Листовой штамповкой называют метод изготовления плоских и объемных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без применения прессов (беспрессовая штамповка). Листовая штамповка делится на горячую и холодную.
Горячая листовая штамповка является менее распространенным процессом, она применяется в производстве котельных днищ, полушарий, буев и других корпусных деталей для судостроения, изготовляемых из стального листа толщиной свыше 3 - 4 мм. Основными операциями горячей листовой штамповки являются вытяжка полых сферических изделий из плоской заготовки, вырезанной предварительно на дисковых ножницах, вырубка деталей, а также гибка скоб и других изделий из полосовой стали и толстого листа. Применяемое оборудование: гидравлические, кривошипные и фрикционные прессы.
Холодная листовая штамповка - наиболее прогрессивный метод обработки давлением, получивший широкое применение в промышленности. Холодной штамповкой изготовляют как весьма крупные детали - рамы и кузова автомобилей, детали фюзеляжей и шасси самолетов, элементы обшивки судов, так и очень мелкие - детали часовых механизмов, радиоламп, авторучек.
К технико-экономическим преимуществам холодной штамповки перед другими видами обработки металлов относятся: экономное использование материала (отходы не более 15 - 20%); массовый выпуск и низкая стоимость изготовляемых изделий с высокой точностью размеров и хорошим качеством поверхности; наивысшая производительность оборудования с полной механизацией и автоматизацией производства (выпуск небольших деталей достигает 50 - 60 тыс. шт. в смену с одного пресса-автомата); возможность получения полых тонкостенных изделий весьма сложных форм, не нуждающихся в последующей обработке их на станках и являющихся готовыми взаимозаменяемыми деталями, а не заготовками; простота работы на штамповочных прессах и возможность обслуживания их малоквалифицированными рабочими.
Холодная штамповка, дающая наибольший эффект в массовом и крупносерийном производстве, успешно применяется и в условиях мелкосерийного производства, при выпуске деталей 5 - 10 тыс. шт. в год. Исходным материалом для холодной листовой штамповки являются листы и ленты из различных металлов и сплавов и неметаллических материалов: используются слюда, кожа, фибра, текстолит, целлулоид, гетинакс и другие пластмассы. Толщина листовых материалов обычно не превышает 3 - 5 мм.
§ 30. Технология листовой штамповки
Операции листовой штамповки делятся на два основных класса: разделительные, в которых одна часть заготовки отделяется от другой, и формоизменяющие, при которых получают изделия сложной формы за счет перемещения элементарных объемов материала исходной заготовки без ее разрушения. Применяют также сборочные операции, при которых отдельные детали под давлением штампа соединяются в общий узел.
К основным разделительным операциям относятся отрезка, вырубка и пробивка.
К основным формоизменяющим операциям относятся гибка, вытяжка, обжим, отбортовка, формовка.
Резка - последовательное отделение части заготовки по прямой или кривой линии. Резка применяется обычно как заготовительная операция для раскроя листа на полосы заданной ширины, поступающие затем на штамповку вырубкой. Резка выполняется обычно на гильотинных ножницах с верхним наклонным ножом, разрезающих лист по прямой линии; резку заготовок с криволинейным контуром выполняют на дисковых или вибрационных ножницах (при малой толщине листа). Резка небольших заготовок (полосок) выполняется штампами, установленными на кривошипных прессах.
Для получения точной заданной ширины полосы или длины заготовки ножницы и штампы снабжаются упорами.
Вырубка - операция единовременного отделения материала от заготовки по замкнутому контуру, причем отделяемая часть является изделием.
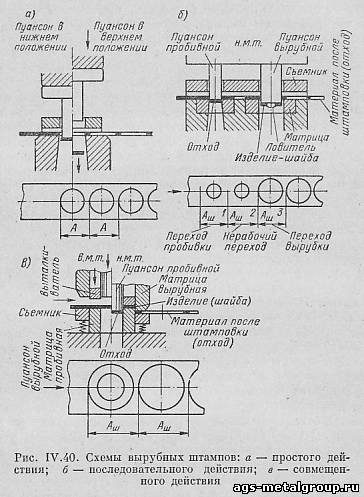
Пробивка - получение отверстий путем отделения материала по замкнутому контуру внутри детали. При пробивке отделяемая часть является отходом. Отличие этих операций заключается только в их назначении, так как процесс деформирования металла и устройство применяемых для этих операций штампов по существу одинаковы. Вырубку и пробивку (рис. IV.40, а, б) выполняют пуансоном, вдавливающим отделяемую часть заготовки в отверстие матрицы. Рабочие кромки пуансона и матрицы должны быть острыми, а зазор между пуансоном и отверстием матрицы (на сторону) должен составлять 5 - 10% толщины заготовки. При пробивке, когда задаются размеры отверстия, размеры сечения пуансона берут равными размерам отверстия и размеры отверстия матрицы увеличивают на величину зазора; при вырубке размеры отверстия матрицы выполняют по размерам изделия, а размеры пуансона - на зазор меньше.
Для повышения точности размеров штампуемых деталей до 3- 2а классов и чистоты поверхности до 7 - 8-го классов в производстве часов и точных приборов применяется зачистка - операция срезания неровностей, оставшихся после вырубки или пробивки.
Усилие, необходимое для выполнения вырубки и других разделительных операций, определяют, умножая площадь сечения единовременно разрезаемого материала на удельное сопротивление его срезу.
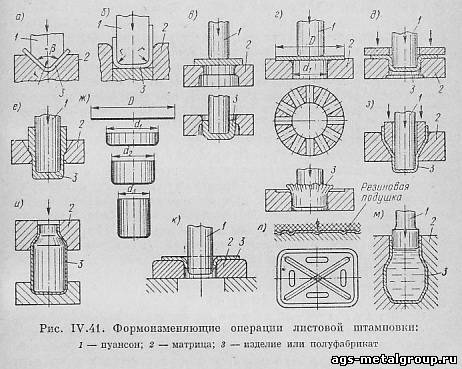
Гибка - формоизменяющая операция для получения изогнутой детали из плоской заготовки. Гибка бывает одноугловая V-образная (рис. IV.41, а), двухугловая U-образная (рис. IV. 41, б) и многоугловая. При гибке происходит сжатие внутренних слоев металла, прилегающих к пуансону, и растяжение наружных слоев, прилегающих к матрице, в направлении длины заготовки. Эти деформации будут тем больше, чем меньше радиус изгиба r. Слой металла, не испытывающий ни сжатия, ни растяжения, называется нейтральным. Этот слой расположен примерно посредине толщины материала, и по его развернутой длине, подсчитанной по чертежу детали, определяется длина заготовки.
Металл следует гнуть перпендикулярно к направлению прокатки, чтобы сжатие и растяжение от изгиба шло в направлении волокон металла. При этом достигаются минимальные радиусы гибки.
Вытяжка - операция, превращающая плоскую заготовку в полую деталь или полуфабрикат. При вытяжке (рис. IV.41, а) плоская заготовка (например, вырубленный диск) под давлением пуансона постепенно втягивается в отверстие матрицы. Средняя часть, образующая дно будущего колпачка, опускаясь в отверстие матрицы, тянет за собой остальную кольцевую часть заготовки- фланец шириной D - d₁ (рис. IV. 41, г). При этом лишние объемы металла фланца в виде треугольных секторов с толщиной, равной толщине заготовки, подвергаются действию тангенциальных сжимающих напряжений и после втягивания в зазор идут на увеличение высоты стаканчика. Если толщина материала значительна по сравнению с диаметром детали (рис. IV.41, в), а форма матрицы не препятствует плавному втягиванию в нее заготовки, то влияние сжимающих напряжений проявится в некотором утолщении материала у верхнего (торцевого) края детали. При отсутствии этих условий сжимающие напряжения вызывают образование складок (гофров), которые появляются на краях заготовки почти сразу после начала вытяжки и распространяются затем на всю высоту стенок (рис. 41, г), вызывая брак изделия. Для предотвращения этого часть заготовки, лежащую на матрице, удерживают специальным прижимным кольцом (рис. 41, д).
Вытяжкой можно изготовлять не только цилиндрические детали, но и более сложные по форме: коробчатые, конические, полусферические. Подвергаются вытяжке и полуфабрикаты, полученные предшествующей вытяжкой (рис. 41, з). Вытяжка за один переход регламентируется прочностью вытягиваемого стаканчика. Попытка втянуть в матрицу слишком большую по размерам заготовку приводит к отрыву дна. Возможность вытяжки определяется коэффициентом вытяжки m₁ представляющим собой отношение диаметра вытягиваемого колпачка d₁ к диаметру заготовки D (рис. 41, г). Этот коэффициент должен быть не менее 0,5 - 0,6. Если он по расчету получается меньше, то деталь вытягивают за два и более перехода (рис. 41, ж), при этом коэффициент вытяжки m₂ = d₂/d₁, m₃ = d₃/d₄ и т. д. принимают не менее 0,7 - 0,8. Зная коэффициенты вытяжки, можно определить и операционные размеры полуфабрикатов: d₁ = Dm₁; d₂ = d₁m₂ и т. д. При необходимости получить полое изделие с тонкими стенками (до 0,1 мм и менее) и большой высоты применяют вытяжку с утонением материала (рис. 41, е), при этом величина зазора берется меньше исходной толщины материала. Толщина дна детали при этом остается неизменной. Усилие вытяжки приближенно можно определить, умножая площадь поперечного сечения вытягиваемого колпачка на предел прочности металла.
Обжим - операция сужения концевой части полых или объемных деталей путем обжатия материала штампом снаружи в конической матрице (рис. 41, и).
Отбортовка и разбортовка - образование бортов по наружному контуру заготовки или вокруг пробитых отверстий за счет растяжения материала (рис. 41, к). Эти операции выполняются за один или несколько переходов в штампах на прессах или постепенным деформированием металла роликами (крупные детали).
Формовка - операция, изменяющая форму заготовки или полуфабриката посредством местных деформаций, например изготовление ребер жесткости (зиг), увеличение диаметральных размеров средней части полой детали (рис. 41, л, м). Раздача средней части вытянутого стакана осуществляется с помощью резинового вкладыша, стальных шариков или жидкости в разъемной матрице.
Разработка технологического процесса листовой штамповки ведется в следующем порядке:
1) устанавливается структура процесса, т. е. характер, количество и последовательность операций;
2) выполняются необходимые расчеты по установлению размеров заготовки, операционных размеров полуфабрикатов, усилий штамповки и т. п.;
3) процесс оформляется в соответствующей технологической документации.
По структуре технологический процесс состоит из основных операций, к которым относятся: резка листа на полосы, вырубка, вытяжка, гибка и другие штамповочные, а иногда и сборочные операции, и вспомогательных операций: очистки, правки и смазки листов, отжига и травления готовых изделий, их галтовки, нанесения защитных или декоративных покрытий (хромирования, никелирования и т. п.).
Расчет размеров заготовки необходим для тех деталей, получение которых связано с операциями пространственного изменения формы, т. е. изогнутых, полых и объемных. Расчет размеров и формы заготовок гнутых деталей производят путем развертывания (условной разгибки) детали в плоскую. При этом считают, что длина прямых участков детали остается после гибки неизменной, а длина изогнутых участков равна длине нейтрального слоя. Положение нейтрального слоя можно найти по приближенной формуле: ρ = √r(r + t), где ρ - радиус нейтрального слоя; r - радиус гибочного пуансона (r ≥ 0,5t); t - толщина материала.
Размеры заготовки для деталей, изготовляемых вытяжкой, определяют по равенству площадей поверхности заготовки Fз и готовой детали Fд (с припуском на обрезку). Поверхность готовых деталей, представляющих собой тела вращения сложной формы, определяют путем суммирования площадей f отдельных простых геометрических элементов, ее образующих (круг, цилиндр, кольцо и т. п.). Диаметр заготовки D находят из формулы: D = 1,13√Fд = 1,13√Σf.
Операционные размеры, т. е. размеры, которые получает заготовка (или полуфабрикат) после выполнения данной операции, рассчитывают для изогнутых и полых деталей в обратном порядке- от последних операций к первым. После их определения и выбора размеров заготовки устанавливают раскрой материала. Под раскроем понимают наивыгоднейшее расположение вырубаемых деталей на полосах или лентах материала, поступающих в вырубной штамп. Раскрой полосы должен обеспечить наилучшее качество детали, экономное использование материала, простоту конструкции штампа, удобство и безопасность его работы. Для получения чистоты среза вырубленной заготовки, а также для уменьшения заусенцев и коробления рекомендуется вести вырубку с перемычками, ширину которых берут минимальной, равной одной-двум толщинам исходного металла.
На основе выбранных вида раскроя и штамповочных операций выбирают необходимое оборудование и применительно к нему разрабатывают конструкции штампов.
При разработке технологии листовой штамповки особенно важно, учитывая массовый выпуск деталей, обеспечить наилучшие технико-экономические показатели: высокую производительность труда и качество изделий при минимальных технологических отходах металла, расходе энергии и трудовых затратах на изготовление штампов и штамповку.
Штампы для листовой штамповки по характеру действия можно разбить на три группы: простого действия или однооперационные (рис. 40, а); последовательного действия или прогрессивные (рис. 40, б) и совмещенного действия (рис. 40, в).
Штампы простого действия производят за один рабочий ход пресса одну операцию.
Штампы последовательного действия производят две и более операции за несколько рабочих ходов пресса с перемещением заготовки после каждого хода, причем производительность этих штампов значительно выше, чем штампов простого действия, и они могут работать с автоматической подачей.
Штампы совмещенного действия выполняют несколько различных операций за один рабочий ход пресса и обеспечивают более высокую точность изделий, так как при работе на них не требуется перемещать полосу после каждого хода пресса.
На рис. 40, б, дана схема штампа последовательного действия для изготовления шайбы, в котором за один ход ползуна пресса осуществляются операции пробивки и вырубки. Пуансон вырубки снизу имеет ловитель (фиксатор) для центрования пробитого отверстия относительно контура вырубки. Пробивной пуансон короче вырубного, это дает возможность осуществлять пробивку после того, как полоса сцентрована ловителем, в противном случае центрование невозможно. Подача полосы в штамп производится слева направо. Штамп совмещенного действия (рис. 40, в) также предназначен для изготовления шайбы за один ход пресса, причем вырубка и пробивка выполняется одновременно при неизменном положении заготовки. Для обеспечения правильного положения пуансонов по отношению к матрицам штампы снабжаются направляющими устройствами в виде колонок и плит.
§ 31. Оборудование и автоматизация процессов листовой штамповки
Основным оборудованием для листовой штамповки являются ножницы, кривошипные и гидравлические прессы.
Листовые ножницы в зависимости от размеров и мощности предназначаются для разрезания металла в холодном состоянии толщиной до 60 мм при длине реза от 1 до 6 м. Ножницы по конструкции представляют собой специализированный двухкривошипный пресс с большой длиной ползуна, соответствующей длине линии отрезки. Кинематическая схема ножниц похожа на схему обычного кривошипного пресса. Основными частями ножниц являются станина с горизонтальным столом, на котором укреплен неподвижно нижний нож, двухкривошипный вал, приводимый в действие от электродвигателя через клиноременную передачу, промежуточный вал с зубчатыми колесами и ползун, получающий возвратно-поступательное движение вверх и вниз от кривошипно-шатунного механизма. На ползуне закреплен, обычно наклонно к нижнему, верхний нож. Такие ножницы называются гильотинными. Наклон верхнего ножа до 12 - 15° значительно уменьшает усилие резки. Разрезаемый лист укладывается на стол ножниц; прижимается пневматическим прижимом и разрезается верхним ножом при опускании ползуна. Отрезка производится по разметке или по заднему регулируемому упору. Разрезку листа и лент вдоль можно производить также на дисковых и роликовых ножницах.
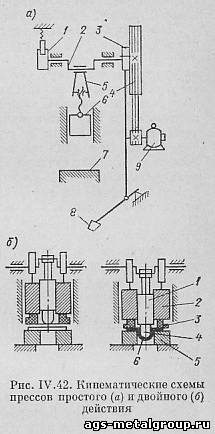
Кривошипные прессы бывают однокривошипные (одностоечные и двухстоечные), двухкривошипные и четырехкривошипные (двухстоечные, с большими размерами стола и ползуна). Однокривошипные прессы с одностоечной машиной развивают номинальное усилие - 10 - 100 т, имеют число ходов в минуту 180 - 60 соответственно. Кинематическая схема однокривошипного пресса простого действия приведена на рис. 42, а. Двигатель 9 через клиноременную передачу 4 и муфту включения 3 передает движение кривошипному валу 2. Посредством шатуна 5, длина которого регулируется, сообщается возвратно-поступательное движение ползуну 6 по направлению к столу 7. Управление рабочими ходами пресса производится педалью 8 через муфту 3. Тормоз 1 останавливает ползун в верхнем положении при единичных ходах. Крупные листовые детали, например кузова автомобилей, штампуют на мощных закрытых двухстоечных кривошипных прессах, развивающих усилие до 3150т (30 МН) при числе ходов до 7 - 10 в минуту.
У четырехточечных шестерне-эксцентриковых прессов (четырехкривошипных) усилие, возникающее при штамповке, приложено внутри четырехугольника, образуемого шатунами. Четырехточечная подвеска ползуна устраняет его перекосы при нецентральной нагрузке, возникающей при штамповке асимметричных деталей больших габаритов.
Для вытяжки сложных деталей применяют специальные прессы двойного (рис. 42,б) и тройного действия. Основной конструктивной особенностью этих прессов является наличие двух (иногда трех) ползунов. Основное рабочее усилие создает внутренний (вытяжной) ползун 1, связанный шатуном с коленчатым валом. Наружный (прижимной) ползун 2 приводится в действие кулачковым или коленчато-рычажным механизмом, приводимым от этого же вала. Наружный ползун начинает движение вниз первым. Достигнув крайнего нижнего положения, он останавливается, зажимая края заготовки прижимом-складкодержателем 3. За наружным ползуном через некоторый интервал опускается внутренний ползун с пуансоном 4, выполняет вытяжку изделия 6 и первым начинает подниматься вверх. В течение всего процесса вытяжки наружный ползун остается неподвижным, обеспечивая съем детали с пуансона при обратном ходе внутреннего ползуна. После подъема наружного ползуна деталь выдается из матрицы о нижним выталкивателем. У прессов тройного действия имеется и третий ползун с нижним приводом, располагающийся с нижней стороны стола пресса (под полом). Прессы двойного и тройного действия выпускаются с усилием до 2500 т (24,5 МН). Для автоматизации процессов штамповки в массовом производстве широко применяют прессы-автоматы различных конструкций. Многопозиционные прессы-автоматы производят автоматическую последовательную штамповку полых изделий из ленты в восьми и более штампах. Такие прессы обладают высокой производительностью (до 2000 деталей в час) и представляют собой полностью автоматизированную штамповочную линию, которая может быть легко перестроена на производство различных деталей.
Гидравлические прессы обладают наилучшей характеристикой для глубокой вытяжки и других операций листовой штамповки, так как осуществляют деформирование металла с постоянной скоростью. Для этих прессов не опасна перегрузка, недопустимая при работе кривошипных прессов. Они выпускаются с усилием до 7000 т (68,5 МН).
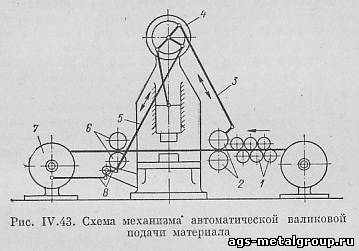
Для увеличения производительности труда и повышения безопасности штамповки современные прессы и штампы оснащаются устройствами для автоматической подачи материала и удаления изделий. Наибольшее применение имеют валиковая, крючковая и клещевая подачи ленточного и полосового материала. В механизме валиковой подачи (рис. 43) лента из рулона, надетого на катушку, подается через правильные ролики 1 парой подающих валиков 2. Валики вращаются периодически от тяги 3, соединенной с эксцентриком 4, сидящим на кривошипном валу пресса. Лента периодически перемещается к штампу, откуда она после штамповки через валики 6 поступает на наматывающую катушку 7, приводимую во вращение от вала пресса посредством рычажной передачи 5 и 8. Точность подачи может быть доведена до 0,2 мм. Другие автоматические подачи, как и валиковая, работают периодически и синхронно с валом пресса, в то время как пуансон штампа находится вне рабочей зоны. Для подачи отдельных заготовок и полуфабрикатов часто применяют специальные приемники (бункера и магазины), откуда они особым механизмом подаются в штамп. Для удаления отштампованных мелких деталей часто применяют сжатый воздух, а для крупных - механические руки. Из прессов, оснащенных автоматическими подающими устройствами, и из прессов-автоматов создаются автоматические линии для массового производства разных листовых деталей.
§ 32. Беспрессовые методы листовой штамповки
При изготовлении крупных листовых деталей небольшими партиями неэкономично применять сложные штампы, поэтому применяют другие способы штамповки, а именно: штамповку резиной, гидроштамповку, штамповку взрывом, штамповку с применением мощных магнитных импульсов, деформирование заготовки ротационным выдавливанием и т. п.
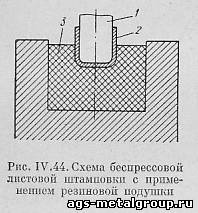
Штамповка резиной выполняется чаще всего на гидравлических прессах. Этим способом выполняются вырубка, пробивка, гибка, отбортовка и вытяжка Однако контур вырубки этим способом получается рваный, с зазубринами и мелкими трещинами. Поэтому применяется последующая зачистка кромок деталей, сложенных пачками, на специальных фрезерных станках. Штамповку резиной применяют для алюминиевых, медных сплавов и малоуглеродистой стали толщиной до 2 мм. Для вытяжки небольших партий крупных деталей используют штампы, отлитые из легкоплавких сплавов, деревянные, облицованные листовым металлом, или изготовленные из пластических масс. В этих случаях из металла или указанных материалов выполняют только одну часть штампа - пуансон или матрицу, а роль второй части выполняет массивная резиновая подушка, помещенная в металлической обойме (рис. 44). Надавливая пуансоном 1 на заготовку 2, вдавливают ее в резиновую подушку 3, и под воздействием сжатой резины заготовка обтягивает пуансон.
При беспрессовой штамповке жидкостью или взрывом заготовка принимает форму полости матрицы под высоким давлением жидкости или газов.
Беспрессовая гидравлическая вытяжка крупных деталей производится в жесткой матрице, причем роль пуансона выполняет резиновый мешок-чехол, наполняемый жидкостью, подаваемой насосом под давлением до 200 ат (20 МПа). Верхняя часть чехла прижимается массивной крышкой, а нижняя формует листовую заготовку по профилю матрицы.
При штамповке взрывом на поверхности листовой заготовки создается очень большое удельное давление при высокой скорости деформирования. В качестве энергоносителей при взрывной штамповке применяют взрывчатые вещества: порох (рис. 45, а), взрывчатые газовые смеси из метана, пропана, ацетилена и кислорода и других газов (рис. 45,6). При штамповке непосредственно взрывом детонационная волна со скоростью до 3500 м/сек, выходящая из запальной трубы, воздействует на заготовку и деформирует ее по форме матрицы (рис. 45, б). Взрывная штамповка через воду (рис. 45, в) развивает большую энергию деформирования, чем газовая, и обеспечивает лучшее качество поверхности изделия.
Установки для формообразования деталей взрывом бризантных ВВ представляют собой бетонные камеры (обычно конусной формы), заполненные водой и оборудованные грузоподъемными устройствами для манипулирования штампами и насосными устройствами. При штамповке взрывом труднодеформируемые металлы: титановые сплавы, нержавеющие и жаропрочные стали и др., становятся более пластичными и могут быть подвергнуты деформированию примерно на 75% больше, чем при обычных методах штамповки. При такой штамповке не требуется дорогостоящего сложного оборудования.
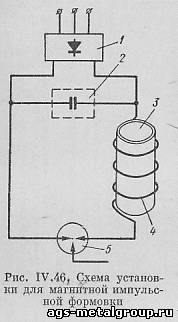
При формообразовании изделий магнитно - импульсной формовкой отпадает необходимость в промежуточных средах для передачи давления от источника энергии к заготовке. Сущность этого метода заключается в создании импульсного магнитного поля вокруг заготовки и взаимодействии этого поля с импульсными токами, протекающими в заготовке. Принципиальная схема установки для магнитно-импульсной формовки дана на рис. 46. Конденсаторная батарея 2 заряжается от выпрямителя 1 до требуемого запаса энергии и разряжается через индуктор 4. Внутри индуктора помещена заготовка 3. Мощный импульс тока, образующийся с помощью разрядника 5 и проходящий через обмотку индуктора, создает вокруг его проводников электромагнитное поле. Это поле возбуждает в заготовке вихревые токи, что приводит к образованию вокруг нее также электромагнитного поля. В результате взаимодействия магнитных полей происходит динамическое воздействие на заготовку и ее деформирование. Магнитно-импульсной формовкой осуществляются обжатие и раздача трубчатых заготовок, рельефная формовка, вырубка и др. Характер операции определяет конструкцию и форму индуктора и матрицы. Магнитно-импульсная штамповка является хорошо управляемым процессом, при котором наряду с формовкой можно обеспечить и разогрев заготовки, облегчающий деформацию металла. Однако использование больших мощностей здесь ограничено возможностью разрушения инструмента-индуктора.