§ 25. Способы повышения качества стали обработкой в ковшах
Удаление газов, а также снижение содержания вредных примесей в стали производится вакуумной обработкой в ковшах. При этом извлечение газов в условиях разрежения воздуха 5 - 40 мм рт. ст. (0,7 - 5,3 кПа) происходит за 10 - 25 мин. Для этого ковш со сталью помещают в герметизированные камеры, из которых насосами отсасывают воздух. Еще более полное удаление газов достигается при разливке слитков в вакуумной камере.
Повышение качества стали, выплавленной в мартеновских печах, электропечах и конверторах, производится обработкой ее в ковше синтетическими шлаками. Жидкая сталь выливается в ковш с жидким синтетическим шлаком (в количестве 4 - 6% от веса металла), который специально готовится в другой печи. В связи с резко увеличивающейся поверхностью соприкосновения металла и повышенной активностью шлака последний в течение нескольких минут рафинирует металл и снижает содержание серы, кислорода и других примесей. Сталь после вакуумной обработки, а также обработки синтетическими шлаками, приобретает более высокие и однородные механические свойства при комнатных и низких температурах и повышенную долговечность.
§ 26. Разливка стали
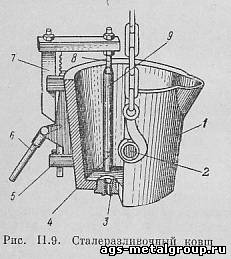
Сталь, выплавленная в печи, выпускается в сталеразливочный ковш (рис. 11.9), из которого затем разливается на слитки. Снаружи ковш имеет металлический кожух 1 с цапфами 2, внутри он футерован огнеупорным шамотным кирпичом. Сталь из печей по желобу поступает в ковш сверху. В ковш попадает и некоторое количество шлака, предохраняющего сталь от быстрого остывания и окисления. Емкость ковшей колеблется в пределах 0,5 - 375 т и более. Сталь в ковше выдерживается 5 - 15 мин с целью более полного удаления газов, частиц шлака и снижения температуры металла. Затем открыв огнеупорную пробку 4 с помощью рычажного стопорного устройства, состоящего из стержня 8 с огнеупорным слоем 9, рычага 6, штока 7 и упора 5, выпускают сталь из ковша через отверстие в его днище (стаканчик 3). Преимущество такого способа выпуска стали - уменьшение возможности попадания в нее шлака, недостаток - большой напор металла и опасность «замерзания» его в стопорном отверстии.
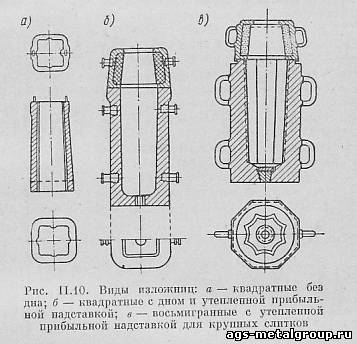
Жидкую сталь разливают в изложницы (рис. 11.10) для получения слитков. Изложницы отливают из чугуна, реже из стали. Квадратные изложницы применяют для получения слитков на прокат и поковки; шестигранные и восьмигранные - для поковок, прямоугольные - для листов, круглые - для труб. Изложницы бывают без дна и с глухим дном.
Изложницы устанавливают на массивный чугунный поддон, чтобы через нижнюю часть изложниц не вытекал металл. Прибыльные надставки являются частью изложницы и служат для формирования прибыльной или головной части слитка. Для уменьшения скорости охлаждения прибыльной части надставки выкладывают внутри огнеупорными кирпичами. Вес стальных слитков колеблется в пределах 0,5 - 250 т и выше. Чаще всего для проката отливаются слитки весом 6 - 8 т. Применяются два способа разливки стали в изложницы - сверху и снизу (сифонная). Разливка сверху в изложницы, имеющие уширение вверху (рис. 11.10, б, в), применяется для получения крупных слитков спокойной (полностью раскисленной) стали. Сталь при этом заливается через верхнюю часть изложницы.
При заливке крупных слитков используют промежуточную воронку. При разливке спокойной стали сверху слиток получается плотным, а в прибыльной части образуется сосредоточенная усадочная раковина, которая вместе с прибылью удаляется. С целью уменьшения размеров отхода и прибылей в слитках утепляют прибыльные надставки; прибыльную часть слитка подогревают засыпкой сверху на металл малотеплопроводных или горючих смесей (FeSi), газовыми горелками, электрической дугой, пропусканием тока через шлак, индукционным нагревом и другими способами; снижают температуру и скорость заливки металла в изложницы; изготовляют изложницы с уширением кверху. Количество неметаллических включений в слитках спокойной стали, разлитой сверху, получается меньшим, чем при сифонной разливке.
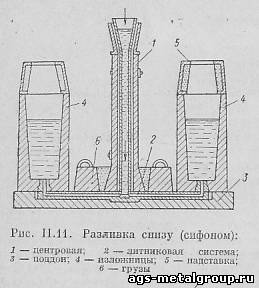
Слитки среднего и малого веса из спокойной и кипящей стали (раскисленной неполностью) чаще всего получают более производительной сифонной разливкой (рис. 11.11) в изложницы с уширением кверху или книзу (рис. 11.10, а). Изложницы устанавливают на чугунные поддоны с каналами для литниковой системы. Заливка металла производится через центровой литник 1 и одновременно заполняют от 2 до 50 и более изложниц. При этом более сильно разогревается нижняя часть слитка и вместо сосредоточенной раковины в кипящей стали получается большое количество газовых пузырей и усадочных пор, заваривающихся при прокатке слитка.
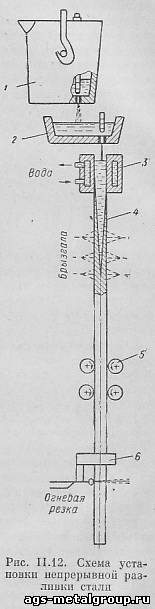
Разливка стали в изложницы описанными способами малопроизводительна и дает низкий выход годного металла. Более совершенной является непрерывная разливка стали, схематически показанная на рис. II.12. Жидкий металл из сталеразливочного ковша 1 через промежуточное устройство 2 попадает в медную водоохлаждаемую коробку - кристаллизатор 3, в котором образуется корка литой заготовки 4. По мере протягивания вниз роликами 5 литая заготовка дополнительно охлаждается водой, окончательно затвердевает, разрезается газовым резаком 6 на мерные куски и далее направляется на прокатку. Сечение получаемой заготовки 175 Х 420 мм и более. Скорость вытягивания литой заготовки составляет 0,5 - 2,5 м/мин. На одноручьевой установке при разливке заготовок сечением 165 Х 1000 мм производительность достигает 70 т/ч. Количество ручьев в установках - 8 и более. Кроме высокой производительности непрерывная разливка имеет следующие преимущества: снижаются эксплуатационные расходы и себестоимость стали; отпадает надобность в изложницах; повышается выход годного металла; отпадает необходимость в крупных обжимных станах типа блюмингов.
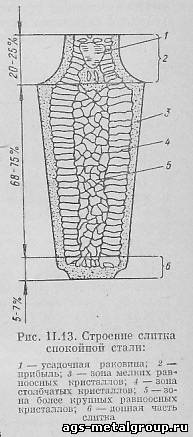
В связи с направленной кристаллизацией металла в изложницах от периферии к центру и снизу вверх, а также ввиду изменяющихся условий затвердевания стали кристаллическое строение слитка получается неоднородным: снаружи (рис. 11.13) - мелкие равноосные кристаллы, получаемые в условиях наиболее быстрого охлаждения, далее вытянутые столбчатые кристаллы и внутри опять равноосные кристаллы. В верхней части слитка расположена усадочная раковина, причем верхняя (20 - 25%) и донная части слитка (5 - 7%) являются отходами. К дефектам стального слитка относятся: раковины (усадочные и газовые), усадочная пористость и газовые пузыри; неоднородность в распределении примесей - углерода, серы, фосфора и газов (ликвация); поперечные и продольные трещины; повышенные количества неметаллических включений окислов, сульфидов, силикатов, а также вредных газов - водорода, азота и кислорода.
Строение слитка кипящей стали значительно отличается от строения слитка спокойной стали. В слитке кипящей стали в верхней его части отсутствует сосредоточенная усадочная раковина, но имеется много газовых пузырей, расположенных у поверхности и в глубине слитка. Для слитков кипящей стали характерны более сильно выраженная неоднородность в распределении примесей, а также более высокое их содержание. От верхней части слитков кипящей стали отрезается в отход значительно меньше металла, снижается расход ферросплавов, в связи с чем производство кипящей стали экономически выгодно.