Чугун - сплав железа с углеродом - один из лучших литейных сплавов. Содержание углерода в чугуне составляет более 2%. Кроме железа и углерода, в состав чугуна входят постоянные примеси: кремний, марганец, фосфор и сера. В зависимости от количества перечисленных элементов и структуры сплава различают чугуны серые, высокопрочные, ковкие и др. Для придания чугуну особых свойств, например повышенной прочности, износоустойчивости, кислотоупорности и т. п. в чугун вводят специальные элементы: хром, никель, титан, алюминий, медь, молибден, магний и др. Так, немагнитный высокомарганцевый чугун содержит 8 - 12% марганца, 1,5 - 2,0% меди, 0,1 - 0,7% алюминия.
Серый чугун, в котором углерод выделился в виде прямолинейных или более или менее искривленных (завихренных) пластинок графита, называется чугуном с пластинчатым графитом.
Чугун со значительным выделением графитовых включений прямолинейной формы (феррито-графитовый) имеет низкие механические свойства. Лучшими свойствами обладают чугуны, в которых меньше графитовых включений и форма их не прямолинейная, а завихренная, - феррито-перлито-графитовые и перлито-графитовые.
§ 30. Влияние химического состава, скорости охлаждения отливок на литейные и механические свойства чугуна
Химический состав чугуна обусловливает как механические, так и литейные его свойства. Рассмотрим влияние отдельных элементов, входящих в состав чугуна. Углерод. Для большинства отливок применяются чугуны с содержанием углерода от 2,7 до 3,6%. Чем выше содержание углерода, тем выше жидкотекучесть чугуна и ниже температура плавления.
После затвердевания чугуна углерод в нем может находиться в свободном состоянии в виде графита и в связанном состоянии в форме цементита Fe3C. С увеличением общего содержания углерода понижается механическая прочность чугуна, так как при этом увеличивается количество графита, снижающего прочность металлической массы.
Наиболее высокими механическими качествами обладает чугун, в котором содержание углерода в химически связанном состоянии составляет около 0,8%, а свободный углерод (графит) находится в виде мелких, равномерно распределенных пластинок. Кремний.Содержание кремния в обычных машиностроительных отливках не превышает 2,5%. Кремний - графитообразующий элемент, т. е. способствует выделению углерода в виде графита. Следовательно, влияние кремния на структуру и механические свойства должно рассматриваться совместно с влиянием углерода.
Структура чугуна в значительной степени зависит от скорости охлаждения: чем она больше, чем больше углерода оказывается в связанном состоянии, поэтому в тонкостенных отливках возможен отбел, т. е. значительная часть углерода оказывается в химически связанном состоянии. В толстостенных отливках, которые охлаждаются медленно, наоборот, большая часть углерода выделяется в виде крупных пластинок графита, и механические свойства таких отливок низки. Зависимость между структурой, толщиной стенки отливки и содержанием углерода и кремния приведены на рис. 111.24. Из диаграммы видно, что чем толще стенки отливки, тем меньше требуется углерода и кремния для получения заданной структуры. Марганец. Содержание марганца в чугуне колеблется в пределах 0,6 - 1,0%. Марганец повышает растворимость углерода в железе и препятствует образованию графитовых включений; с этим связано некоторое повышение механических свойств. При содержании марганца в указанных пределах нейтрализуется вредное влияние серы. Повышение содержания марганца способствует повышенной твердости чугуна и ухудшению обрабатываемости. Сера. Как и марганец, сера препятствует выделению углерода в виде графита. Кроме того, при повышенном содержании серы увеличивается усадка чугуна, снижается его жидкотекучесть, повышается хрупкость (красноломкость). В связи с этим содержание серы в чугуне не должно превышать 0,1 - 0,12%. Фосфор. На графитообразование фосфор не оказывает существенного влияния. Повышение содержания фосфора увеличивает жидкотекучесть чугуна и хрупкость (хладноломкость). Поэтому отливки машиностроительных деталей должны содержать не более 0,25% фосфора, но в отливках, предназначенных для художественного литья, и в тонкостенных для предметов народного потребления содержание фосфора достигает 1 - 1,5%. Никель. Подобно кремнию никель является графитизатором, способствующим разложению цементита Fe₃C; кроме того, он способствует образованию мелкого перлита. Обычно содержание никеля в сером чугуне составляет 0,3 - 0,4%. Хром. Наряду с никелем хром - одна из важнейших легирующих присадок в чугунах. Хром препятствует графитизации, увеличивает твердость и устойчивость против износа. Его обычно вводят в чугун совместно с никелем. При этом достигаются размельчение графита и выравнивание твердости в тонких и толстых сечениях.
Отливки из серого чугуна классифицируются по механической прочности. Наиболее распространенными марками являются СЧ 15-32, СЧ 18-36. Первые цифры марок показывают наименьшее допустимое значение предела прочности при растяжении (в кГ/мм²), а вторые - наименьшее значение предела прочности при изгибе (в кГ/мм²).
В маркировке высокопрочного чугуна ВК 60-2, ВК 45-5 первые цифры указывают наименьшее значение предела прочности при растяжении, а вторые - наименьшее относительное удлинение (в %).
Механические свойства и структура каждой марки чугуна регламентируются ГОСТом.
Химический состав чугуна, как правило, является факультативным, так как строение чугуна, а следовательно, и механические свойства зависят от химического состава, скорости и условий охлаждения, толщины стенок, технологии изготовления и др.
§ 31. Высокопрочные чугуны
Наиболее высокие свойства по сравнению с обычным серым чугуном имеют модифицированные чугуны. Отливки из серого чугуна СЧ 28-48, СЧ 32-52, СЧ 35-56 и СЧ 38-60 получаются только модифицированием. Для достижения устойчивых высоких механических свойств модифицированного чугуна в состав шихты вводят низколегированный чугун, содержащий хром и никель.
Для модифицирования выплавляется жидкий чугун, содержащий 2,6 - 3,4% углерода, 0,9 - 1,6% кремния и 0,8 - 1,3 марганца. Отливки из такого чугуна имеют структуру половинчатого (белого) чугуна. В состав чугуна вводится небольшое количество модификатора - вещества, содержащего элементы, способствующие выделению графита. Наибольшее применение в качестве модификатора имеет 75-процентный ферросилиций, добавляемый в жидкий чугун в количестве 0,3 - 0,6%. Модификатор вводится в размельченном виде. После затвердевания отливки у них получается структура серого чугуна с мелкими включениями графита. Такой чугун имеет повышенные механические свойства. Модифицированный чугун необходимо разлить в формы не позднее 10 - 15 мин после введения модификатора.
Освоение производства отливок из чугуна, модифицированного магнием, называемого высокопрочным, - большое достижение литейщиков. Такой чугун в отличие от обычного серого чугуна имеет более мелкую структуру; графит в нем находится в виде округленных включений, а не в виде продолговатых пластин, характерных для обычных серых чугунов.
Механические свойства магниевого чугуна приближаются к свойствам углеродистой стали; обладают высокой прочностью - предел прочности при растяжении 45 - 100 кГ/мм² (441 ÷ 980 МПа) и значительной пластичностью - относительное удлинение 1 - 20%. Такой чугун, кроме высокой прочности, имеет также хорошие антифрикционные свойства и с успехом применяется для изготовления ответственных литых деталей, а также деталей, подвергающихся трению, изготовлявшихся ранее из поковок и стальных отливок.
При производстве высокопрочного чугуна в качестве модификатора применяются вещества, способствующие выделению шаровидного графита: церий, магний, литий и др. Наибольшее применение имеют магний и магниевые лигатуры, т. е. сплавы магния с другими элементами, например с кремнием.
При модифицировании чугуна магнием одновременно с изменением формы графита, т. е. с выделением его в шаровидной форме, имеет место образование цементита, вследствие чего отливка отбеливается. Для устранения отбеливания чугуна повышают содержание углерода до 3,2 - 3,7%, кремния до 1,9 - 3,0% и понижают содержание марганца до 0,4 - 0,8%.
Кроме этого, после модифицирования магнием или одновременно с ним в ковш присаживается 75-процентный ферросилиций. Содержание фосфора должно быть не более 0,12%.
В процессе модифицирования магнием содержание серы в чугуне понижается до 0,02 - 0,03%. Количество вводимого в чугун магния и ферросилиция зависит от химического состава чугуна и толщины стенок отливки и составляет 0,2 - 0,4% магния и 0,3 - 0,6% ферросилиция от веса чугуна.
Магний вводят в жидкий чугун различными способами. Наиболее рациональный способ - введение его под давлением 3 - 5 ат (0,3 ÷ 0,5 МПа) в специальных автоклавах, при использовании которых обеспечивается лучшее освоение чугуном магния и получение стабильных свойств. Установка (рис. 111.25) состоит из крышки 3 и основания автоклава 1, кольца 2 для крепления крышки с основанием, опоры 8 с установленным литейным ковшом 4, механизмом 7 для подачи магния в колокол 5, гидроцилиндра для подъема крышки и кольца, смотрового окна 6, пульта и вспомогательных устройств. Вместе с магнием в жидкий чугун вводят ферросилиций для устранения отбела в отливке.
§ 32. Ковкий чугун
Ковкий чугун получается в процессе длительного отжига при высокой температуре (980 - 1050 С) отливок из белого чугуна определенного химического состава. Графит в ковком чугуне имеет хлопьевидную форму. Ковкий чугун в зависимости от способа плавки, отжига и химического состава может быть получен с ферритной и перлитной основой. Чугун с ферритной основой после отжига имеет бархатисто-черный излом и называется черно-сердечным, а чугун с перлитной основой имеет серебристо-серый излом и называется белосердечным.
Имеются чугуны с ферритной основой: КЧ 30-6, КЧ 33-8, КЧ 35-10 и КЧ 37-12 и перлитные: КЧ45-6, КЧ 50-4, КЧ 56-4, КЧ 60-3 и КЧ 63-2 (КЧ - ковкий чугун). Первая цифра показывает наименьшее допустимое значение предела прочности при растяжении в кГ/мм², вторая - наименьшее значение относительного удлинения в %.
Основным процессом получения ковкого чугуна является отжиг, при котором происходит графитизация или обезуглероживание отливок.
Процесс отжига состоит из двух стадий (рис. 111.26,а). Для получения ферритного черносердечного ковкого чугуна основной задачей процесса является графитизация. Первая стадия графитизации протекает при температуре 980 - 1000° С в течение времени, необходимого для распада первичного цементита.
Вторая стадия начинается с быстрого снижения температуры до 760 - 720° С и выдержке при этой температуре; происходит распад цементита, входящего в состав перлита, с образованием феррита и углерода отжига. После окончания второй стадии графитизации снижают температуру в печи до 450 - 550°С, и под с отливками выталкивается из печи. Длительность отжига может быть значительно сокращена модифицированием жидкого чугуна висмутом 0,02% и бором 0,04%.
Процесс отжига белого чугуна для получения перлитного белосердечного ковкого чугуна (рис. 111.26, б) протекает в окислительной среде (железной руде) и основой его является обезуглероживание.
В ближайшие годы для отжига ковкого чугуна найдут более широкое применение электрические печи, имеющие установки для получения защитных (нейтральных) газов, устраняющих окисление отливок при отжиге. Установка состоит из двух секций для раздельного осуществления первой и второй стадии графитизации. Процесс отжига автоматизирован, что сокращает длительность отжига до 30 - 35 ч.
§ 33. Плавка чугуна
Для плавки чугуна применяются вагранки, пламенные и электрические печи. К основным особенностям плавки в вагранках относятся непрерывность процесса, относительно низкий расход топлива и сравнительно высокий к. п. д. (40 - 45%). Стоимость плавки ниже, чем в пламенных или электрических печах. Производительность вагранок обычно равна 1 - 20 т/ч, а в отдельных случаях до 30 т/ч.
Емкость пламенных печей для плавки чугуна составляет 3 - 80 т, но наибольшее распространение имеют печи емкостью 10 - 30 т. Пламенные печи применяются в тех случаях, когда требуется получить жидкий чугун с температурой свыше 1450° С, с низким содержанием углерода (ниже 2,7%) и серы (ниже 0,08%), а также при необходимости загрузки в печь крупного чугунного лома.
Электрические печи, так же как и пламенные, применяются в тех случаях, когда требуется получить высокую температуру жидкого чугуна и особо ответственное литье из серого чугуна (например, поршневые кольца, цилиндры и др.). Преимущества этих печей особенно значительны при плавке легированного чугуна. Наибольшее распространение имеют дуговые электрические печи емкостью до 10 т; успешно внедряются и индукционные печи промышленной частоты для плавки чугуна.
В крупных механизированных цехах, изготовляющих литье из серого и ковкого чугуна, пламенные и электрические печи применяются в сочетании с вагранками. Расплавление чугуна производится в более экономичном агрегате - вагранке, а доводка по составу и температуре - в пламенной или электрической печи. Такой процесс плавки называется дуплекс-процессом.
При плавке чугуна применяются шихтовые материалы, топливо и флюсы; для футеровки- плавильных печей. используются огнеупорные материалы.
Металлическая составляющая шихты обычно состоит из 30 - 40% доменного чугуна, 20 - 30% возврата собственного производства (литники, брак литья), 20 - 40% чугунного лома, 10 - 15% стального лома. Применяют в основном доменный чугун литейный и в незначительном количестве - передельный. Кроме того, при необходимости получения нужного химического состава чугуна в шихту присаживается доменный ферросилиций с содержанием кремния 9 - 13% и зеркальный чугун с содержанием марганца 10 - 25%. Для модифицирования чугуна применяется электротермический ферросилиций, содержащий 45 и 75% кремния.
Операции набора, взвешивания и загрузки шихты в вагранку очень трудоемки и требуют больших физических усилий, поэтому проводятся механизация и автоматизация этих операций.
При плавке в вагранке преимущественно применяется твердое кусковое топливо, обычно каменноугольный кокс. Иногда используется жидкое и газообразное топливо совместно с твердым топливом для частичной замены кокса и уменьшения его расхода.
При плавке в вагранке можно частично применять и другие виды топлива: литейный антрацит, термоантрацит, пекотощий кокс и др., однако чаще всего используется литейный кокс.
В процессе плавки в вагранке образуются шлаки, содержащие золу кокса, песок, приставший к поверхности чушек, оплавившуюся футеровку и продукты окисления кремния (SiO²), марганца (MnO), железа (FeO) и др. Для перевода их в жидкий шлак в вагранку загружают флюс - известковый камень.
Для пламенных печей может быть использован любой вид топлива: твердое, жидкое, газообразное и пылевидное.
§ 34. Вагранка и ее конструкция
Наибольшее распространение имеет плавка чугуна в вагранках (рис. 111.27). В них переплавляется более 80% чугуна для производства отливок. Шахта вагранки 15, в которой происходят основные процессы плавки, состоит из кожуха 10 и футеровки 11. Кожух сваривается из отдельных цилиндрических обечаек высотой 1 - 1,5 м, изготовляемых из листовой стали толщиной 6 - 10 мм в зависимости от диаметра вагранки.
Часть шахты, расположенная ниже завалочного окна на 0,8 - 1,2 м, подвергается механическому разрушению под действием загружаемой шихты, поэтому верхняя часть шахты выкладывается чугунными пустотелыми кирпичами 12, которые в процессе кладки засыпают песком. Для поддержания кладки и увеличения жесткости кожуха к внутренней поверхности его приваривают отдельные сегменты 16.
Набивка пода 20 и розжиг вагранки производятся через рабочее окно 18, которое перед началом плавки закладывается шамотным кирпичом и закрывается дверцей 19. В кожухе вагранки вырезаются отверстия для загрузочного окна 14, рабочего окна 18, фурм 7 и соединительной летки б. Дымовая труба 13 является продолжением кожуха и только для вагранок диаметром более 1300 мм она несколько сужается для уменьшения веса и расхода футеровочного материала.
Обычно вагранки устанавливают на кирпичный или бетонный фундамент толщиной 350 - 500 мм, на котором закрепляется болтами фундаментная плита 24. Опорные колонны 23 отливаются из качественного чугуна (у вагранок диаметром до 900 мм) или из стали. Колонны нижними фланцами прикрепляют к фундаментной плите, к верхним же фланцам присоединяют стальную подовую плиту 22.
В центре подовой плиты имеется круглое отверстие для выгрузки остатков плавки. Отверстие закрывается двумя литыми полукруглыми дверцами 26, подвешенными на петлях и снабженными особым затвором; кроме того, дверцы подпираются стальной стойкой 25. К подовой плите приваривается кольцевой фланец 21 из углового железа, при помощи которого кожух вагранки приваривается к плите.
Воздухопровод, воздушная коробка 9 и три ряда фурм 7 представляют собой единую систему, подводящую воздух в область горения топлива и равномерно распределяющую его по периметру вагранки. Воздух от вентилятора подводится к воздушной коробке, откуда он поступает через фурмы в вагранку.
Для регулирования количества дутья, поступающего в вагранку через фурмы первого ряда, к воздушной коробке на болтах прикрепляются цилиндрические патрубки, в которых монтируются дроссельные клапаны 17. К нижнему концу патрубков прикрепляется отводное колено, подающее воздух в фурменные отверстия нижнего ряда.
Второй ряд фурм соединяется с воздушной коробкой короткими рукавами 8, третий же ряд фурм соединяет вагранку непосредственно с воздушной коробкой.
Копильник 4 представляет собой стальной кожух (толщина листа 8 - 10 мм), футерованный огнеупорным материалом. Копильник установлен на кирпичном фундаменте и соединен с вагранкой переходной леткой 6. К рабочей дверце копильника прикреплен желоб 1 для выпуска чугуна через летку 2. Выпуск шлака производится через шлаковую летку 3. Ремонт копильника осуществляется через рабочую дверцу. В некоторых конструкциях для этой цели устраивают съемную крышку 5.
В процессе работы вагранки в дымовую трубу уносится газами большое количество раскаленной пыли, которая осаждается на крыше помещения цеха и территории завода. Во избежание пожаров и загрязнения территории завода наверху дымовой трубы укрепляется искрогаситель для улавливания выделяющейся пыли.
Для уменьшения расхода футеровки и удлинения периода работы вагранки без текущего ремонта строят также вагранки с водяным охлаждением плавильного пояса.
Имеются конструкции вагранок (Гипростанок) с аппаратурой для автоматического контроля и регулирования процесса плавки, с высоким подогревом дутья, водяным охлаждением плавильного пояса, мокрой очисткой, дожиганием ваграночных газов и поворотным подогреваемым копильником барабанного типа.
§ 35. Процесс плавки чугуна в вагранке
После очередного ремонта вагранки, заключающегося в замене огнеупорного кирпича, выгоревшего при предыдущей плавке, в набивке пода формовочной смесью производят розжиг вагранки дровами, уложенными на под вагранки. После разгорания дров через загрузочное окно загружают крупные куски кокса. По мере разгорания кокса загружают дополнительно кокс до тех пор, пока он не заполнит вагранку выше фурм на высоту 600 - 800 мм. Объем кокса, находящийся между подом и верхним уровнем плавильного пояса, называется холостой колошей, над которой располагают в виде отдельных слоев металлическую шихту и рабочие топливные колоши. Флюс загружается вместе с топливом.
Воздух, вдуваемый через фурмы, вызывает интенсивное горение кокса, в результате чего в вагранке столб горячих газов, поднимающихся вверх, встречается с металлической частью шихты и нагревает ее.
Для устойчивости процесса плавки необходимо, чтобы уровень холостой колоши был всегда один и тот же. Это достигается тем, что вместо сгоревшей части кокса в холостую колошу вводится кокс из рабочих колош.
На высоте от уровня фурм 400 - 800 мм металл расплавляется и вместе со шлаком стекает вниз в горн и в копильник. После окончания плавки открывается днище вагранки, разрушается под и все остатки шихты вываливаются.
В процессе плавки происходит изменение химического состава шихтовых материалов вследствие окисления (угара) отдельных элементов. Содержание углерода практически мало изменяется. При производстве высококачественных чугунов для снижения содержания углерода в состав шихты вводят 15 - 25% стального лома, содержание которого в шихте иногда может быть больше 25 %.
Величина угара кремния составляет 10 - 15 %, а марганца 15 - 20%. Никель как трудноокисляющийся материал незначительно угорает; угар хрома равен 20 - 30 %, угар фосфора при плавке обычно не учитывается. Количество серы в чугуне увеличивается на 40 - 60% по сравнению с содержанием ее в шихте вследствие того, что часть серы, содержащейся в коксе, поглощается чугуном.
§ 36. Способы повышения температуры жидкого чугуна
Получение чугуна с повышенной температурой снижает брак литья, уменьшает расход металла на литниковую систему и сокращает слив металла. Особое значение имеет перегрев при производстве модифицированного и высокопрочного магниевого чугуна.
Продувка жидкого чугуна кислородом повышает температуру чугуна за счет окисления примесей. При расходе кислорода 6 - 8 м³ на 1 т расплавленного металла чугун нагревается до 1430 - 1450° С. Продувку чугуна кислородом осуществляют в горне, копильнике вагранки или в литейном ковше.
Электроподогрев чугуна производится на желобе вагранки. На площадке вагранки установлен трансформатор мощностью 500 кВА с напряжением на входе 380 В и на выходе 17,3 - 47,26 В; от него протянуты два провода к электродам, помещенным в желобе вагранки. Металл проходит по каналу, выполненному из шамотных трубок. Для обеспечения необходимого давления чугуна в канале установлена перегородка на конце желоба. Чугун, протекающий по каналу, замыкает электрическую цепь между электродами и нагревается.
Температуру нагрева чугуна можно регулировать временем прохождения тока между электродами. Для увеличения перегрева металла применяют дуплекс-процесс. Жидкий чугун из вагранки сливают в электродуговую печь, где чугун перегревают до необходимой температуры.
При выплавке обычного серого чугуна достаточный перегрев можно получить тщательной разделкой металлической шихты на мелкие куски, применением отсортированного от мелочи кокса и правильным ведением процесса плавки. Соблюдением этих условий при плавке в вагранке обеспечивается получение перегретого металла с температурой 1380 - 1390° С. Дальнейшее повышение температуры металла достигается подогревом дутья, обогащением дутья кислородом и др. Подогрев дутья повышает температуру жидкого чугуна до 1420 - 1450°С, приводит к снижению расхода кокса на 20 - 30% и к повышению производительности вагранки.
Повышение концентрации кислорода в воздухе ведет к повышению температуры газов в вагранке за счет интенсивного горения топлива и уменьшения ввода в вагранку азота. В результате повышается перегрев металла и снижается расход топлива.
Кислород вводится в вагранку двумя способами: общим обогащением подаваемого в вагранку воздуха и вдуванием кислорода через отдельные трубки в фурмы вагранки. Кислород к вагранкам подается от заводской кислородной станции или от баллонов. Расход кислорода составляет 10 - 20 м³ на 1 т чугуна. Применением кислорода для ваграночной плавки повышается температура жидкого чугуна на 20 - 50°, увеличивается производительность вагранки на 20 - 40%, снижается содержание серы в чугуне на 25 - 30%.
§ 37. Контроль процесса плавки
В процессе плавки металла периодически и при каждой смене состава шихты отливают пробные бруски для определения химического состава или отливают пробу в виде клина для контроля состава чугуна по величине отбела.
В форму заливают металл заранее известного химического состава, определяемого анализом проб в процессе плавки на содержание основных элементов металла. Проверяется соблюдение технологического процесса плавки: правильность загрузки шихтовых материалов, их габариты, давление дутья, температура жидкого металла и др.

 Содержание кремния в обычных машиностроительных отливках не превышает 2,5%. Кремний - графитообразующий элемент, т. е. способствует выделению углерода в виде графита. Следовательно, влияние кремния на структуру и механические свойства должно рассматриваться совместно с влиянием углерода.
Содержание кремния в обычных машиностроительных отливках не превышает 2,5%. Кремний - графитообразующий элемент, т. е. способствует выделению углерода в виде графита. Следовательно, влияние кремния на структуру и механические свойства должно рассматриваться совместно с влиянием углерода.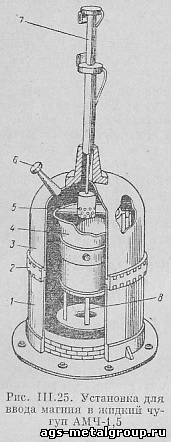 модифицирования выплавляется жидкий чугун, содержащий 2,6 - 3,4% углерода, 0,9 - 1,6% кремния и 0,8 - 1,3 марганца. Отливки из такого чугуна имеют структуру половинчатого (белого) чугуна. В состав чугуна вводится небольшое количество модификатора - вещества, содержащего элементы, способствующие выделению графита. Наибольшее применение в качестве модификатора имеет 75-процентный ферросилиций, добавляемый в жидкий чугун в количестве 0,3 - 0,6%. Модификатор вводится в размельченном виде. После затвердевания отливки у них получается структура серого чугуна с мелкими включениями графита. Такой чугун имеет повышенные механические свойства. Модифицированный чугун необходимо разлить в формы не позднее 10 - 15 мин после введения модификатора.
модифицирования выплавляется жидкий чугун, содержащий 2,6 - 3,4% углерода, 0,9 - 1,6% кремния и 0,8 - 1,3 марганца. Отливки из такого чугуна имеют структуру половинчатого (белого) чугуна. В состав чугуна вводится небольшое количество модификатора - вещества, содержащего элементы, способствующие выделению графита. Наибольшее применение в качестве модификатора имеет 75-процентный ферросилиций, добавляемый в жидкий чугун в количестве 0,3 - 0,6%. Модификатор вводится в размельченном виде. После затвердевания отливки у них получается структура серого чугуна с мелкими включениями графита. Такой чугун имеет повышенные механические свойства. Модифицированный чугун необходимо разлить в формы не позднее 10 - 15 мин после введения модификатора.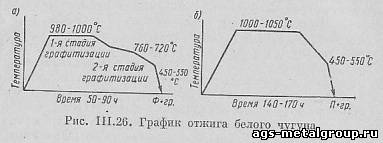 отжига состоит из двух стадий (рис. 111.26,а). Для получения ферритного черносердечного ковкого чугуна основной задачей процесса является графитизация. Первая стадия графитизации протекает при температуре 980 - 1000° С в течение времени, необходимого для распада первичного цементита.
отжига состоит из двух стадий (рис. 111.26,а). Для получения ферритного черносердечного ковкого чугуна основной задачей процесса является графитизация. Первая стадия графитизации протекает при температуре 980 - 1000° С в течение времени, необходимого для распада первичного цементита.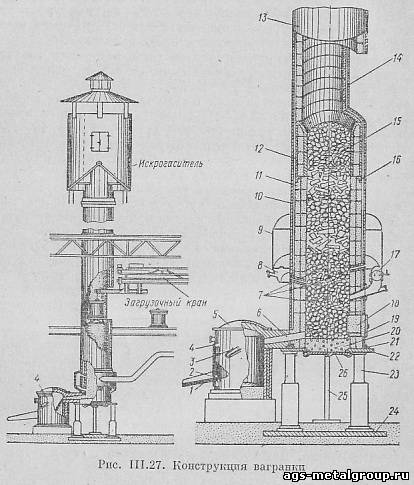 распространение имеет плавка чугуна в вагранках (рис. 111.27). В них переплавляется более 80% чугуна для производства отливок. Шахта вагранки 15, в которой происходят основные процессы плавки, состоит из кожуха 10 и футеровки 11. Кожух сваривается из отдельных цилиндрических обечаек высотой 1 - 1,5 м, изготовляемых из листовой стали толщиной 6 - 10 мм в зависимости от диаметра вагранки.
распространение имеет плавка чугуна в вагранках (рис. 111.27). В них переплавляется более 80% чугуна для производства отливок. Шахта вагранки 15, в которой происходят основные процессы плавки, состоит из кожуха 10 и футеровки 11. Кожух сваривается из отдельных цилиндрических обечаек высотой 1 - 1,5 м, изготовляемых из листовой стали толщиной 6 - 10 мм в зависимости от диаметра вагранки.