Сварка является прогрессивным технологическим процессом, обеспечивающим получение сварных соединений высокого качества благодаря наличию действенных средств контроля для определения качества сварки и созданию механизмов, позволяющих автоматизировать процесс сварки.
Многие сложные детали машин (цилиндры турбин, шкивы, рамы и др.) изготовляются сварнолитыми, в результате чего ускоряется процесс изготовления деталей, значительно уменьшается расход металла, повышается качество деталей и снижается их себестоимость.
В настоящее время ответственные агрегаты, подвергающиеся знакопеременной и ударной (динамической) нагрузкам, как корпуса судов, паровые котлы, автоклавы, мосты и др., изготовляются с помощью сварки вместо ранее применявшейся клепки для соединения листов.
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА СПОСОБОВ СВАРКИ
§ 1. Физическая сущность процессов, протекающих при сварке
Сваркой называется процесс неразъемного соединения металлов при их сближении на расстояние действия сил межатомного сцепления.
Сварку производят с нагревом металлов и без нагрева, с местным расплавлением (сварка плавлением) и без расплавления (сварка давлением).
При сварке с доведением кромок свариваемых металлов до расплавления, обычно сопровождаемого введением расплавляемого электрода или присадочного прутка, происходит перемешивание жидкого металла в сварочной ванне. Кристаллизация металла ванны совместно с оплавленными кромками изделия позволяет получать прочное соединение.
Для получения сварных соединений давлением необходима пластическая деформация металла. При этом большое значение имеет местный нагрев свариваемых деталей и воздействие на них соответствующей внешней силы. При нагреве твердость металла понижается, металл переходит в тестообразное состояние, способствующее необходимым пластическим деформациям. В результате этих деформаций увеличивается площадь соприкосновения свариваемых деталей, разрушаются пленки окислов, происходит плотное соприкосновение ювенильных (чистых) поверхностей, и достигается хорошее качество сварки.
Для установления в месте сварного соединения металлической связи, атомы необходимо сблизить на такое же расстояние, на каком они находятся внутри металла, чтобы обеспечить межатомное их сцепление. Поверхности металлов имеют загрязнения или окисленные пленки, препятствующие сцеплению атомов. Поэтому необходимо поверхности свариваемых деталей предварительно очищать от загрязнений и во многих случаях применять в процессе сварки различные средства защиты или дополнительной очистки, инертные газы, специальные покрытия - флюсы для защиты металлов от окисления и понижения температуры плавления окислов для перевода их в жидкий шлак.
В зависимости от способа сварки в металле происходят процессы пластической деформации или расплавления, сопровождающиеся образованием растворов, химических соединений, процессов кристаллизации из жидкого состояния и др.
Процесс диффузии при сварке с подогревом металла способствует расширению зоны сварки за счет диффузионного перемещения атомов, в результате чего создается прочное соединение либо при разнородных соединениях появляются хрупкие прослойки. Особенно большое значение на прочность сварного соединения при сварке плавлением имеет кристаллизация. Обычно сварной шов при сварке плавлением имеет литую структуру, иногда измененную последующими нагревами. В связи с высоким нагревом металла при сварке плавлением можно получить крупнозернистую литую структуру, вызывающую в ряде случаев ухудшение свойств сварного соединения. При сварке плавлением легкоплавких металлов для улучшения структуры металла рекомендуется вводить в сварочную ванну модификатор, способствующий образованию новых центров кристаллизации, в связи с чем прочность сварного шва значительно увеличивается. При сварке тугоплавких металлов модификаторы, как правило, менее действенны.
Металл, находящийся вблизи выполняемого шва, претерпевает структурные изменения вследствие температурного воздействия на него в процессе сварки. При сварке часто имеет место окисление, азотирование металла, выгорание легирующих примесей в расплавленном металле. Иногда из-за наличия в оболочке электрода соответствующих материалов протекают процессы легирования и раскисления.
Особенности металлургических процессов при сварке являются весьма высокие температуры и кратковременность всех процессов.
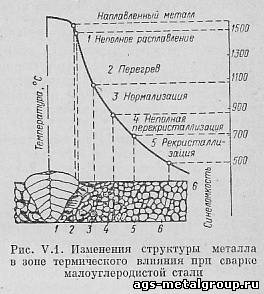
На рис. 1 приведены структурные превращения в зоне термического влияния. Наплавленный металл (участок 0 - 1) имеет дендритную столбчатую структуру из-за медленного затвердевания. По мере уменьшения нагрева металла структура его становится более мелкозернистой, в результате чего повышаются механические свойства. Участок неполного расплавления (1 - 2), соприкасаясь с наплавленным металлом вследствие высокого нагрева, имеет крупнозернистую структуру. Участок перегрева (2 - 3) имеет еще довольно крупные зерна, уменьшающие пластичность металла. На участке нормализации (3 - 4) структура получается мелкозернистой с повышенными механическими свойствами основного металла по сравнению с металлом, не подвергшимся нагреву.
§ 2. Основные способы сварки
В промышленности применяют разнообразные способы сварки, которые по виду энергии, используемой для нагрева металла, можно объединить в три основные группы: сварка с использованием химической энергии; электрическая сварка; сварка с использованием механической энергии.
По состоянию металла в процессе сварки способы разделяются на сварку плавлением и сварку в пластическом состоянии с последующим деформированием. В зависимости от вида механизации процесса различают сварку ручную, полуавтоматическую и автоматическую.
Кроме основных наиболее распространенных способов, применяют также особые виды сварки: ультразвуковую, трением, давлением, электроннолучевую и др.
При сварке с использованием химической энергии необходимое тепло образуется за счет химических реакций. Ниже рассматриваются виды химической сварки.
Кузнечно-горновая сварка. Свариваемые стальные детали нагревают до высокой температуры 1300 - 1350' С, насыпают на свариваемые поверхности сухой кварцевый песок и снова подвергают нагреву до высокой температуры. Происходит химическое соединение тугоплавких окислов металла и окиси кремния, в результате чего образуется силикат - легкоплавкий флюс в виде жидкого шлака. Таким способом обеспечивается удаление с поверхности деталей окисленных плен, препятствующих соединению металла при сварке. Затем свариваемые детали накладывают друг на друга и под ударом молота или кувалды происходят выдавливание шлака из стыка и сварка. Такой вид сварки применяется в настоящее время незначительно и лишь при сварке мелких деталей. Термитная сварка. При термитной сварке для нагрева применяют порошкообразную горючую смесь - термит, представляющий собой механическую смесь порошков алюминия и железной окалины. При сгорании термитной смеси развивается температура до З000 С, происходит расплавление концов свариваемых деталей. После затвердевания металла обеспечивается прочное соединение деталей. Термитная сварка применяется при ремонтных работах, особенно в полевых условиях, при сварке трамвайных рельсов и др.
Для сварки тонких изделий (телеграфных и телефонных проводов) применяют магнитный термит - порошкообразную смесь металлического магния и железной окалины. Магниевый термит изготовляется прессованием в виде цилиндрических шашек с осевым каналом для пропуска провода. При сгорании термита получается прочное соединение в виде спекшейся пористой окиси магния, пропитанной железом и его окислами. Газовая сварка. Этот вид сварки имеет значительное применение. Сварка осуществляется за счет тепла, образующегося при сгорании горючего газа (обычно ацетилена) в кислороде. Происходит расплавление кромок свариваемых деталей, а также присадочного прутка. После затвердевания металла получается прочное соединение. При газопрессовой сварке кромки свариваемых деталей доводятся до пластического состояния или до оплавления и затем сдавливаются.
К видам электрической сварки относятся следующие. Электродуговая сварка угольными и металлическими электродами. Электроэнергия превращается в тепловую при образовании дугового разряда между электродом и свариваемым изделием с выделением большого количества тепла, благодаря чему оплавляются кромки свариваемых деталей и расплавляется металлический электрод или присадочный пруток. Применяется электродуговая сварка ручная, полуавтоматическая и автоматическая. Контактная сварка. При контактной сварке нагрев металла до пластического состояния или до оплавления происходит за счет выделения тепла при прохождении тока через металл (закон Джоуля - Ленца). Электрошлаковая сварка. При такой сварке металл и флюс первоначально нагреваются благодаря образованию электродуги под слоем флюса, а затем за счет выделения тепла при прохождении тока от электрода к свариваемому изделию через расплавленный флюс (шлак).
§ 3. Виды сварных соединений и швов
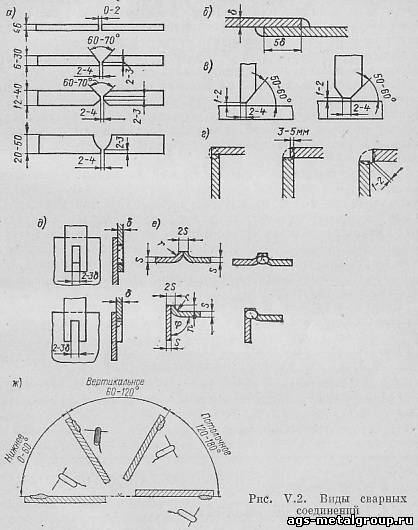
При изготовлении сварных конструкций применяют следующие основные виды соединения (рис. 2): стыковые (а), внахлестку (б), тавровые (в), угловые (г), прорезные (д) и отбортовкой кромок (е).
При сварке встык в зависимости от толщины свариваемого металла его подвергают разделке для обеспечения полного расплавленин кромок свариваемых изделий. Разделки кромок металла небольшой толщины не требуется, и кромки стыкуют с небольшим зазором.
При большой толщине металла - 6 - 80 мм, электродуговую сварку производят с V-образной или Х-образной разделкой кромок под углом 60 - 70' с разрезом между свариваемыми изделиями 2 - 4 мм для улучшения провара и притуплением 2 - 4 мм для предупреждения проплавления листов. Х-образную разделку кромок применяют для уменьшения деформации металла, что достигается более равномерным нагревом металла ввиду симметричности шва, а также для экономии электродов. В ряде случаев целесообразно применять криволинейное очертание кромок, так как при этом легче производить сварку и повышается качество сварного соединения. При V-образной разделке кромок сварка корня шва несколько затруднительна.
При сварке внахлестку производят перекрытие кромок, причем точной обработки кромок не требуется. Соединения внахлестку выполняют угловым швом. Для усиления соединений внахлестку делают прорези, шириной, равной 2 - 8 толщинам свариваемых листов и заваривают их полностью или обваривают по периметру.
Угловые соединения любых толщин за малым исключением выполняют без разделки кромок. Для удобства сварки при толщине металла более 10 мм свариваемые кромки смещают на 3-5 мм. Электродуговую сварку с использованием отбортованных кромок производят преимущественно угольным или вольфрамовым электродом. Сварку отбортованных кромок производят также аргоно-дуговой, газовой и электрической контактной сваркой. Перед сваркой необходимо обеспечить плотное прилегание свариваемых участков.
Сварку тавровых и крестообразных соединений производят с разделкой кромок и без нее в зависимости от толщины металла и требований в отношении прочности.
По положению шва при сварке швы подразделяются (рис. 2, ж) на нижние, вертикальные и потолочные. Швы, накладываемые при вертикальном положении деталей по горизонтали, называют горизонтальными.