Дуговая резка металла производится постоянным или переменным током угольными и металлическими электродами. По качеству реза и по производительности дуговая резка уступает кислородной; ее рекомендуется применять главным образом для резки металла толщиной не более 15 мм и при возможности в дальнейшем механической обработки кромок. При использовании постоянного тока с применением угольных (графитовых) электродов прямой полярности качество реза несколько лучше, чем при резке переменным током. Для повышения устойчивости дуги металлические электроды покрывают обмазкой.
Рационально применять воздушно-дуговую резку угольным электродом диаметром 6 - 12 мм (постоянным током обратной полярности) с подачей воздуха под давлением свыше 4 ат (0,4 МПа) через специальный электрододержатель. Такой способ резки улучшает удаление металла из реза и увеличивает производительность. Высокая производительность при дуговой резке достигается при использовании кислорода вместо воздуха.
Дуговая резка применяется также для резки высоколегированных сталей, чугуна и цветных металлов и сплавов.
Значительной производительности достигают при дисковой резке стали толщиной не более 20 - 30 мм; скорость резки составляет до 70 - 100 м/ч (0,019 - 0,027 м/сек). Ток в несколько тысяч ампер от понижающего трансформатора, проходя через диск к разрезаемому металлу, создает мощный электрический разряд, благодаря которому быстро нагревается металл. Диск диаметром около 1 м, имеющий окружную скорость 100 - 120 м/сек, мало нагревается, так как каждая точка диска находится в зоне разряда весьма короткое время и затем охлаждается в окружающем холодном воздухе.
§ 38. Газовая кислородная резка
Кислородная резка основана на свойстве металлов и их сплавов сгорать в струе кислорода с выделением большого количества тепла. Кислородной резке подвергаются металлы, имеющие температуру воспламенения в кислороде ниже температуры своего плавления, т. е. когда металл горит в твердом нерасплавленном состоянии. Кроме того, температура плавления окислов металла, выделяющихся при резке, должна быть ниже температуры плавления самого металла, что обеспечивает легкое выдувание окислов из зоны реза. Металл не должен иметь высокую теплопроводность для избежания охлаждения зоны резки.
Таким требованиям удовлетворяет железо и сталь с содержанием углерода до 0,7 % и низколегированные конструкционные стали.
Температура нагрева монолитного чистого железа, при которой начинает гореть железо, составляет около 1050'С. С увеличением содержания углерода в стали температура воспламенения повышается. При сгорании железа в струе кислорода выделяется в 6- 8 раз больше тепла, чем от сгорания ацетилена в струе кислорода. Резку стали толщиной до 2 м производят ацетилено-кислородным пламенем.
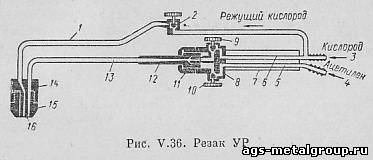
Для ручной газокислородной резки металла широко применяется универсальный резак УР (рис. 36). Он отличается от сварочной горелки тем, что имеет дополнительный канал для режущей струи кислорода; состоит из двух основных частей - ствола и наконечника. Ствол имеет рукоятку 7, ниппели для подвода ацетилена 4 и кислорода 3, трубки ацетиленовую 5 и кислородную 6, корпус 8 с регулировочными вентилями для ацетилена 10 и кислорода 9. Наконечник состоит из инжектора 11, смесительной камеры 12, трубки подачи горючей смеси 13, головки резака 14 со сменными внутренним (режущим) 16 и наружным (подогревательным) 15 мундштуками, трубки режущего кислорода 1 и вентиля 2. Такая конструкция резака применяется также при использовании пропано-бутановых смесей и естественного газа.
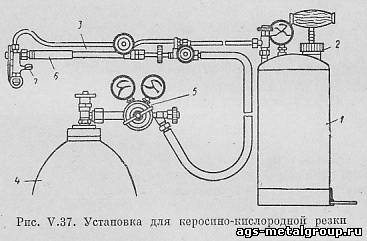
Резка стали осуществляется керосинорезом с использованием вместо ацетилена паров керосина или бензина. Установка для керосино-кислородной резки (рис. 37) состоит из бачка 1 для керосина емкостью 5,5 л, насоса 2 для создания давления в бачке до 2 ат (0,2 МПа), керосинореза 3, и кислородного баллона 4.
Кислород поступает из баллона через редуктор 5 в смесительную камеру керосинореза, в которой происходит смешивание кислорода с парами горючего. Жидкий керосин подается под давлением из бачка в испаритель 6, заполненный асбестом. Испаритель подогревается пламенем горючей смеси, выходящей из мундштука 7. Регулирование подачи горючей жидкости и кислорода осуществляется вентилями.
Высокоуглеродистые, высоколегированные стали, чугун, цветные металлы и сплавы обычно кислородной резке не подвергаются из-за высокой температуры воспламенения и образования тугоплавких окислов. Для их резки применяют кислородно-флюсовую резку, при которой вместе с режущим кислородом в зону реза вдувается порошкообразный флюс, состоящий из порошков железа и небольшого количества флюсообразующих материалов.
Железный порошок при сгорании в струе кислорода создает дополнительное тепловыделение, необходимое для расплавления тугоплавких окислов, а флюсующие материалы переводят окислы в жидкий шлак, который выдувается из зоны реза режущей струей кислорода. Для резки чугуна в состав порошкообразного флюса вводят около 35% порошкообразного феррофосфора, а для резки меди и ее сплавов до 25% алюминиевого порошка и 15% феррофосфора.
Кислородную резку стали, а также чугуна и цветных металлов начинают с кромки детали, для чего разогревают ее ацетилено-кислородным пламенем до температуры горения металла, после чего включают подачу режущего кислорода без отключения ацетилена; при этом происходит горение металла с выделением значительного количества тепла за счет окислительных реакций.
Образующиеся окислы и шлак выдуваются из зоны реза режущим кислородом. При резке внутри контура детали предварительно просверливается отверстие диаметром, равным ширине реза.
Для увеличения производительности при резке листов применяют пакетную резку. Листы плотно сжимают специальными приспособлениями или струбцинами и производят разрезку одновременно всех листов.
В металлургических цехах широко применяется резка кислородным копьем затвердевшего металла в летках плавильных печей или в литейных ковшах. Кислород пропускают через стальную трубку, плотно прижатую к прожигаемому металлу. Торец трубки предварительно нагревают. Происходит окисление железа с выделением большого количества тепла, в результате чего затвердевший металл расплавляется, частично сгорает и выдувается.
Производят также поверхностную кислородную строжку металла, удаляя расплавленный металл с части поверхности детали. Специальный резак выбирает канавку шириной 15 - 50 мм, глубиной 2 - 20 мм со скоростью 1,5 - 10 м/мин.
Кроме ручной резки применяют автоматическую, а также полуавтоматическую с использованием специальных станков, обеспечивающих точное перемещение резака по прямой, по кругу или кривой в соответствии с контуром вырезаемой заготовки.
Резак в точности воспринимает при резке металла перемещение копирного пальца по шаблону, изготовляемому из малоуглеродистой стали. Погрешности получаемых размеров не превышают 0,3 - 0,5 мм. Автомат обеспечивает чистую поверхность реза. Особенно рационально использовать автомат при серийном и массовом производстве для вырезки одинаковых деталей с минимальной механической обработкой.
Подводные резку и сварку металлов осуществляют электродуговым, электрокислородным и газо-кислородным способами.
При электродуговой резке и сварке применяют металлические электроды, покрытые специальной обмазкой и водонепроницаемым лаком. Электродуговую резку. угольными электродами используют редко.
Конец слоя обмазки образует козырек (чехол) на конце электрода, который защищает его от попадания воды и повышает устойчивость газового пузыря вокруг сварочной дуги.
Для электродуговой подводной резки металлов применяют значительную силу тока (800 - 1000 а).