§ 4. Процесс нагрева и явления, его сопровождающие. Режим нагрева
Целью нагрева металла перед горячей обработкой давлением является снижение его сопротивления деформированию и повышение пластичности.
При нагреве металла до максимально допустимых температур ковки (1100 - 1250° С для сталей различных марок) сопротивление его деформированию снижается в 15 - 20 раз по сравнению с обычным холодным состоянием.
Нагрев является важнейшей операцией при обработке давлением, так как от него зависят качество изделий, производительность оборудования и себестоимость продукции.
Основные требования к нагреву металла сводятся к обеспечению равномерного прогрева слитка или заготовки по сечению и длине за минимальное время, при наименьшей потере металла на угар (в окалину) и экономном расходе топлива.
Несоблюдение установленного режима нагрева по скорости и температурам может привести к ряду дефектов в металле, часть которых является неисправимым браком (пережог, трещины).
Применяют два основных способа нагрева заготовок: пламенный нагрев в печах и электронагрев.
При пламенном нагреве тепло от сжигания твердого, жидкого или газообразного топлива передается нагреваемому металлу тремя путями: конвекцией - от пламени и горячих газов к поверхности заготовок; излучением (лучеиспусканием) - от пламени и раскаленных стенок печи; теплопроводностью - с поверхности заготовок в глубь металла.
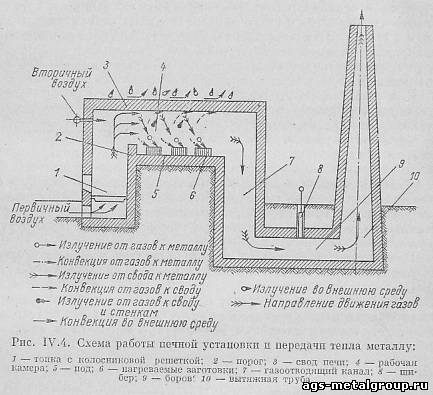
Схема передачи тепла металлу в рабочей камере нагревательной печи, работающей на твердом топливе, с полугазовым процессом сжигания, изображена на рис. IV.4.
Первичный воздух в количестве 60% от необходимого для полного сжигания топлива подается через колосниковую решетку в нижнюю часть топки. Вследствие неполного сгорания топлива в топочный объем поступает полугаз, содержащий горючие: окись углерода, углеводороды, водород и частицы углерода в виде сажи.
Полугаз поднимается вверх, смешивается с вторичным воздухом (остальными 40%) перед входом в рабочую камеру и догорает в ней. В рабочей камере печи горящие газы передают тепло заготовкам, окружающим стенкам и своду, а раскаленные стенки и свод, в свою очередь, также отражают тепловые лучи на лежащие на поду печи заготовки.
Теплообмен в печи показан на рис. IV,4 условными обозначениями. При низких температурах (до 600 - 900° С) преобладает теплопередача металлу путем конвекции, а при высоких температурах около 90% всего тепла передается излучением. Нагреву металла до высоких температур сопутствуют тепловое расширение, структурные превращения и рост зерен металла, изменение его механических свойств, окисление и обезуглероживание поверхности заготовок.
Дефектами нагрева являются перегрев и пережог. Нагрев стали при высоких температурах (свыше 1050° С) вызывает быстрое увеличение размеров зерен за счет слияния более мелких зерен в крупные, т. е. перегрев металла. Крупнозернистый металл имеет низкое сопротивление удару и может дать трещины при ковке. Перегрев исправляется термической обработкой.
Пережогом называется явление сквозного окисления металла заготовки при высоких температурах нагрева (близких к линии солидус), сопровождающееся появлением окислов по границам зерен металла и нарушением механической связи между зернами. Пережженая сталь рассыпается на куски под ударами молота. Этот брак неисправим.
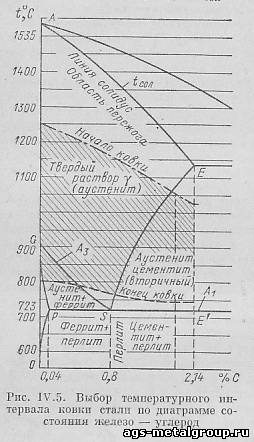
Зоны перегрева и пережога стали показаны на рис. IV.5.
Область температур нагрева металла, в которой рекомендуется производить горячую обработку давлением, называют температурным интервалом ковки. Он определяется разностью между начальной температурой ковки, до которой производится нагрев металла, и конечной температурой, при которой ковка заканчивается.
Для получения наименьшего сопротивления металла деформированию и повышения его пластических свойств выгодно нагревать металл как можно выше, так как это позволяет затрачивать меньшую работу на деформацию металла. Однако высокий нагрев ограничен возможностью пережога металла.
Заканчивать ковку следует при наиболее низкой температуре, при которой деформация еще является горячей и не появляется наклеп.
Температурные интервалы ковки сталей и цветных сплавов назначаются по диаграммам состояния этих сплавов или же выбираются по справочным таблицам, составленным на основе этих диаграмм.
Для углеродистой стали температуры начала ковки выбирают по диаграмме состояния железо - углерод (рис. IV.5) на 150 - 200° ниже температуры начала плавления стали заданного химического состава (т. е. температуры tсол, соответствующей линии солидус диаграммы). Температуру конца ковки устанавливают на 25 - 50° выше нижней критической точки А₁ (линия SЕ').
Область горячей обработки давлением на диаграмме заштрихована.
Цветные металлы и сплавы имеют меньшие температуры плавления, чем у сталей, и соответственно ниже расположенные критические точки. Поэтому их температурные интервалы ковки находятся в области более низких температур. Так, например, медь начинают ковать при 1000° С, а заканчивают при 800° С. Температурный интервал ковки латуни марки ЛС59-1 находится в пределах 800 - 650° С, бронзы БрАЖ 9-4 - 900 - 700° С, алюминиевого сплава АК8 - 450 - 350° С, магниевого сплава МА2 - 450 - 350° С.
Продолжительность нагрева зависит от температуры в печи, химического состава стали, сечения заготовок и их расположения на поду печи. Количество тепла, воспринимаемое металлом, будет тем больше, чем больше разность (температурный напор) между температурами печи и заготовки, а также чем больше отношение поверхности нагреваемой заготовки к ее объему. Величина температурного напора обычно составляет 100 - 150° С. При скоростном нагреве она возрастает до 200 - 300° С, а время нагрева при этом сокращается в 3 - 4 раза.
Для определения времени нагрева Т стальных заготовок в камерных печах пользуются формулой Н. Н. Доброхотова - В. Ф. Копытова: Т = αkD√D ч, где α - коэффициент, учитывающий способ укладки заготовок на поду печи: для штучных заготовок круглого сечения, нагреваемых со всех сторон, α = 1; для нескольких плотно уложенных заготовок α = 2; для заготовок, уложенных с промежутками в 0,5 D, α = 1,4. Для заготовок квадратного сечения α соответственно равно 1,4, 4,0 и 2,2; k - коэффициент, учитывающий степень легированности стали (для углеродистой стали k = 10 и с увеличением содержания легирующих элементов повышается до 20); D - диаметр или сторона квадрата нагреваемой заготовки в м.
Время повторного нагрева заготовок при подогревах их от 700 до 1200° С составляет около 50 - 60% от полного времени нагрева Т, если температура рабочего пространства печи равна 1300° С.
§ 5. Нагревательные печи для пламенного нагрева
Нагрев заготовок и слитков перед обработкой давлением производят в горнах, камерных и методических печах. Горны отличаются от нагревательных печей небольшими размерами, отсутствием топок и камер для нагреваемых заготовок. Горны отапливаются обычно каменным углем или коксом и нагрев металла в них производится при непосредственном контакте с топливом. К недостаткам горнов относятся их низкий к. п. д. - 5 - 6%, большой расход топлива (до 100% от веса нагреваемого металла) и др. Поэтому горны используются лишь для нагрева мелких заготовок при ручной ковке. Камерные печи имеют одинаковую температуру по всему рабочему пространству и относятся к печам периодического нагрева. Заготовки загружают в них определенными партиями (садками) через рабочее окно, укладывают на под печи, где они остаются неподвижными в течение всего периода нагрева. Поштучная выгрузка нагретых заготовок производится через то же рабочее окно. Эти печи применяются в кузнечно-прессовых цехах, их к. п. д. составляет от 15 до 35%. Методические печи имеют постоянно повышающуюся температуру рабочего пространства от места загрузки заготовок к месту их выгрузки и являются высокопроизводительными печами непрерывного нагрева. Заготовки загружают в печь через небольшие промежутки времени с одного ее конца и постепенно передвигают вдоль рабочего пространства из области низких температур в область высоких, навстречу потоку печных газов. Нагретые заготовки выдаются через окно на противоположном конце печи. Металл нагревается постепенно, методически, отсюда и произошло название печи. Печи с вращающимся подом (карусельные) являются разновидностью методических печей и представляют собой как бы свернутую в кольцо конвейерную методическую печь.
Методические печи применяют в прокатных и кузнечно-штамповочных цехах, а также для нагрева слитков из цветных сплавов перед прессованием прутков и труб. К. п. д. методических печей достигает 45 - 50%.
Нагревательная печь любого типа состоит из следующих основных частей: металлического каркаса с кладкой из огнеупорного кирпича, образующей рабочее пространство (камеру) печи; устройств для сжигания топлива (топки, горелок или форсунок); дымоотводящих каналов и рабочих окон для загрузки и выгрузки металла, прикрываемых подъемными чугунными дверцами, выложенными огнеупорным кирпичом. Кроме того, печь может иметь вспомогательные механизмы и устройства для облегчения труда нагревальщиков и для повышения экономичности ее работы. К первым относятся механизмы для открывания и закрывания дверец печи, посадочные машины и приспособления для загрузки и выгрузки тяжелых заготовок, толкатели заготовок в методических печах. Ко вторым относятся теплообменные аппараты- рекуператоры и регенераторы, использующие тепло отходящих газов для подогрева воздуха и горючих газов, вдуваемых в печь. Печи прокатных цехов. Для подогрева крупных слитков, поступающих из мартеновского цеха после разливки стали еще неостывшими (с температурой 700 - 800° С), перед прокаткой их на обжимных станах - блюмингах и слябингах применяются, нагревательные колодцы, которые подразделяются на пламенные (отапливаемые газом) и электрические. Последние снабжены нагревательными элементами, по которым пропускается ток. Нагревательные колодцы являются разновидностью камерных печей.
Пламенные нагревательные колодцы в зависимости от способа использования тепла отходящих газов делятся на регенеративные и рекуперативные. В регенеративных колодцах производится периодический подогрев воздуха и газа до 750 - 850° С в двух парах регенераторов, аналогичных по устройству и принципу действия регенераторам мартеновской печи. В рекуперативных колодцах производится непрерывный нагрев холодного воздуха, вдуваемого в камеру колодца, до 750 - 900° С.
Рекуператоры состоят из системы керамических труб, внутри которых проходят раскаленные отходящие газы. Эти газы нагревают стенки труб и отдают свое тепло потокам холодного воздуха, проходящим в поперечном направлении и омывающим внешнюю поверхность труб.
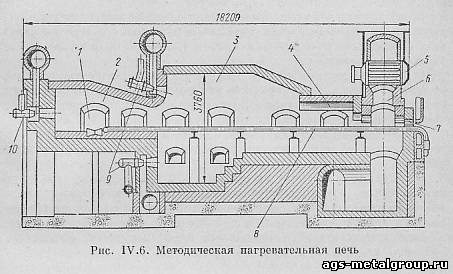
Нагрев небольших слитков и обжатых болванок перед прокаткой их на сортопрокатных, рельсобалочных и проволочных станах производится в методической печи, изображенной на рис. IV.6.
Заготовки подаются в печь через посадочное окно 7 и периодически передвигаются толкателем справа налево по двум глиссажным трубам 8, охлаждаемым изнутри водой. Вначале холодные заготовки проходят зону подогрева 4, имеющую у загрузочного окна температуру 500 - 600° С, постепенно повышающуюся до 900 - 1000° С при переходе к следующей зоне методического нагрева 3. В этой зоне температура рабочего пространства повышается до 1200° С. Далее заготовки поступают в сварочную зону 2, температура в которой достигает 1300 - 1350°С. Нагретые заготовки выталкиваются через окно 1 и попадают на рольганг, транспортирующий их к прокатному стану. Печь оборудована газовыми горелками 9 и 10, пламя которых сверху и снизу нагревает заготовки, лежащие вплотную одна к другой на трубах. Продукты горения направляются от горелок навстречу заготовкам, отдают значительную часть своего тепла металлу и через каналы 6 попадают в рекуператоры 5, а оттуда в дымовую трубу.
Основными экономическими показателями работы печей являются их производительность и удельный расход топлива.
Производительность определяется напряженностью пода печи, т. е. количеством нагретого металла в тоннах, снимаемого с 1 м² площади пода за 1 ч или сутки. Напряженность пода нагревательных колодцев составляет 30 - 70 т/м², а в методических печах достигает 25 - 35 т/м² в сутки. Удельный расход условного топлива в рекуперативных колодцах и методических печах составляет 4,5 - 6% от массы нагреваемого металла. При отсутствии использования тепла отходящих газов расход топлива повышается примерно вдвое. Кузнечные печи. В кузнечно-прессовых цехах свободной ковки и кузнечно-штамповочных цехах применяют камерные печи различных типов и механизированные печи с принудительным перемещением заготовок по рабочему пространству печи: полуметодические с толкателями, карусельные с вращающимся подом и конвейерные. Стационарная камерная печь с выдвижным подом используется для нагрева стальных слитков массой до 100 т и более перед ковкой их на гидравлических прессах. Под печи представляет собой стальную платформу площадью до 40 м², выложенную огнеупорным кирпичом, на которую мостовым краном укладывается слиток. Эта платформа закатывается в камеру печи по рельсам цепью, наматываемой на барабан лебедки. После длительного нагрева металла платформа с нагретым слитком выкатывается из печи и слиток подается краном на бойки пресса под ковку. Однокамерные печи переносного типа для мелких заготовок, отапливаемые мазутом или газом, оборудованы рекуператором типа «термоблок» с отводом продуктов горения вверх. Такие печи имеют площадь пода от 0,35 до 1,1 м².
Из механизированных печей наиболее широко в цехах горячей штамповки применяются полуметодические и карусельные печи. Полуметодические печи имеют длину рабочего пространства меньшую, чем методические, и кроме толкающего механизма часто снабжаются бункером (магазином) для непрерывного питания печи заготовками.
Напряженность пода кузнечных камерных печей составляет 300 - 500 кг с 1 м² в час, полуметодических и карусельных- 400 - 600 кг. Расход условного топлива для камерных печей составляет 10 - 30%, а для полуметодических и карусельных 5 - 12% веса нагреваемого металла.
Повышение эффективности работы нагревательных печей обеспечивается: утилизацией тепла отходящих газов и тепловой изоляцией печей; рациональной загрузкой печей заготовками; интенсификацией процессов нагрева за счет применения печей скоростного нагрева; применением печей безокислительного нагрева; автоматизацией работы нагревательных устройств. Утилизация тепла газов, выходящих из печи с температурой 1000 - 1200° С, осуществляется в рекуператорах или регенераторах для подогрева вдуваемого в печь воздуха или газа. При этом к. п. д. печи повышается до 35 - 45% и достигается экономия топлива на 25 - 35 %. Тепловая изоляция стенок и свода печи легковесным пористым кирпичом, специальными обмазками асбестом и другими нетеплопроводными материалами обеспечивает дополнительную экономию топлива и создает более благоприятные условия труда в цехе. Рациональная загрузка камерных печей определенным расчетным количеством заготовок, согласованным по времени нагрева с производительностью ковочно-штамповочного агрегата, обеспечивает ровный темп работы и отсутствие простоев оборудования в ожидании нагрева металла. При этом каждый раз взамен выданной из печи нагретой заготовки подкладывается одна холодная, чем и обеспечивается непрерывность нагрева. Скоростной нагрев в газовых печах особой конструкции, имеющих температуру 1400 - 1500° С и температурный перепад между рабочим пространством печи и нагреваемым металлом 200 - 400° С вместо обычного 50 - 100° С, дает повышение скорости нагрева в 3 - 4 раза с соответствующим повышением производительности печи. При этом в 2 - 3 раза уменьшаются окалинообразование, обезуглероживание и рост зерен нагреваемой стали. Безокислительный нагрев позволяет свести до минимума потери металла на угар (до 0,5 - 1%) и экономить ежегодно значительное количество стали.
В обычных пламенных печах, работающих с коэффициентом избытка воздуха αв ≈ 1,2 ÷ 1,3, при отсутствии восстановительных газов СО и Н₂, атмосфера всегда носит окислительный характер, что вызывает значительное окалинообразование стали при нагреве. При прокатке и ковке стальные заготовки часто нагревают несколько раз. При этом суммарные потери металла в окалину (угар) достигают 6% и более от массы нагреваемого металла.
Безокислительный нагрев обеспечивает также высокое качество поверхностей деталей, изготовляемых горячим деформированием, благодаря почти полному отсутствию окалины и обезуглероженного слоя. Это обстоятельство позволяет широко применять точную горячую штамповку для изготовления поковок в виде готовых изделий или фасонных заготовок с минимальными припусками на механическую обработку.
В печах с открытым пламенем безокислительный нагрев осуществляет при неполном сжигании топливовоздушной смеси с коэффициентом расхода воздуха αв = 0,4÷ 0,6 и при высоком подогреве воздуха - до 800 - 1000° С. Он производится в печах, оборудованных регенераторами или рекуператорами.
В рабочей камере такой печи нагрев ведется в восстановительной атмосфере с температурой до 1300 - 1400° С при неполном сгорании топлива, что предупреждает окисление металла.
Продукты неполного сгорания дожигаются в регенераторах с насадкой из металлических шариков, обеспечивая высокий подогрев воздуха, подаваемого в горелки печи, и повышение ее к. п. д. до 35%.
Печи имеют два комплекта горелок и воздухонагревателей, расположенных с двух противоположных сторон печи и попеременно автоматически включающихся по мере охлаждения одного из рекуператоров. Автоматическое регулирование теплового режима печей позволяет улучшить качества нагрева металла, повысить производительность работы печей, снизить расход топлива на 10 - 20%, сократить количество обслуживающего печь персонала и улучшить условия его труда. Главным в автоматическом регулировании является поддержание температуры и состава газовой атмосферы печи в заданных пределах.
Автоматизация режима работы печи по заданной программе достигается следующими путями: регулированием температуры рабочего пространства печи и нагреваемого металла с помощью термопар, потенциометров и исполнительных механизмов, воздействующих на системы подачи газа (мазута) и воздуха; корректированием атмосферы печи и коэффициента расхода воздуха приборами, непрерывно производящими анализ дымовых газов; поддержанием давления газов в рабочем пространстве печи специальными регуляторами.
Современные нагревательные печи постепенно оснащаются сложными приборами и системами автоматического регулирования, обеспечивающими программное управление работой печи.
§ 6. Электронагревательные устройства
Электронагрев заготовок, являясь прогрессивным методом благодаря значительным преимуществам его перед пламенным нагревом, получает все большее применение в кузнечном производстве. Основные виды электронагрева - индукционный и контактный, важнейшими преимуществами которых являются: уменьшение продолжительности нагрева в 8 - 10 раз, снижение потерь металла на угар в 5 - 6 раз (с 3 до 0,5%) и улучшение качества поверхности поковок. Это позволяет уменьшить припуски металла и трудоемкость последующей обработки поковок резанием, а также повысить стойкость штампов и других кузнечных инструментов благодаря значительному уменьшению их износа из-за окалины. Кроме того, при электронагреве достигается коренное улучшение условий труда благодаря отсутствию дыма, копоти и вредных газов, загрязняющих атмосферу цеха, а также обеспечивается надежное регулирование температуры и автоматизации процесса нагрева металла. Индукционный нагрев. Сущность индукционного нагрева заключается в том, что через индуктор, представляющий собой катушку (соленоид) из витков медной трубки, в которой циркулирует вода для охлаждения, пропускается переменный ток повышенной или обычной промышленной частоты. В результате вокруг витков катушки возникает переменное магнитное поле индукции. Если в индуктор при этом помещена стальная заготовка, то в ней возникают вихревые токи, быстро разогревающие ее до высокой температуры. Автоматизированная подача заготовок в индуктор осуществляется пневматическим толкателем.
Переменный ток, индуктируемый в заготовке, распределяется по ее сечению неравномерно. Наибольшая плотность тока наблюдается в наружных слоях заготовки (поверхностный эффект).
Глубина слоя, в котором возникает индуктированный ток, зависит от частоты последнего; при низкой частоте ток проникает в тело заготовки на значительную глубину, а при высокой частоте сосредоточивается лишь в тонком слое на поверхности заготовки. Следовательно, заготовки большого диаметра целесообразно нагревать переменным током меньшей частоты, и наоборот. Необходимую частоту тока можно определить по формуле f = 30000/d², где f - частота тока в гц; d - диаметр заготовки в см.
Практически для нагрева стальных заготовок Ø 15 - 140 мм применяют токи повышенной частоты 10 000 - 500 гц. Для заготовки Ø 150 - 350 мм применяется нагрев током промышленной частоты 50 гц.
Индукционный нагрев применяется также для слитков из цветных металлов и сплавов - алюминия, латуни, никеля перед прокаткой, прессованием и штамповкой. Расход электроэнергии при индукционном нагреве составляет 0,4 - 0,5 квт·ч на 1 кг нагреваемой стали и вполне окупается преимуществами, указанными выше. Время нагрева составляет: для стальных заготовок Ø 100 мм - 170 - 350 сек, Ø 200 мм - 420 - 480 сек; для алюминиевого слитка Ø 810 мм (перед прессованием)- около 35 мин.
Для индукционного нагрева применяются нагреватели периодического и непрерывного действия, с автоматической загрузкой и выгрузкой заготовок. Контактный нагрев. К концам заготовки через медные коктакты - зажимы подводится переменный ток большой силы (десятки тысяч ампер), напряжением от 1 до 12 в. Нагрев заготовки происходит за счет ее сопротивления прохождению тока. Количество выделенного при этом тепла очень велико и, согласно закону Джоуля - Ленца, равно Q = 0,24 I²Rt кал = I²Rt Дж.
К. п. д. контактной установки составляет 68 - 75%, а расход электроэнергии 0,35 - 0,45 квт·ч/кг. Время нагрева стальных заготовок Ø 50 и 70 мм до температуры 1250° С составляет соответственно 62 и 120 сек.
Контактный нагрев применяют для стальных заготовок Ø 16 - 70 мм.
В кузнечно-штамповочных цехах применяются электроконтактные высадочные и гибочные машины и полуавтоматы, в которых совмещены операции нагрева и деформации заготовки.