На металлургических заводах выплавленная сталь разливается в изложницы (формы), в которых получают слитки большой массы (от нескольких до десятков тонн и более).
Слитки имеют различные дефекты: газовые пузыри, трещины, неоднородность химического состава, крупнозернистость и др. При ковке и прокатке газовые пузыри, как правило, завариваются, зерно измельчается, выравнивается химический состав слитка по сечению. Механические свойства литого металла после пластической деформации значительно повышаются. Например, горячая пластическая деформация стали Г13 повышает предел прочности, пластичность и ударную вязкость этой стали на 25 - 35%.
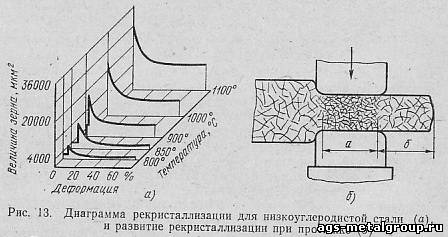
Обработкой давлением не только повышают механические свойства металла, но и получают нужные эксплуатационные свойства. Достигается это получением металла с мелкими и равноосными зернами. Однако для получения металла с требуемой микроструктурой его обрабатывают при определенных условиях деформирования, так как величина зерен зависит от температуры и степени деформации, а также от режима охлаждения. Одновременное влияние температуры и степени деформации на величину зерна для мягкой стали показано на графике (рис. 13, а). Из графика можно установить следующие общие закономерности. Во-первых, величина зерна растет с увеличением температуры, если температура превышает 900'С. Во-вторых, величина зерна при деформациях до 5% практически не увеличивается даже при значительном повышении температуры. При деформации металла на 5 - 10% величина зерен увеличивается в десятки раз. Эта деформация называется критической. Дальнейшее увеличение величины деформации уменьшает величину зерен. Рассмотренное явление объясняется тем, что при малых (до 5%) деформациях межзеренные границы не разрушаются и в процессе протекания рекристаллизации зерна не могут объединяться и срастаться друг с другом. При критической степени деформации разрушаются границы между зернами, последние в результате рекристаллизации объединяются друг с другом, их величина увеличивается, металл получает крупнозернистое строение. При больших степенях деформации зерна раздробляются, образуются новые центры рекристаллизации, вокруг которых растут новые зерна. Раз увеличивается число зерен в металле, значит, их размеры уменьшаются.
При горячей обработке давлением одновременно происходят два процесса: деформация металла и рекристаллизация. В момент деформирования участка а (рис. 13, б) зерна металла в этой зоне раздробляются, уменьшается их величина. Но после деформирования, когда участок а выйдет из зоны удара в зону б, под действием высокой температуры в этой зоне начнется процесс рекристаллизации. И чем выше температура, тем,интенсивнее идет рост рекристаллизованных зерен. Если в процессе ковки зона а подверглась критической степени деформации, то величина зерен будет максимальной, а качество металла пониженным.
Таким образом, при изготовлении поковок деформирование следует заканчивать при возможно низких температурах и степенях деформаций, превышающих критические.
Резервом повышения качества поковок является рациональное использование образования в деформированном металле волокнистого строения. В связи с тем, что вдоль волокон металл прочнее, поковки изготовляют так, чтобы, во-первых, волокна не были перерезанными, а во-вторых, их направление совпадало с направлением наибольших растягивающих напряжений, возникающих в детали во время ее эксплуатации в машине. Ниже рассмотрено несколько примеров. В шестерне (рис. 14, а), изготовленной из проката, волокна направлены параллельно ее оси. При работе шестерни в зацеплении с другой шестерней рабочие напряжения σ будут направлены поперек волокон, т. е. неблагоприятно. При изготовлении той же шестерни из заготовки, полученной осадкой (рис. 14, б), волокна будут иметь радиальное направление, а так как зуб под действием напряжений σ при работе подвергается изгибу, то направление волокон будет наиболее благоприятным.
Аналогично, крюк, изготовленный гибкой проката (рис. 14, в) и ковки, прочнее крюка, вырезанного из толстой плиты (рис. 14, г).
На рис. 14, д показана микроструктура коленчатого вала, изготовленного гибкой проката и его штамповки. У этого вала волокна направлены вдоль действия рабочих растягивающих напряжений σ. Вал, изготовленный из проката обработкой резанием (рис. 14, е), имеет неблагоприятно направленные волокна, а на многих частях вала волокна перерезаны. Штампованный вал является более прочным и, следовательно, его диаметр может быть уменьшен без снижения мощности, например, двигателя, где он установлен.
В некоторых случаях требуются поковки, механические свойства которых должны быть одинаковыми во всех направлениях. Такие свойства будет иметь поковка, у которой волокна не имеют одного направления, они разориентированы и перепутаны во всем объеме поковки. Такую структуру получают деформированием заготовки последовательно в нескольких направлениях. Например, заготовки для штампов (штамповые кубики) подвергают сначала осадке, затем заготовку кантуют и снова осаживают уже в другом направлении и так деформируют в разных направлениях несколько раз. Подобная обработка повышает стойкость штампов в 1,5 - 2 раза и больше.
Таким образом, чтобы получить детали с высокими механическими и эксплуатационными свойствами, обработку давлением выполняют не только при оптимальных для данного металла температурах, но также правильно выбирают операции ковки, последовательность их выполнения и величину деформации.