Отливки изготовляются из конструкционных сталей (углеродистых и легированных), инструментальных и легированных со специальными свойствами.
Наибольшее применение в машиностроении имеют углеродистые стали с содержанием углерода 0,15 - 0,55%. Для производства отливок применяются следующие марки углеродистых сталей: 15Л, 20Л, 25Л, З0Л, 35Л, 40Л, 45Л, 50Л, 55Л; буква Л означает, что сталь предназначена для изготовления фасонных отливок, а цифры - содержание углерода в сотых долях процента. С повышением содержания углерода увеличивается прочность, текучесть, твердость стали и понижается ее пластичность.
Сталь 15Л применяют для отливок в электропромышленности (корпуса электродвигателей, крепежные детали и др.); в автотракторной промышленности; для отливок, подвергаемых цементации (зубчатые колеса, кулачки и др.).
Сталь 25Л используется для изготовления отливок рам, центров, колес, арматуры и др.
Сталь 35Л - для изготовления зубчатых колес, роторов, втулок, ступиц колес, кронштейнов и др;
Сталь 45Л - для отливок зубчатых колес, шнеков, бегунов, редукторов и др.
Сталь 55Л - для литого инструмента (режущего, мерительного и др.).
Стали со специальными свойствами содержат различные легирующие элементы: хром, никель, молибден, титан, цирконий и др.
Для деталей, обладающих жаропрочностью, при высоких температурах, используют стали марок Х18Н9ТЛ, Х9С2Л и др.
Высоким сопротивлением износу при абразивном и ударном воздействии обладают стали марок Г13Л, Х28Л. Большой износостойкостью отличается заэвтектоидная графитизированная сталь, содержащая 1,5 - 1,8% С, 0,9 - 1,4% Si, в которой сочетаются свойства стали и чугуна.
§ 39. Плавильные печи для производства стальных отливок
Для плавки стали применяют конверторы с боковым дутьем, мартеновские и электрические печи. Процесс плавки стали подробно изложен в разд. III. В настоящее время для плавки стали применяют преимущественно дуговые печи и реже индукционные без стального сердечника; наибольшее распространение имеют небольшие печи емкостью до 10 т.
§ 40. Особенности изготовления форм
Заливка форм для стальных отливок производится при температуре 1440 - 1600° С и поэтому формовочные и стержневые смеси должны обладать большой противопригарностью и газопроницаемостью. Помимо этого смеси должны иметь высокую податливость, так как сталь имеет повышенную по сравнению с чугуном и некоторыми другими сплавами литейную и объемную усадку.
Смеси приготовляют из разных высокоогнеупорных материалов кварцевого песка с высоким содержанием кремнезема, огнеупорной глины, хромистого железняка и др.
Для уменьшения литейных напряжений, возникающих в отливке в процессе остывания, увеличивают податливость формы и стержней. С этой целью во всех частях формы, как, например, в выступающих частях - болванках, а также и стержнях устраивают коксовые прослойки. Каркасы крупных стержней должны быть расположены на расстоянии не менее 50 - 60 мм от поверхности стержня.
Поверхности сухих форм и стержней покрываются огнеупорными красками, основными составляющими которых является пылевидный кварц (маршалит) и циркониевый песок.
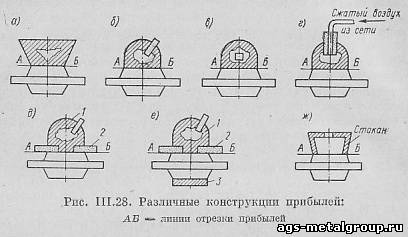
Обычно на верхних и массивных частях отливок устанавливают прибыли - резервуары жидкого сплава, питающего отливки при их затвердевании и восполняющего сокращение их объема. При этом размеры и расположение прибылей должны быть таковы, чтобы металл в прибылях затвердевал после затвердевания металла в утолщенных местах отливки; кроме того, в прибылях должны образовываться усадочные раковины. Наиболее эффективными являются прибыли сферической формы, так как они имеют наименьшую наружную поверхность при определенном объеме и поэтому меньше охлаждаются по сравнению с цилиндрическими и прямоугольными.
Различные конструкции прибылей стальных отливок приведены на рис. 111.28. Прибыль (открытая) рис. 111.28,а, как мало экономичная (имеет большие размеры) применяется в настоящее время довольно редко в серийном производстве. Все большее распространение получают экономичные сферические прибыли, в полости которых воздух проходит через трубку (рис. 111.28,б), а также прибыли, в которых повышенное давление создается за счет разложения газотворного вещества (например, мела), находящегося в патроне (рис. 111.28,в), или прибыли, в которые подается сжатый воздух (рис. 111. 28, г).
Для облегчения удаления прибыли 1 (рис. 111.28,д) применяется диафрагма 2 - пластинка из огнеупорного материала; в этом случае достаточно легкого удара по прибыли, чтобы она отломилась. Иногда для местного охлаждения массивной части отливки и перемещения усадочной раковины в противоположную сторону (например, в верхнюю прибыль) дополнительно к прибыли 1 с диафрагмой 2 устанавливается металлический холодильник 3 (рис. 111.28,е). Такие холодильники могут быть изготовлены не только из металла, но и из других теплопроводных материалов.
Для изготовления стального и цветного литья получили распространение прибыли с теплоизолирующими и экзотермическими оболочками (рис. 111.28,ж) в виде втулок или стаканов. Теплоизолирующие оболочки замедляют охлаждение прибыли и способствуют лучшему питанию отливки жидким сплавом из прибыли. Экзотермические оболочки еще в большей степени улучшают работу прибыли, так как при заливке жидкого сплава в форму происходит горение термита (смесь порошка алюминия с железной окалиной) и выделяется значительное количество теплоты, сильно разогревающей сплав в прибыли. Состав теплоизолирующей перлитной смеси (в вес. %): вспученный перлитный песок - 81; каолин (глина) - 19; сверх 100% - жидкое стекло (модуль 2,0 - 2,3; вес 1,48 - 1,52) - 0,40. Состав экзотермической смеси (в вес. %): алюминиевый порошок - 22; железная окалина - 54,5; селитра 2; коксовая мелочь - 7; коксовая зола - 7; жидкое стекло 7,5. Применение таких прибылей значительно увеличивает выход годного металла.
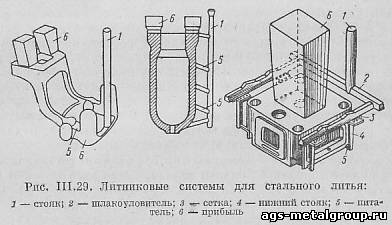
Литниковая система должна обеспечивать спокойное заполнение формы, направленное затвердевание сплава снизу вверх и не препятствовать его усадке. Некоторые конструкции литниковых систем для стального литья приведены на рис. 111.29.
Для изготовления сложных отливок среднего и большого веса применяют сифонную или многоярусную литниковую систему, где литниковые каналы расположены в керамических трубках (рис. 111.30).
§ 41. Термическая обработка отливок из стали
Отливки из стали до термической обработки имеют значительные внутренние напряжения, а в толстых сечениях крупнозернистое строение и низкие механические свойства.
Для снятия внутренних напряжений, получения мелкозернистой структуры и улучшения механических свойств отливки подвергают отжигу или нормализации. В зависимости от содержания углерода и толщины стенки отливки нагревают со скоростью 60 - 100° С в час до 800 - 900° С, затем их выдерживают при такой температуре из расчета около 1 ч на каждые 35 - 50 мм толщины стенки отливки, охлаждают в печи до 450 - 500° С и после этого на воздухе.
Для отливок из низко- и среднелегированных сталей также применяется отжиг или нормализация. В тех случаях, когда необходимо иметь отливки с высокими механическими свойствами, применяются предварительный отжиг и закалка с отпуском. Закаливающей средой в этом случае чаще является масло, реже вода. Температура отпуска устанавливается в зависимости от состава стали и требуемых свойств.
Отливки, подвергающиеся термической обработке, необходимо очистить от основной массы смеси (формовочной и стержневой). Тонкостенные и сложной формы отливки в процессе нагрева не должны находиться под тяжелыми отливками. Между отливками должен быть свободный проход для горячих газов, а нижние отливки следует располагать на подставках. Отливки должны быть сгруппированы по их химическому составу, что позволяет применять общий режим термической обработки.