Выбор режимов нагрева металла перед обработкой давлением
Понятие выбора режимов нагрева включает выбор температурного интервала обработки давлением и определение времени нагрева.
Выбор температурного интервала. Температурный интервал обработки давлением зависит от марки обрабатываемого сплава. Низкоуглеродистые стали имеют широкий (до 500'С) температурный интервал обработки. Эти стали легко ковать, так как их время охлаждения достаточно большое и кузнец успевает выполнить большое число операций без дополнительного нагрева заготовки. Однако в современном машиностроении все чаще приходиться обрабатывать сплавы, имеющие очень узкий температурный интервал деформирования. Например, алюминиевые сплавы ВД17, Д19 и другие необходимо обрабатывать давлением в интервале от 400 до 470' С, т. е. температурный интервал обработки составляет всего 70' С
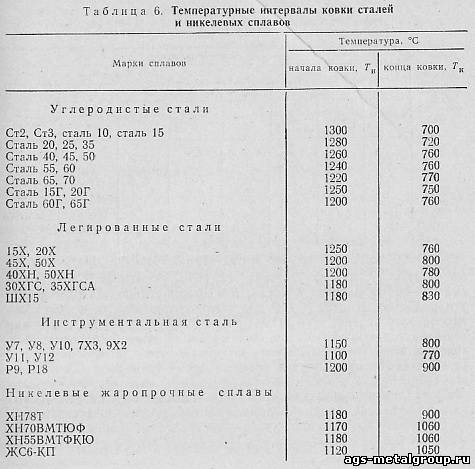
Температуру начала ковки Тн выбирают такой, чтобы с расчетом подстывания заготовки ковка заканчивалась на 20 - 30'С выше допустимой температуры Тк (табл. 6).
Определение времени нагрева. При определении времени нагрева сталкиваются с двумя противоречивыми требованиями. С одной стороны, с целью уменьшения образования окалины и повышения производительности желательно сократить время нагрева, увеличивая его скорость, с другой, во избежание образования трещин - уменьшить скорость нагрева и увеличить его продолжительность. Последнее особенно относится к заготовкам большого сечения из высоколегированных сплавов.
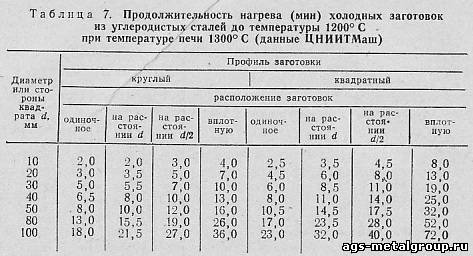
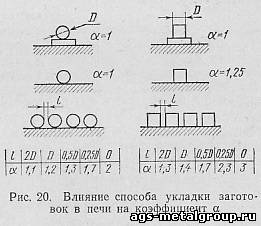
Заготовки из углеродистых сталей сечением до 100 мм, обрабатываемые ручной ковкой, допускают высокую скорость нагрева и их можно загружать холодными в печь, имеющую температуру 1200 - 1300'С. В этом случае время нагрева можно определить либо по табл. 7, или по формуле Н. Н. Доброхотова Т = αКD√D, где Т - время нагрева в часах, К = 10 для углеродистых и низкоуглеродистых сталей, К = 20 для высокоуглеродистых и высоколегированных сталей, D - диаметр или сторона квадрата заготовки в метрах, α - коэффициент, учитывающий способ укладки заготовок в печи (рис. 20). Чем плотнее уложены заготовки в печи, тем больше коэффициент и большее время требуется для нагрева заготовок.
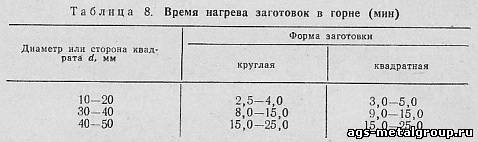
В табл. 8 приведены опытные данные о времени нагрева (мин) заготовок в стационарном горне, работающем на древесном угле.
Заготовки из высоколегированных сталей из-за возможного их разрушения нагревают в два периода. В первом периоде заготовки медленно греют до t = 650'С, а затем, когда пластичность сплава увеличится, догревают ее с большой скоростью до ковочной температуры.
Общее время нагрева Т = Т₁ + Т₂. Т₁ - время нагрева в первый период, Т₂ - во второй период, Т₁ = α13,3D√D; Т₂ = α6,7D√D.
Контрольные вопросы
1. Какую длину будет иметь заготовка после охлаждения до 20'С, если при температуре 1200'С она имела длину 1 м?
2. В чем заключается вред, наносимый образованием окалины?
3. Почему заготовки большого диаметра следует нагревать постепенно, с малой скоростью?
4. Расскажите о структурных превращениях стали 45 и стали У8.
5. Назовите температуру обработки давлением для стали 45, стали 40ХН, У10.
6. Определите время нагрева до ковочной температуры заготовки из стали 30 диаметром 30 мм в камерной печи (способ укладки выбираете сами) и в горне.
7. Что такое перегрев и пережог и как предупредить их появление?

 При определении времени нагрева сталкиваются с двумя противоречивыми требованиями. С одной стороны, с целью уменьшения образования окалины и повышения производительности желательно сократить время нагрева, увеличивая его скорость, с другой, во избежание образования трещин - уменьшить скорость нагрева и увеличить его продолжительность. Последнее особенно относится к заготовкам большого сечения из высоколегированных сплавов.
При определении времени нагрева сталкиваются с двумя противоречивыми требованиями. С одной стороны, с целью уменьшения образования окалины и повышения производительности желательно сократить время нагрева, увеличивая его скорость, с другой, во избежание образования трещин - уменьшить скорость нагрева и увеличить его продолжительность. Последнее особенно относится к заготовкам большого сечения из высоколегированных сплавов.