В процессе очистки и обрубки с отливки удаляются пригар, остатки литниковой системы, неровности, приливы, заливы и т. д. Операциям очистки и обрубки предшествует операция выбивки отливки из формы.
После полного затвердевания металла отливки выбиваются из форм. Выбивка горячих отливок может привести к тому, что при быстром охлаждении на воздухе в них возникнут большие внутренние напряжения, которые могут повлечь за собой образование трещин.
Выбивка отливок - весьма трудоемкая операция и производится в условиях обильного выделения тепла, пыли и газов. Поэтому- операция выбивки, как правило, механизируется и автоматизируется. Мелкие и средние формы, заливаемые на конвейерах или рольгангах, проходят охладительный кожух и затем поступают на выбивку. Отделение выбивки размещается в изолированном помещении. Здесь расположена специальная выбивная провальная решетка, на которую формы сталкиваются пневмотолкателями. Под действием вибрации формовочная смесь и отливки проваливаются вниз на пластинчатый транспортер, а опоки по ленточному транспортеру возвращаются на участок формовки.
Выбивные инерционные решетки работают под действием сжатого воздуха или механического привода. Решетки с механическим приводом более надежны и часто применяются.
При единичном характере производства отливки выбиваются с помощью вибрационных траверс, которые подвешиваются к крюку крана. Стержни из мелких отливок выбиваются в процессе очистки их в барабанах.
В литейных цехах массового производства применяются специальные вибрационные машины для выбивки стержней. На таких машинах можно выбивать только стержни из песчаномасляных и заменяющих их смесей; для выбивки стержней из спекающихся глинистых смесей они непригодны.
Для выбивки глинистых стержней из средних и крупных отливок со значительными и сложными внутренними полостями применяются гидравлические установки.
Обычно гидравлическая очистка отливок производится в стальных или железобетонных камерах. Очищаемая отливка с помощью крана устанавливается на тележке, находящейся на поворотном круге, который приводится во вращение с помощью механизма и электродвигателя. Вода под давлением 150-200 ат (15- 20 МН/м²) подводится к гидромонитору и направляется на отливку струей диаметром 6-8 мм. Очистка отливки в камере производится после закрытия двери. Сущность гидравлической очистки состоит в том, что струя воды, под высоким давлением направляемая на неочищенную отливку, разрушает приставшую к ней формовочную смесь и находящиеся в отливке стержни, действуя при этом двояким образом: размывает приставшую смесь и стержни и разрезает их на куски. Лучшие результаты достигаются при очистке отливок струей воды с песком (пескогидроочистка).
§ 24. Обрубка и очистка отливок
Литниковые системы от мелких и средних чугунных отливок отбиваются кувалдой при операции выбивки; у крупных отливок эта операция производится после предварительной подрубки литника пневматическим зубилом.
Для удаления литников у отливок из легированной стали применяются дисковые пилы, а у алюминиевых отливок - ленточные пилы. В отливках из углеродистой стали литниковая система удаляется огневой резкой.
Очистка наружной поверхности от пригоревшей смеси производится в простых и дробеметных барабанах, дробеметных камерах периодического и непрерывного действия. Очистка в простых барабанах.Простые барабаны применяются для очистки небольших отливок весом до 50 кг. Очистка литья в простых барабанах - производительный и дешевый способ, очистки мелких отливок и широко распространен в литейных цехах.
Стальные отливки очищаются в барабанах дважды - до и после тепловой обработки (для удаления окалины). При вращении барабана отливки трутся между собой и подвергаются сотрясениям при переворачивании, благодаря чему от них отделяется приставшая формовочная смесь и частично высыпаются разрушенные стержни. Для ускорения и улучшения очистки в барабан добавляют звездочки, отливаемые из белого чугуна.
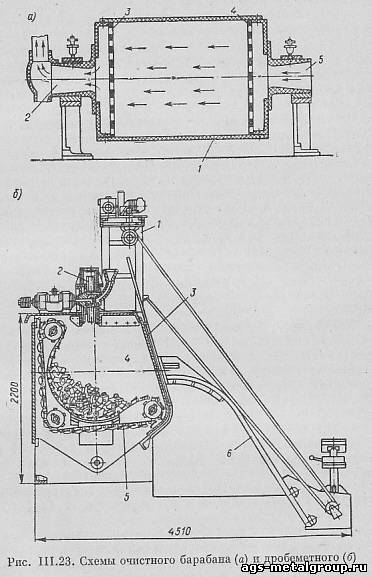
Схема устройства очистного барабана круглого сечения приведена на рис. 111.23,а. Отливки загружаются через люк во внутреннюю полость барабана 1, отделенную от полых цапф 2 и 5 решетками 3 и 4, которые предохраняют цапфы от попадания в них мелких отливок и звездочек. Цапфы вращаются в подшипниках, смазка которых производится через масленки. Отсос пыли происходит через левую цапфу. Длину люка рекомендуется делать по длине барабана, что ускоряет загрузку и выгрузку отливок. Очистка в дробеметных барабанах. Рабочим органом любой дробеметной установки является дробеметный аппарат-турбинка. Дробеметные барабаны применяются для очистки небольших отливок весом до 20 кг (рис. 111.23, б). Барабан имеет неподвижные торцевые стенки 4 и неподвижную при работе барабана крышку 3. Дно барабана образовано пластинчатой лентой 5, на которую загружают отливки ковшевым элеватором 6. При движении ленты снизу вверх отливки перекатываются, подвергаются действию струи металлической дроби, выбрасываемой дробеметной турбинкой 2 со скоростью 60 - 70 м/сек. После очистки отливки крышку 3 открывают, ленту направляют в обратную сторону (сверху вниз), и отливки автоматически выбрасываются в ящик. Дробь после очистки от пыли подают элеватором 1 в воронку дробеметной турбинки для вторичного использования.
Для очистки отливок сложной конфигурации применяются дробеметные столы, а для очистки средних и крупных отливок - дробеметные камеры. Очистка отливок от пригара производится также ультразвуковым методом в растворах кислот, при этом колебания жидкости превышают частоту звуковых колебаний. Обрубка отливок. В объем обрубных работ входит удаление, остатков пригара формовочной и стержневой смесей, удаление заливов, приливов, заусенцев, неровностей и остатков питателей на поверхности отливок. Кроме того, в случае надобности обрубщиками производится вырубка пороков отливок для исправления их заваркой. При механизированной обрубке литья применяется пневматический рубильный молоток. Обдирка отливок. Обдирка осуществляется абразивными кругами с целью удаления остатков заливов, заусенцев и неровностей, оставшихся после очистки и обрубки. Действие абразивных кругов состоит в том, что острые, выступающие наружу зерна круга выполняют такую же работу, как и зубья механической фрезы: они снимают с обрабатываемого предмета металл в виде очень мелкой, иногда даже пылевидной стружки. Поэтому при обработке абразивным кругом можно получить ровную, чистую поверхность.
При массовом производстве для обдирки отливок применяют автоматические обдирочные станки. Обдирка отливок при единичном и мелкосерийном производстве осуществляется на обдирочных станках трех типов - стационарных, подвесных и переносных.
Отливки весом до 30 кг обрабатываются на стационарных обдирочных двухместных станках с абразивными кругами диаметром 300 - 600 мм. Отливка в процессе обработки поддерживается подручником - суппортом, устанавливаемым на станке впереди круга. Подручник делается подвижным, чтобы по мере износа абразивного круга его можно было приближать к кругу, оставляя неизменной величину зазора между подручником и кругом.
Специальные стационарные обдирочные станки применяют для обдирки отливок из алюминиевых сплавов. Вместо абразивного круга на шпиндель станка в этом случае насаживается металлический опиловочный круг.
Скорость вращения шпинделя станка до 300 об/мин (5с-¹). Применяемые опиловочные диски имеют диаметр 300 мм.
На торцевой и цилиндрической поверхностях этих дисков имеются зубья, подобные зубьям фрезерованных напильников. На станке устанавливают два диска с противоположными направлениями резания: один - с левым, а другой - с правым. Диски изготовляются из стали У10 или У8.
Применение опиловочных дисков при обработке отливок из алюминиевых сплавов значительно облегчает труд рабочего и повышает его производительность в зависимости от конфигурации отливок на 25 - 100%.
Некоторые отливки неудобно обдирать на стационарных станках из-за большого веса, значительной длины или сложности конфигурации. Такие отливки обрабатывают на подвесных обдирочных станках, называемых маятниковыми.
Обдирка небольших поверхностей на крупных отливках осуществляется переносными электрическими или пневматическими обдирочными станками, имеющими небольшой вес; они легко переносятся одним рабочим. При крупносерийном производстве для обдирки отливок используют автоматы.

 Простые барабаны применяются для очистки небольших отливок весом до 50 кг. Очистка литья в простых барабанах - производительный и дешевый способ, очистки мелких отливок и широко распространен в литейных цехах.
Простые барабаны применяются для очистки небольших отливок весом до 50 кг. Очистка литья в простых барабанах - производительный и дешевый способ, очистки мелких отливок и широко распространен в литейных цехах.