Виды и размеры исходных заготовок, обрабатываемых ковкой
В качестве исходного материала для обработки давлением используют слитки, различные профили проката и прессованные прутки. Слитки и профили большого сечения обрабатывают на ковочных прессах и крупных паровоздушных молотах.
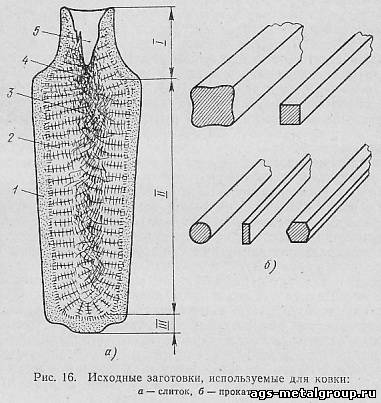
Профили и прессованные прутки средних размеров являются заготовками для обработки на пневматических молотах. Для ручной ковки заготовками могут служить профили проката и прессованные прутки небольшого сечения. Слитки, используемые для ковки, имеют многогранную в сечении и коническую по длине форму (шестигранные, восьмигранные или двенадцатигранные) (рис. 16, а). Эти слитки получают заливкой жидкого металла в металлические формы, называемые изложницами. Масса отливаемых слитков колеблется от 200 кг до 350 т. Слитки имеют сложное строение и чем больше их масса, тем в большей степени они неоднородны по строению и содержат большее число дефектов. Объясняется это тем, что после заливки изложницы различные части слитка затвердевают не одновременно.
Вследствие наибольшей скорости охлаждения на поверхности слитка (см. рис. 16, а) образуется тонкий слой плотного мелкозернистого металла. Зона 1 переходит в зону 2, состоящую из вытянутых и перпендикулярных поверхности слитка зерен - дендритов. Центральная зона 3 состоит из произвольно ориентированных и очень крупных по размерам дендритов. По границам дендритов скапливаются неметаллические включения и вредные примеси- сера и фосфор. Механические свойства этой зоны самые низкие.
В верхней части слитка располагается зона усадочной рыхлости 4 и усадочной раковины 5. Эти зоны образуются из-за объемной усадки металла в процессе кристаллизации. Зона усадочной раковины 1 и донная часть слитка 3 удаляются в процессе ковки и отправляются на переплавку.
Для изготовления поковки используется только средняя часть 2 («тело слитка»), которая составляет 60 - 80% общей массы слитка. К порокам слитка относят также ликвацию - неоднородность химического состава по его высоте. Так, в слитке массой 19 т из стали 55Х содержание углерода в нижней части тела слитка составляет 0,5%, а в верхней - 0,8%. Объясняется это тем, что менее легкоплавкие компоненты сплава затвердевают позже, чем основной сплав, и выжимаются в центральную и верхнюю части слитка.
К другим дефектам слитка следует отнести плены, трещины, газовые пузыри, частицы различных неметаллических включений (песчинки, шлаки, куски огнеупоров и др.).
Плены. При заливке жидкого металла в изложницу струя металла, падая с большой высоты и ударяясь в дно, разбрызгивается на стенки и затвердевает в виде пленки. Пленки имеют окисленную поверхность и не свариваются с основным металлом ни при затвердевании слитка, ни при его ковке. При ковке плены могут попасть в тело поковки и привести к браку.
Трещины могут образовываться при быстром охлаждении слитка, когда наружные его слои охладились, а внутренние имеют высокую температуру. Наружные слои из-за усадки металла стремятся к сжатию, но так как этому мешают внутренние, то в наружных слоях возникают большие растягивающие напряжения, которые и могут вызвать разрушение металла. Если скорость охлаждения высокая, то растворимые в материале газы не успевают выйти из металла и остаются в нем, образуя пустоты (пузыри). При ковке пузыри сплющиваются и превращаются в трещины - флокены. Чаще всего флокены могут наблюдаться в некоторых легированных сталях. Поэтому слитки для ответственных деталей охлаждают очень медленно, чтобы максимально удалить растворимые в металле газы. Рассмотренные дефекты при ковке не допускаются, их удаляют перед обработкой.
Прессованные заготовки из цветных сплавов - это чаще всего прессованные прутки различного профиля: круглые, квадратные, шестигранные и др.
Алюминиевые прутки поставляются диаметром или стороной от 5 до 400 мм, прутки латунные - с размерами поперечного сечения: прессованные от 10 до 160 мм, тянутые - от 3 до 50 мм. Бронза выпускается в виде круглых прутков с размерами от 6 до 40 мм (тянутые) и от 40 до 110 мм (прессованные).
Прокатные заготовки, предназначенные для изготовления стальных поковок, являются профилями, полученными прокаткой на сортовых прокатных станах. Для мелких и средних по размерам поковок используют катаные профили круглого, квадратного или шестигранного сечения, иногда полосу (рис. 16, б).
Квадратные профили выпускаются металлургическими заводами с размерами поперечного сечения от 5Х5 до 250Х250 мм и длиной до 10 м в зависимости от сечения. Круглые профили изготовляются диаметром от 5 до 250 мм при длине до 10 м.
При изготовлении на молотах и прессах крупных поковок используют также обжатые на блюминге квадратные болванки со стороной до 450 мм.
Катаные заготовки могут иметь такие дефекты: трещины, волосовины, закаты, риски глубиной до 0,5 мм. Трещины в прокатанной заготовке могут появиться при прокатке вследствие деформирования металла, например при пониженной температуре. Трещины могут появиться также из-за резкого охлаждения прокатанной продукции.
Волосовины (рис. 17, а) - это, как правило, невидимый невооруженным глазом дефект проката. Они представляют собой тонкие и длинные трещины глубиной 0,5 - 1,5 мм, направленные вдоль профиля. Причиной их возникновения являются трещины на исходном слитке, незаварившиеся газовые пузыри, остатки шлаков в слитке.
3акаты (рис. 17, б) могут появиться из-за образования заусенцев на профиле на промежуточной стадии прокатки и вдавливании его в тело заготовки при дальнейшей прокатке.
Риски (рис. 17, в) на поверхности профиля образуются при наличии на валках прокатного стана задиров, заусенцев, вмятин.
Плены (рис. 17, г) на поверхности проката представляют собой раскатанные на прокатных станах плены на слитках. Толщина плен может достигать 1,5 мм. При ковке они заковываются в поверхность поковок, поэтому плены перед ковкой удаляют.
Флокены, образующиеся в результате выделения в металле растворенных газов, встречаются в слитках и в прокате в виде скоплений мельчайших трещин или пятен белого цвета (рис. 17, д). Обнаруживаются флокены на поверхности среза при отрезке заготовок или механической обработке, а детали при наличии флокенов растрескиваются при закалке. Пороки в виде флокенов поражают слитки и прокат из легированных сталей. Эти стали, особенно крупные поковки, следует охлаждать медленно или подвергать предварительной термической обработке.
Неметаллические включения, имевшиеся в слитке, при прокатке могут оказаться в середине проката. Эти включения обнаруживаются при разрезке прутков на мерные заготовки (рис. 17, е) или при изготовлении образцов для микро- или макроанализа структур.
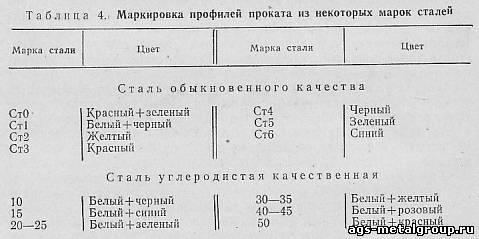
Металлургические заводы, поставляющие металлопрокат, снабжают каждую партию прутков металлическими бирками, на которых указывают товарный знак завода-изготовителя, клеймо ОТК, марку стали и номер плавки. Прибывший на склад металл должен сопровождаться документами-сертификатами, в которых должны быть указаны следующие сведения: товарный знак завода-изготовителя, наименование потребителя, марку стали, массу партии, химический состав, номер ГОСТа, результаты испытаний. Если прутки не упакованы в пачки, то на каждом прутке должны быть выбиты товарный знак завода-изготовителя, клеймо ОТК и марка сплава, а также номер плавки. Клеймо ставится или на торце прутка, или на боковой поверхности вблизи его конца. Кроме того, концы прутков окрашиваются в определенный цвет, который зависит от марки стали (табл. 4).
Легированные стали окрашиваются в зависимости от группы (табл. 5).
Таблица 5. Маркировка сортового проката из некоторых легированных сталей
Группа сталей
Цвет
Группа сталей
Цвет
Хромистая
Зеленый + желтый
Никелемолибденовая
Желтый + фиолетовый
Марганцовистая
Коричневый + синий
Хромоникелемолибденовая
Фиолетовый + черный
Хромоникелевая
Синий + зеленый
Хромоалюминиевая
Алюминиевый
Хромомарганцовистая
Синий + черный
Примечание. Цвет окраски для маркировки сталей других групп может устанавливаться соглашением между заказчиком и потребителем.

 (рис. 17, а) - это, как правило, невидимый невооруженным глазом дефект проката. Они представляют собой тонкие и длинные трещины глубиной 0,5 - 1,5 мм, направленные вдоль профиля. Причиной их возникновения являются трещины на исходном слитке, незаварившиеся газовые пузыри, остатки шлаков в слитке.
(рис. 17, а) - это, как правило, невидимый невооруженным глазом дефект проката. Они представляют собой тонкие и длинные трещины глубиной 0,5 - 1,5 мм, направленные вдоль профиля. Причиной их возникновения являются трещины на исходном слитке, незаварившиеся газовые пузыри, остатки шлаков в слитке.