точных размеров и гладкой поверхности деталей, изготовленных горячей объемной штамповкой, литьем из ковкого чугуна и другими методами (см. § 26).
Холодная высадка применяется для образования местных утолщений заготовки требуемой формы, например при штамповке головок болтов, заклепок, винтов и т. п. Холодной высадкой изготовляют болты до диаметра М20 и гайки до размера М27. Холодная высадка головки заклепки (рис. IV.39, з) выполняется в два перехода: пруток подается роликами до упора 2, затем матрица 1 перемещается на позицию высадки, отрезая при этом мерную заготовку от прутка. Высадка головки заклепки производится ударом высадочного пуансона 3. Материалом для холодной высадки служат калиброванные путем волочения проволока и прутки из стали и цветных сплавов диаметром от 0,5 до 40 мм. Оборудованием для высадки служат холодновысадочные автоматы, представляющие собой специальные горизонтальные кривошипные прессы. Производительность автоматов достигает 400 шт. в минуту или 160 000 винтов диаметром 5 мм в смену. Трудоемкость изготовления болтов на холодновысадочных автоматах в 200 - 400 раз меньше, чем на револьверных станках.
Автоматическая поточная линия нового типа для изготовления болтов М6 - М12 без обрезки граней под ключ состоит из двухударного высадочного автомата для предварительного оформления головки болта (без граней), одноударного автомата повторной высадки для окончательного оформления шестигранной головки болта и резьбопакатного автомата. Автоматы соединены между собой склизами и элеваторами, автоматически транспортирующими полуфабрикаты от одной машины к другой. Производительность линии - 120 болтов в минуту.
Чеканка применяется в производстве монет, жетонов, медалей, столовых приборов и т. п. Это операция, посредством которой образуется выпукло-вогнутый рельеф на поверхности детали за счет незначительного перемещения металла под давлением штампов, установленных на чеканочном прессе. При чеканке необходимы значительные удельные давления, составляющие, в зависимости от материала детали и сложности рельефа, 120 - 300 кГ/мм² (1180 - 2940 МН/м²).
Холодное редуцирование (обжимка) представляет собой операцию, при которой производится сужение поперечного сечения прутков и труб. Обжимка выполняется на ротационно-ковочной машине, работающей посредством давления обжимных бойков со скоростью 6000 ударов в минуту и более при диаметре заготовок от 7 до 17 мм и свыше 11 000 ударов в минуту для заготовок меньшего диаметра.

 , где с - коэффициент, зависящий от конфигурации поковки; для приближенных расчетов его принимают равным 5; F - площадь проекции поковки на плоскость, перпендикулярную к направлению деформирующего усилия;
, где с - коэффициент, зависящий от конфигурации поковки; для приближенных расчетов его принимают равным 5; F - площадь проекции поковки на плоскость, перпендикулярную к направлению деформирующего усилия;  - предел прочности металла при температуре штамповки.
- предел прочности металла при температуре штамповки.