Защита от коррозии резервуаров на нефтепромыслах республики Башкортостан
С проблемой коррозионного разрушения стальных резервуаров нефтяники Башкирии столкнулись в пятидесятых годах на Ишимбайских месторождениях при добыче угленосной нефти, содержащей сероводород. Проблема усугублялась вводом в эксплуатацию новых месторождений, содержащих сероводород, и вступлением в позднюю стадию разработки старых. Появление сероводорода в добываемой продукции Туймазинского, Арланского, Шкаповского и других месторождений Башкирии связано с заражением пластов сульфатвосстанавливающими бактериями, которые в процессе жизнедеятельности выделяют сероводород и сами участвуют в процессе коррозии, ускоряя его.
Коррозионное разрушение резервуаров и отсутствие эффективной защиты привело к технологически необоснованному росту их количества, т. к. срок между капитальным ремонтом резервуаров без защиты составлял 2 - 5 лет. Это потребовало строительства резервных емкостей с тем, чтобы успевать капитально ремонтировать вышедшие из строя резервуары и иметь резерв на случай аварийного выхода. Таким образом, количество их в АНК «Башнефть» было доведено до 420 шт., что на 25 - 30% больше, чем требуется по технологии и технологическим нормам.
Положение с резервуарным парком осложнилось еще и тем, что в период 1985 - 1993 гг. на нефтепромыслы Башкирии в массовом количестве поступали резервуары, предназначенные для эксплуатации в холодных районах Западной и Восточной Сибири. Они были изготовлены из хладостойкой стали 092ГС. Эта сталь характеризуется повышенной хрупкостью, потерей прочности под влиянием сероводорода и пониженной по сравнению со Ст-3 коррозионной стойкостью в агрессивных средах.
В настоящее время парк резервуаров, выполненных из стали 09Г2С, составляет около 25%. С появлением возможности выбора, с 1993 года в АНК «Башнефть» приобретаются резервуары, изготовленные только из Ст-3. Это позволит несколько увеличить межремонтный срок их службы, избежать внезапного разрушения в нижних поясах и зоне сварных стыков. Но данное мероприятие не решает проблемы эксплуатационной надежности, т.к. средняя скорость коррозии СТ-З, в сложившихся условиях, составляет 1,0 - 2,5 мм/год.
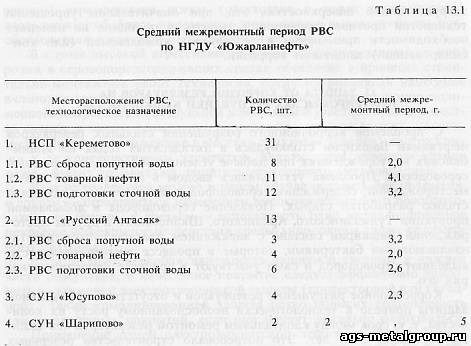
Характерным для резервуарного парка АНК «Башнефть» является анализ, проведенный в НГДУ «Южарланнефть» в период с 1986 по 1992 год по пятидесяти резервуарам различного назначения (табл. 13.1).
Следует отметить, что часть из указанных резервуаров имела ту или иную противокоррозионную защиту. Но несмотря на это их межремонтный период не увеличился и составил всего от 2-х до 4-х лет.
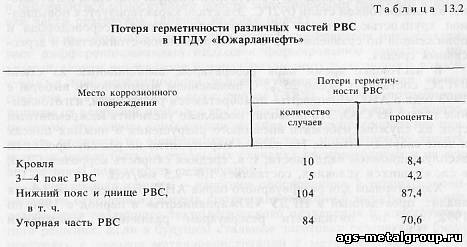
По группе резервуаров этого НГДУ был сделан анализ остановки по причине потери герметичности в той или иной части (табл. 13.3).
Из этих данных видно, что наиболее уязвимое место в резервуарах - уторная часть, где днище сваривается с цилиндрической частью (70,6%). Нижний пояс и днище выходит из строя в 16,8% случаев. Выход из строя кровли резервуара в 8,4% случаев, на наш взгляд, занижен, т. к. частичная потеря герметичности резервуара из-за коррозии металла крыши происходит раньше и не ведет к его остановке.
Таким образом, статистические данные показывают, что эксплуатация резервуаров без противокоррозионной защиты не представляется возможной.
В АНК «Башнефть» в последние годы, наряду с традиционной изоляцией внутренних стенок лакокрасочными покрытиями холодной сушки, велись испытания и работы по защите резервуаров от коррозии следующими методами:
- предотвращение или замедление коррозии кровли и верхних поясов резервуаров с помощью нефтяных растворов ингибиторов коррозии методом периодического разбрызгивания нефти через стационарные системы ее распыления внутри резервуара;
- с помощью применения летучих ингибиторов коррозии;
- электрохимической (протекторной) защитой днища и нижних поясов в водной среде установкой протекторов из цветных металлов, которые выступают в качестве жертвенных (растворяющихся) анодов и тем самым защищают от коррозии стенки резервуара, а также наложением внешнего электрического тока (катодная поляризация) на систему днище - стенка резервуара (катод) и специального нерастворяющегося анода.
В конце 70-х годов в НГДУ «Южарланнефть» и НГДУ «Арланнефть» испытывались летучие ингибиторы коррозии для защиты кровли и верхних поясов типа Д-1 и Д-2, разработанные институтом ЮжНИИгипрогаз. Ингибиторы в контейнерах помещались внутри резервуара в газовой фазе. За счет своей летучести ингибитор адсорбировался на кровле резервуара и тем самым создавал защитную пленку. Контроль за эффективностью ингибитора велся по образцам-свидетелям, установленным в специальной плате, которая крепилась в смотровом люке резервуара. Образцы полностью имитировали условия работы металла кровли резервуара. При заливке «свежей» порции ингибитора степень защиты составляла более 80%, однако со временем показатель эффективности уменьшался. При обследовании выяснилось, что ингибитор в контейнере разбавлялся за счет конденсации паров воды и углеводородов и тем самым его эффективность резко падала. Из-за невозможности устранения этого явления работы по защите кровли резервуара летучими ингибиторами были прекращены.
Согласно рекомендациям институтов ВНИИСПТнефть и ТатНИПИнефть в НГДУ «Южарланнефть», НГДУ «Аксаковнефть» проводились испытания технологии нанесения распылением на металл крыши резервуара ингибированной нефти. Эта технология оказалась недостаточно эффективной по следующим причинам: непродолжительный (около 1 месяца) срок действия ингибитора; относительно большой расход ингибитора (более 1 тонны на одну обработку); несовершенство системы распыления ингибированной нефти - громоздкость конструкции и отсутствие контроля за сплошностью нанесенного слоя.
В настоящее время в НГДУ «Аксаковнефть» ведутся испытания новой ингибирующей композиции с более длительным сроком последействия и требующей поэтому более редких обработок.
Очевидно, ингибирующие композиции для защиты крыш и верхних поясов резервуаров следует рассматривать как временную защиту, когда более эффективные методы невозможно применить по тем или иным причинам.
В разные годы в объединении «Башнефть» проводились работы по восстановлению герметичности крыш резервуаров за счет формирования на прокорродировавшем металле стеклопластиковых оболочек. Стеклопластиковое покрытие состояло из нескольких слоев стеклоткани и связующей композиции на основе эпоксидных и полиэфирных смол. Сцепление стеклопластика с металлом крыши обеспечивалось за счет адгезии смолы и механического крепления скобами. Результаты были положительными и поставленная задача герметизации резервуара решалась, но металл крыши и фермы резервуара продолжал корродировать. Это приводило к провалу всей конструкции крыши во внутрь резервуара. Эта технология может быть применена для отдельных участков крыши резервуара в качестве временных мероприятий для герметизации резервуара.
Интерес представляют работы, проведенные в НГДУ «Арланнефть» по монтажу крыши из алюминиевого сплава АМГ-З, который был предварительно испытан и показал хорошие результаты в серо-водородсодержащих средах. Сплав и конструкция крышы были разработаны сотрудниками ВНИИТнефть под руководством доктора технических наук Кагана Л. С. Сам резервуар (объемом 5 тыс. м³) изготовлен из Ст-3 по рулонной технологии. После монтажа днища и корпуса была проведена сборка конструкции крыши, изготовленной в заводских условиях. Настил крыши был осуществлен на месте с помощью аргоновой сварки. Соединение крыши с опорным кольцом проведено с помощью кадмированных болтов. Во избежании образования электрохимической пары сталь-алюминий, на место соединения крыши с опорным кольцом нанесен кремнеорганический изоляционный слой. Алюминиевая крыша снимает проблемы, связанные с отложением пирофорных соединений, снижает общую коррозию днища резервуара, которая протекает из-за сульфидных осадков, падающих с крыш стальных резервуаров. Удорожание резервуара с крышей из алюминиевого сплава составило около 40%. Эксплуатация данного резервуара покажет целесообразность применения сплава алюминия для крыш по сравнению с существующими методами защиты.
Широкое применение на нефтепромыслах Башкирии нашла электрохимическая защита (ЭХЗ) внутренней поверхности резервуаров с использованием внешнего электрического тока (катодная) или тока, возникающего при взаимодействии защищаемой поверхности металла с цветным металлом - анодом (протекторная защита).
У этого способа защиты есть свои преимущества и недостатки.
Во-первых, необходимо чтобы ЭХЗ обеспечивала непрерывно защитным током и потенциалом поверхность металла, подвергаемую коррозией. При отсутствии или перерывах в подаче тока катодная защита не только не действует, но усиливает разрушение.
Во-вторых, необходимо, чтобы на поверхности металла потенциал поддерживался не ниже защитного.
Далее, нужно чтобы анодные устройства эксплуатировались без осадкообразования, поскольку существующие аноды быстро зарастают осадками, препятствующими их работе, а система защиты становится неэффективной.
Наконец, катодная и протекторная защита эффективны лишь при наличии на корродируемой поверхности металла изоляционных лакокрасочных покрытий. В их отсутствии ЭХЗ становится очень дорогой и неэкономичной, а выделяющийся при этом кислород, водород и, возможно, хлор могут сильно повысить коррозионную агрессивность хранимой в резервуарах пластовой (сточной) воды.
Из действующих на сегодня 41 РВС в НГДУ «Краснохолмскнефть» оборудовано катодной и протекторной защитой 30 РВС (73%), в том числе протекторной - 9, катодной - 21.
В монтажных работах инструктивную помощь оказали представители ТатНИПИнефть.
За прошедшие 5 лет аварийных утечек в резервуарах из-за коррозии не было.
Осмотр системы ЭХЗ через 3 года показал наличие хорошей защиты стенок РВС от коррозии. Расход анодов из цветных сплавов составил около 60% от первоначального веса. Так как саморастворение алюминий-цинк-магниевых сплавов составляет значительную величину в минерализованных водных средах промыслов, то количество протекторного сплава, затраченного на собственно ЭХЗ еще не определено и требует оценки, чтобы рассчитать, насколько эта система защиты от коррозии эффективна. При осмотре РВС № 3 УПС-34 через 2,5 года после ввода в действие катодной защиты коррозии не обнаружено. Для сравнения, в РВС № 1 и № 2, работавших без катодной защиты, через 2 года произошли аварийные утечки, а днище и нижние пояса имели многочисленные язвы.
Первые РВС с протекторной защитой в НГДУ «Краснохолмскнефть» пущены в эксплуатацию в январе 1993 года. В августе 1995 года осмотрели один из резервуаров. Признаков коррозии не обнаружено, но протекторы полностью растворились. Они были изготовлены из очень активного сплава АЦБ-МГ5.
Опыт эксплуатации катодной защиты в НГДУ «Краснохолмскнефть» при положительных результатах выявил следующие недостатки:
- расположение анодов в полиэтиленовых трубах приводит к быстрому забиванию их грязью и выходу из строя системы защиты. Наряду с этим происходит неравномерный расход анода (против отверстий в трубе);
- расположение анодов в одну линию по диаметру днища вызывает появление трещин в графитовых анодах и отказ системы ЭХЗ. По этой причине было 15 отказов.
В НГДУ применялись различные схемы расположения графитовых анодов: лучевое, по диаметру РВС. Но наиболее удачной оказалась система монтажа анодов по методу АНК «Башнефть», где расположение анодов применялось открытое, по периметру днища, с отдельным соединением каждого анода. Это резко повышает надежность работы системы ЭХЗ.
В целом работники НГДУ «Краснохолмскнефть» считают ЭХЗ достаточно эффективной при условии обязательного нанесения защитных покрытий.
При обнаружении падения защитного потенциала необходимо немедленно вскрывать резервуар для выявления и устранения причин, чтобы предотвратить последующее коррозионное разрушение резервуара. Поэтому эксплуатация катодной ЭХЗ требует к себе большого внимания, поскольку ее устройство еще очень сложное и не всегда гарантирована эффективная защита от коррозии.
В 1989 году работниками НГДУ «Южарланнефть» был предложен и внедрен способ защиты днищ резервуаров путем заливки композиций, приготовленных из бентонитовой глины с добавками. В результате между водной агрессивной подтоварной водой и металлической поверхностью днища формируется разделительный барьер. Этот тип защиты позволил увеличить средний межремонтный период РВС в 2 - 2,5 раза.
Перед применением притивокоррозионной защиты этого вида в резервуаре проводится большой объем ремонтных работ: замена больших участков днищ, корпуса и кровли, коррозионный износ которых достиг установленных пределов.
Для защиты днища туда заливается глинистая композиция, содержащая барит, который скапливается в нижнем слое глины. Кроме того, глинистый слой затем покрывается порошком полиакриламида (ПАА), который в виде студенистой массы предотвращает размыв глинистого слоя.
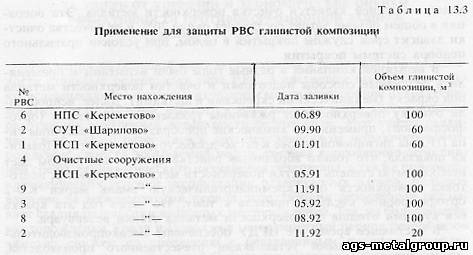
В мае 1989 года в РВС-5000 М б НСП «Кереметово» было залито 100 м³ глинистой композиции толщиной не менее 5 см. Через два года резервуар осмотрели. Коррозии металла под глиной не обнаружено. Однако, глинистый слой в местах поступления в резервуар нефти и работы пробоотборников разрушился, что вызвало локальную коррозию в месте отсутствия защиты. Для устранения выявившихся недостатков были внедрены мероприятия с установлением защитных металлических колец. В РВС-5000 № 9 также получены неплохие результаты по защите от коррозии. Предложенный способ защиты нашел в НГДУ «Южарланнефть» широкое распространение, что видно в нижеследующей таблице.
В результате освоения этого вида защиты число ремонтов РВС сократилось в 2 - 2,5 раза.
Вместе с тем следует указать, что испытания показали ряд недостатков: композиция находится в жидком состоянии: трудно обеспечить с ее помощью надежную защиту днища. Кроме того, металл днища под глинистой композицией не приведен в предварительно защищенное состояние, что делает его чувствительным к проникновению к нему даже следов коррозионной среды и, возможно, сульфатвосстанавливающих бактерий. И, наконец, в составе глинистой композиции отсутствует бактерицид. Поэтому подобная защита требует дальнейшего совершенствования.
Эти вопросы были учтены при разработке метода применения глинистых покрытий для днища резервуаров. В НГДУ «Аксаковнефть» защищен этим способом РВС № 1 в НСП «Раевка» в 1994 году.
Перечисленные выше защитные мероприятия не требуют больших капитальных вложений и могут быть рекомендованы в качестве временных, недолгосрочных методов защиты резервуаров от коррозии. Они позволяют продлить межремонтный период РВС в 2 - 2,5 раза, но не позволяют вывести срок службы резервуаров на нормативный (15 - 20 лет).
Стало очевидным, что решающим фактором и действенным мероприятием по защите внутренних стенок стальных резервуаров от коррозии является качественное нанесение защитных покрытий на их внутреннюю поверхность, учитывающее зональный характер их коррозии. И одновременно, повышение эффективности (т. е. подстраховка) нанесенных покрытий электрохимической (проектной или катодной) защитой, т. к. любое покрытие через некоторое время становится пористым и проницаемым для коррозионной среды.
Защитные покрытия на полимерной основе для предотвращения коррозии внутренней поверхности резервуаров сейчас применяют все НГДУ АНК «Башнефть». Эти работы выполнялись собственными силами и с привлечением сторонних организаций. Суть технологии сводится к механической (абразивной) или химической обработке металлической поверхности, обезжириванию тех или иных лакокрасочных материалов, устойчивых к агрессивным средам, хранящимся в резервуарах. В технологическом процессе окраски важнейшей и решающей операцией является очистка поверхности металла. Эта операция в общем объеме затрат составляет около 70% и от качества очистки зависит срок службы покрытия в целом, при условии правильного подбора системы покрытия.
В нефтяной компании в разные годы были испытаны и применялись различные способы подготовки и очистки поверхности металла под окраску (механическими скребками и щетками). Далее, испробовали очистку поверхности от ржавчины травлением кислотами (ортофосфорной), применялись химические преобразователи ржавчины типа ПРЛ на лигниновой основе и песко-дробеструйную очистку. Практика показала, что только абразивная очистка дробью или песком дает необходимую степень очистки поверхности металла. Например, подготовка поверхности под кремнийорганическую эмаль марки КО-2 ортофосфорной кислотой привела к тому, что через год эта краска вся кусками отошла от поверхности металла стенки резервуара.
В настоящее время все НГДУ обеспечены высокопроизводительными дробеструйными установками отечественного производства, закуплены для испытаний три дробеструйные беспылевые установки фирмы «Гидрофлекс» (Голландия) . В дальнейшем в АНК «Башнефть» будет применяться только абразивная очистка поверхности резервуаров под покрытие.
Следующим важным этапом обеспечения качественной защиты резервуаров от коррозии является правильный подбор лакокрасочных материалов. На предприятиях нефтяной компании были испытаны и применены десятки марок отечественных и зарубежных материалов. Из отечественных наиболее эффективными являются ЭП-00-10, ХС-5132, ЭП-5116,ФЛ-62. Из импортных систем покрытий наиболее стойкой оказались праймер-Инерта-ЗНВ, эмали Инерта-150 и Инерта-160 производства фирмы «Текнос-Винтер» (Финляндия). Срок службы этих покрытий не менее 10 лет.
Учитывая необходимость качественного нанесения защитных покрытий, следует обучить персонал, выполняющий эти работы, тщательному соблюдению технологии работы на всех без исключения стадиях нанесения изоляции: подготовительных работах, предварительной подготовке поверхности металла перед очисткой, самого процесса очистки металла от загрязнений, обезжиривания и обеспыливания очищенной поверхности, контроль за степенью чистоты поверхности металла, нанесении и осушке последовательных слоев покрытия, тщательный контроль за качеством защитных покрытий, немедленное исправление некачественных мест в покрытии, противокоррозионая защита и заделка сварных швов и поверхности металла в монтажных проемах или технологических отверстиях. Следует обратить особое внимание на подбор защитных материалов, соответствующих климатическим условиям Башкирии, шире использовать современные материалы холодной сушки, нечувствительные к влажности окружающего воздуха.
Надежная защита резервуаров от коррозии позволит продлить срок их службы до нормативной, избежать неоправданных затрат на капитальный ремонт и оптимизировать количество резервуаров, предназначенных для технологических целей.