Контрольно-измерительный инструмент подразделяют на универсальный и специальный кузнечный, применяемый при выполнении ручной и машинной ковки. И тот и другой вид инструмента применяют для контроля и проверки размеров исходных заготовок, габаритных размеров поковок в процессе ковки, после их окончательной обработки и охлаждения.
Если специальный измерительный инструмент предназначается, как правило, для измерительных операций при ковке, то универсальный может использоваться как при ковке, так и при выполнении других методов металлообработки.
Универсальным измерительным инструментом являются: стальная линейка, складной металлический метр, штангенциркуль, микрометр, кронциркуль, нутромер, угольники и др.
Линейка стальная является наиболее простым инструментом, применяется для измерения линейных размеров. На линейке на расстоянии 1 мм нанесены риски. Каждое десятое деление выделяется удлиненной риской с цифрой, показывающей число десятков миллиметров, отсчитываемых от левого конца линейки. В зависимости от размеров поковки пользуются линейки длиной 250, 500 и 1000 мм.
Складной металлический метр состоит из отдельных, последовательно и шарнирно соединенных друг с другом звеньев - линеек с делениями через 1 мм. Рассмотренный тип метра может складываться и выпрямляться до требуемой для измерения длины. Стальная линейка и стальной метр позволяют измерять габариты деталей с точностью до 1 - 0,5 мм.
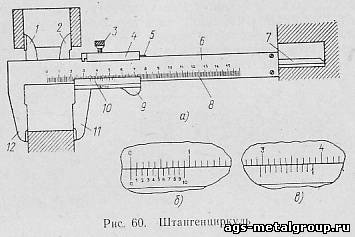
Штангенциркуль (рис. 60, а) - универсальный инструмент, предназначенный для измерения наружных и внутренних размеров, а также глубины впадин и высоты выступов в поковках и деталях. Его основная деталь - штанга 6 представляет собой линейку с основной шкалой 8 с делениями через 1 мм и неподвижными губками 1 и 12. По штанге б перемещается рамка 4, состоящая из подвижных губок 2 и 11 и глубомера 7. Для плотного прижатия рамки к штанге и ликвидации люфта используется плоская стальная пружинка 5. Для удобства перемещения рамки предусмотрен выступ для пальца 9, а для ее фиксации на штанге служит стопорный винт 3.
На рамке нанесена нониусная шкала 10, состоящая из 10 делений на длине 9 мм. Следовательно, расстояние между рисками на шкале нониуса составляет 0,9 мм. При сомкнутых губках нулевые риски на двух шкалах совпадут (рис. 60, б), а расстояния между следующими рисками составят: 0,1, 0,2, 0,3 мм и т. д. Таким образом, если сдвинуть рамку 4 вправо так, чтобы совпали первые риски обеих шкал, то расстояние между губками будет равно 0,1 мм, а глубиномер выступит из штанги тоже на 0,1 мм. Если при дальнейшем движении совпадут 2-е, З-и, 4-е и т. д. риски на шкалах, то губки разойдутся соответственно на 0,2, 0,3, 0,4 мм и т. д. Итак, чтобы определить замеряемый размер по штангенциркулю, надо к количеству целых миллиметров, отсчитанных по основной шкале до нулевого деления по нониусу, прибавить количество десятых долей миллиметра, отсчитанных по нониусу, и определить, какая риска нониуса совпадает с риской на основной шкале. На рис. 60, в показан пример отсчета при размере 29,7 мм.
Штангенрейсмас (см. рис. 105) предназначен для работы на плите 10 при выполнении разметочных и измерительных работ. Он состоит из основания 9, штанги 6 с нормальной шкалой, подвижной рамки 7 с нониусной шкалой, губкой б и фиксатором 8 рамки.
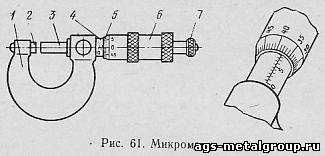
Микрометр (рис. 61) представляет собой инструмент, позволяющий измерять линейные размеры деталей с высокой точностью (до 0,01 - 0,005 мм). Он состоит из скобы 1 с неподвижно запрессованными в нее пяткой 2 и стеблем 4. В стебле 4 имеется отверстие с винтовой резьбой с шагом 0,5 мм. В это отверстие вставлен микрометрический винт 3 с жестко закрепленным на нем барабаном 6. На конце барабана имеется трещотка 7, ограничивающая прикладываемый к винту крутящий момент. На стебле 4 нанесена шкала с ценой деления 0,5 мм, а на левом торце барабана круговая шкала 5 с числом делений 50. Поворот барабана на один оборот (на 50 делений) вызывает осевое перемещение винта на 0,5 мм, а поворот барабана на одно деление ведет к перемещению винта на 0,01 мм.
Микрометры выпускаются с диапазоном измерений от 25 до 600 мм, а по конструкции и назначению - для измерения наружных и внутренних размеров деталей, для измерения глубины впадин и высоты выступов.
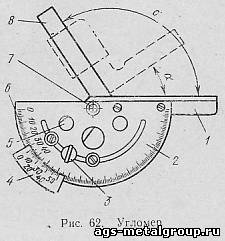
Угломер. Измерение углов выполняют с помощью угломера (рис. 62), который состоит из корпуса 2 со шкалой 6, неподвижной линейки 1, подвижного сектора 5 с нониусной шкалой 4 и подвижной линейкой 8. Подвижный сектор может поворачиваться на оси 7 относительно корпуса и фиксироваться винтом 3.
Кронциркуль (рис. 63, а) служит для измерения наружных линейных размеров, диаметров заготовок и поковок. Он состоит из двух шарнирно соединенных друг с другом ножек. При работе с кронциркулем его ножки сдвигают до плотного соприкосновения с поверхностью измеряемой поковки или заготовки, а затем, прикладывая кронциркуль к линейке, определяют измеряемый размер. Разновидностью кронциркуля является кронциркуль с секторной шкалой (рис. 63, б), позволяющий непосредственно без использования дополнительной линейки определять измеряемые размеры поковок по шкале.
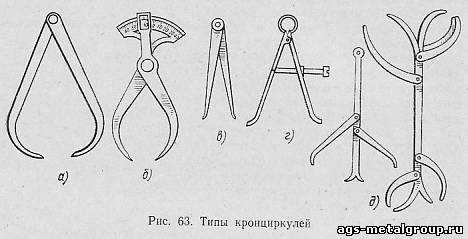
Нутромеры (рис, 63, в) имеют аналогичную с кронциркулями конструкцию, но концы их ножек развернуты наружу, служат они для измерения размеров отверстий, внутренних размеров пазов и углублений в поковках. Нутромер с регулировочным винтом (рис. 63, г) позволяет более точно определять размеры поковок.
К специальному кузнечному измерительному инструменту относятся следующие виды инструмента: линейки металлические усадочные, кузнечные кронциркули, шаблоны, предельные калибры (скобы) и угольники.
Усадочная линейка в отличие от универсальной металлической линейки имеет шкалу с ценой деления между соседними рисками 1,010 - 1,015 мм. Такая шкала учитывает усадку металла при охлаждении заготовки с ковочной температуры и освобождает кузнецов от выполнения расчетов размеров по формулам. Применяют усадочные линейки для установки кронциркулей, нутромеров и прутковых шаблонов при измерениях и контроле горячих заготовок и поковок.
Кузнечные кронциркули (одинарные, двойные, тройные, многоразмерные) (рис. 63, д) служат для измерения одного или нескольких размеров изготавливаемой поковки. Кузнец заранее устанавливает ножки кронциркуля на нужный размер и контролирует размеры поковки в процессе ее ковки. Ножки небольших кронциркулей изготовляют из стали 35 или 45, для изготовления крупных кронциркулей с целью уменьшения их массы используют дюралюминий. Кузнечные нутромеры по конструкции практически не отличаются от конструкции обычных нутромеров.
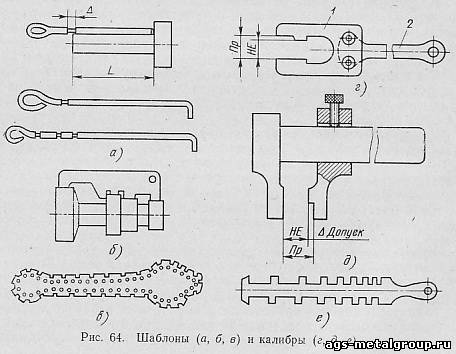
Кузнечные шаблоны - это измерительный инструмент, применяемый для контроля размеров наложением их на поковку по длине, ширине и по внешнему или внутреннему контуру, по уступам и впадинам поковки.
Прутковые шаблоны (рис. 64, а). служат для контроля размеров по длине или ширине поковки.
Профильными шаблонами (рис. 64, б) контролируют расстояния между уступами в поперечном и продольном направлениях, величину сноса выступа от продольной оси поковки.
Контурными шаблонами (рис 64, в) пользуются для контроля формы и размеров поковок сложной формы. В отличие от кронциркулей и нутромеров, являющихся универсальным кузнечным инструментом, шаблоны пригодны только для контроля той поковки, для которой он предназначен. На шаблонах имеются специальные выточки, определяющие номинальный размер поковки и предельные припуски на механическую обработку (рис. 64, а).
Калибры при ковке применяются для контроля толщины поковок и заготовок в процессе ковки. К разновидностям калибров относят сменные предельные скобы 1 (рис. 64, г), закрепленные в державке 2, регулируемые скобы (рис. 64, д) с выточкой, определяющей допуск (∆) на размер, и калибры-гребенки (рис. 64, е). Последние применяются для контроля размеров по ширине в процессе ковки длинных квадратных и прямоугольных в сечении заготовок.
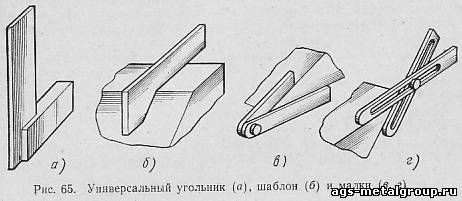
Для контроля углов между различными поверхностями поковки применяют или универсальные угольники с постоянными углами 30, 45 и 90' (рис. 65, а), или шаблоны с определенными углами между сторонами- угольника (рис. 65, б). Наряду с угольниками для контроля взаимного расположения концов поковок и углов применяют малки (рис. 65, в, г). Угол между сторонами у этого инструмента можно изменять, так как они имеют шарнирные соединения и фиксируются установочным винтом. Угол у малков выставляется по универсальному угломеру.
Контрольные вопросы
1. Почему на усадочной металлической линейке расстояние между рисками вместо 1 мм составляет 1,015 мм?
2. Каким инструментом измеряют диаметр горячей поковки большого размера?
3. Когда применяют шаблоны и калибры?
4. Каким инструментом измеряют углы между поверхностями поковки?

