Газовой сваркой называется процесс получения неразъемного соединения, заключающийся в нагреве и расплавлении газокислородным пламенем кромок свариваемых деталей и присадочного прутка, применяемого для заполнения разделки и получения необходимого сечения шва.
Газовая сварка отличается простотой и дешевизной оборудования. Применяется главным образом для сварки цветных металлов, чугуна, малоуглеродистых и легированных сталей небольшой толщины, для наплавки твердых сплавов и особенно при ремонтных работах, при прокладке и монтаже труб.
§ 20. Газы, применяемые для сварки металлов
Для газовой сварки и резки металлов применяют ацетилен (С₂Н₂), водород, нефтегаз, природный и светильный газ, пары бензина и керосина; чаще всего применяется ацетилен, который выделяет большое количество тепла и дает при сгорании в смеси с кислородом высокую температуру пламени.
Ацетилен получают из карбида кальция при воздействии на него воды: СаС₂ + 2Н₂О = Са (ОН)₂ + С₂Н₂ + 30,4 ккал/г ∙ моль.
При разложении 1 кг карбида кальция образуется 230 - 300 л ацетилена, который воспламеняется при температуре 420' С, взрывоопасен при сжатии свыше 1,75 ат (0,175 МПа) и при длительном соприкосновении с медью и серебром.
Кислород применяется при сварке и резке в газообразном состоянии. При температуре - 183' С и нормальном давлении кислород превращается в жидкость голубого цвета. При испарении 1 л жидкого кислорода образуется 790 л газа. Кислород получается в специальных разделительных аппаратах, охлаждающих воздух до жидкого состояния и отделяющих кислород от азота. На заводы кислород доставляется в газообразном состоянии в баллонах и в жидком виде в специальных транспортных танках, из которых затем его переливают в газификаторы. Из газификаторов кислород поступает по трубам в цех в газообразном состоянии.
§ 21. Аппаратура для газовой сварки
Газообразный кислород хранится и транспортируется в баллонах емкостью в 40 л под давлением 150 ат (15 МПа). Баллоны для кислорода и ацетилена состоят из цельнотянутого стального сосуда с выпуклым дном и верхней сферической частью. На нижнюю часть баллона для устойчивости насажен в горячем состоянии башмак.
В горловину баллона ввертывается запорный вентиль, предназначенный для выпуска газа из баллона и его наполнения. На горловине баллона насажено кольцо с внешней цилиндрической резьбой, на которую навертывается предохранительный колпак.
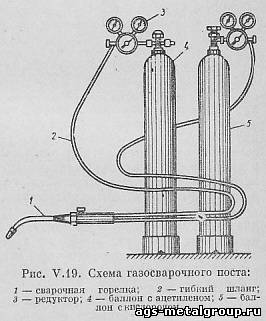
Кислородный баллон окрашивается в синий цвет, ацетиленовый - в белый. Ацетиленовый баллон наполняют ацетиленом под давлением 16 ат (1,6 МПа). Во избежание взрыва баллон наполняют пористой массой (активированным углем), пропитанной ацетоном. В мелких порах пористой массы ацетилен теряет свои взрывчатые свойства. Для понижения и регулирования давления кислорода и ацетилена пользуются редукторами. На рис. 19 приведена схема газосварочного поста.
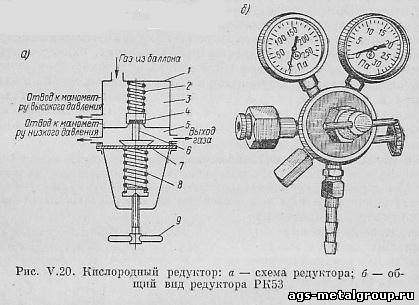
Рабочее давление при сварке составляет для кислорода 1 - 5 ат (0,1 ÷ 0,5 МПа), для ацетилена 0,1 - 1,5 ат (0,01 ÷ 0,15 МПа). Редукторы (рис. 20) бывают одно- и двухступенчатые; последние понижают давление со 150 ат (15 МПа) до 50 ат (5 МПа) и с 50 ат до рабочего давления.
Газ из баллона поступает в камеру высокого давления 3 корпуса 1. Поступление газа в камеру низкого давления 5 осуществляется ввертыванием регулирующего винта 9, который сжимает пружину 8; при этом перемещаются резиновая мембрана 7, шпиндель 6 с нажимным диском запорной пружины 2, открывается клапан 4 и газ переходит из камеры высокого в камеру низкого давления 5. При равном поступлении и расходе газа мембрана находится постоянно в одном положении. При возрастании расхода газа (понижение давления в камере 5) мембрана поднимает вверх клапан и увеличивается поступление газа. При уменьшении газа происходят опускание мембраны и перекрытие клапана.
Применяются также редукторы обратного действия, в которых клапан расположен так, что газ из баллона прижимает клапан к седлу.
Ацетиленовые генераторы: служат для получения ацетилена путем разложения карбида кальция водой.
Изготовляют генераторы низкого давления до 0,1 кГ/см² (0,01 МПа), среднего - 0,1 - 1,5 кГ/см² (0,01 - 0,15 МПа), и высокого - свыше 1,5 кГ/см² (0,15 МПа).
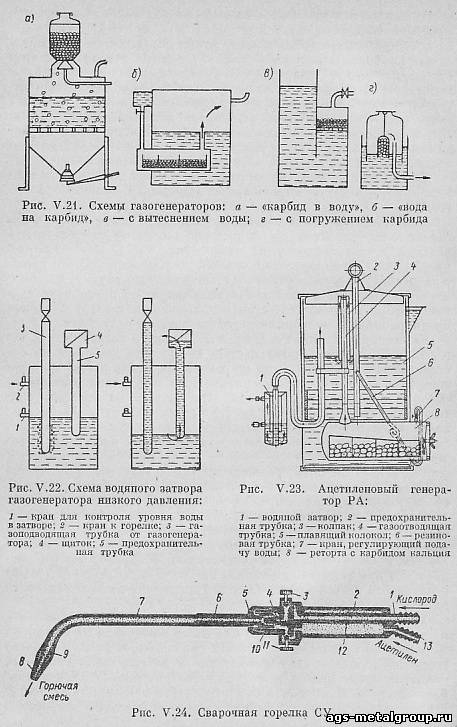
В зависимости от способа взаимодействия карбида кальция и воды применяются различные генераторы (рис. 21).
В генераторах «карбид в воду» куски карбида кальция периодически забрасываются небольшими порциями в воду, при этом происходит полное разложение карбида кальция с выделением ацетилена. В генераторах «вода на карбид» карбид кальция загружают в реторты, в которых он смачивается водой и выделяет ацетилен. Генераторы этого типа имеют наибольшее применение. В генераторах контактной системы карбид кальция и вода периодически приводятся в соприкосновение и вновь разъединяются в зависимости от давления ацетилена в генераторе.
Генераторы делятся на переносные (производительностью до 3 м³/ч ацетилена) и стационарные (производительностью более 3 м³/ч).
Для предупреждения взрыва при обратном ударе пламени кислородно-ацетиленовой смеси каждый генератор должен иметь водяной предохранительный затвор (рис. 22). При обратном ударе пламени газогенератор отделен от пламени водяным затвором, в котором вода заполняет газоподводящую трубку, а взрывчатая смесь газов и вода выбрасываются через предохранительную трубку в атмосферу. При использовании газа от баллонов предохранителем от обратного удара служат редукторы.
Газогенератор типа РА (рис. 23) низкого давления 0,12 ат (0,012 МПа), производительностью 1 - 1,2 м³/ч, работает по системе «вода на карбид». Вода по резиновой трубке поступает в реторту, заполненную карбидом; происходит образование ацетилена который поступает под колокол. При повышении давления ацетилена колокол поднимается вместе с резиновой трубкой и поступление воды в реторту прекращается. При понижении давления ацетилена колокол опускается и вода вновь поступает в реторту.
Газогенератор имеет водяной затвор 1, через который из-под колокола ацетилен поступает в шланг и далее в горелку, а также две реторты, работающие попеременно.
Сварочные горелки предназначены для смешивания горючего газа с кислородом в соотношении, обеспечивающем получение пламени с заданными свойствами. Сварочные горелки изготовляются инжекторные и безинжекторные. Инжекторные горелки работают при давлении ацетилена 0,01 - 0,5 ат (0,001 - 0,05 МПа) и кислорода 1 - 5 ат (0,1 - 0,5 МПа) и являются универсальными (рис. 24).
В этих горелках кислород из баллонов поступает по шлангу к ниппелю 1 и затем по трубке 12 в сопло инжектора 10. Кислород из инжектора выходит с большой скоростью, в результате чего струя кислорода создает разрежение в ацетиленовой камере 2, обеспечивающее подсос ацетилена через ниппель 13 в смесительную камеру 6. Полученная смесь по трубке наконечника 7 поступает в мундштук 8 и по выходе из него сгорает. Регулирование состава смеси производится вентилями 8 и 11, расположенными в корпусе 4.
Наконечник присоединяется к корпусу накидной гайкой 5, а к мундштуку - ниппелем 9. Горелки имеют сменные наконечники, применяемые в зависимости от толщины свариваемого металла. Безинжекторные горелки применяют при использовании повышенного давления ацетилена более 0,5 ат (0,05 МПа).
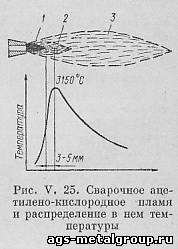
Ацетилено-кислородное пламя (рис. 25) состоит из трех зон: зона 1 (ядро) окружена тонкой ослепительно светящейся оболочкой, имеет свободный кислород и продукты распада ацетилена; зона 2 (восстановительная) имеет наивысшую температуру и содержит продукты неполного сгорания; зона 3 (зона полного сгорания) имеет длинный факел желто-красного цвета, в котором окончательно сгорает ацетилен за счет также кислорода воздуха.
Сварку производят пламенем второй зоны. Пламя регулируется при соотношении кислорода к ацетилену (по объему), равному 1,1-1,2. Такое пламя называют нормальным или нейтральным. При соотношении кислорода к ацетилену более чем 1,2 - 1,3 пламя будет при сварке обычных сталей окислительным и непригодным для сварки. При избытке ацетилена по сравнению с кислородом (более 1,2) происходит насыщение металла углеродом; пламя при таком соотношении называется восстановительным или науглероживающим. Пламя с избытком ацетилена применяется при сварке чугуна, некоторых цветных металлов, быстрорежущих сталей и для наплавки твердых сплавов.
§ 23. Технология газовой сварки
Газовая сварка применяется для неразъемных соединений, аналогичных соединениям, получаемым электродуговой сваркой встык, внахлестку, втавр и др.
Сварка внахлестку толстостенных изделий не производится из-за сильного местного нагрева металла, вызывающего значительные внутренние напряжения и ухудшающие его структуру. Сварку обычно производят нормальным пламенем. Во избежание сильного науглероживания металла ядро пламени не должно касаться поверхности металла.
Сварка тонких изделий осуществляется без разделки кромок путем их расплавления, а изделий толщиной более 5 - 6 мм- с разделкой шва и с применением присадочного прутка, который расплавляется и заполняет зазор между свариваемыми изделиями. Присадочный пруток располагают под углом 45° к поверхности металла, причем конец его должен быть погружен в расплавленный металл. Для лучшего перемешивания металла концу присадочного прутка придают различные зигзагообразные колебательные движения в зависимости от технологических особенностей процесса.
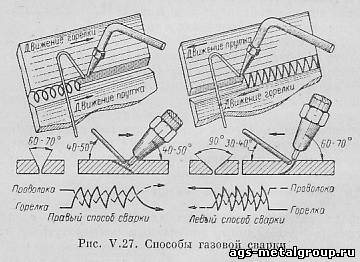
Нагрев металла зависит от угла наклона горелки к поверхности металла: чем он больше, тем больше ввод тепла и быстрее происходит нагрев. Сварку тонких изделий следует выполнять с меньшим углом наклона горелки во избежание прожога металла. Сварка изделий толщиной 1 - 3 мм производится под углом наклона горелки мундштука около З0°, а толщиной 10 - 15 мм - при угле 70° (рис. 26).
Газовую сварку осуществляют двумя способами - левым и правым. При левом способе сварки присадочный пруток перемещают впереди горелки и пламя направляют вперед на основной металл, а при правом способе впереди присадочного прутка перемещают горелку и пламя направляют назад на сварочный шов (рис. 27). Правый способ сварки увеличивает производительность на 20 - 25% за счет лучшего использования тепла, но применяется лишь при сварке металла толщиной более 5 мм во избежание его прожога.
Диаметр присадочного прутка выбирается в зависимости от толщины свариваемого изделия и его сплава. Мощность пламени определяется толщиной свариваемого металла и его физическими свойствами. Расход ацетилена вычисляется по формуле А = kδ, где А - расход ацетилена в л/ч (см³/сек); δ - толщина свариваемого металла в мм; k - коэффициент, равный для чугуна, малоуглеродистой стали и алюминия 100-120, для меди 160-200, для нержавеющей стали 75 - 100.
При сварке стали диаметр присадочного прутка определяется по эмпирической формуле d ≈ δ/2 + 1, где d - диаметр присадочного прутка в мм; δ - толщина свариваемой стали в мм.
Для газовой сварки углеродистой стали применяют обычно проволоку из малоуглеродистой стали. Для сварки чугуна, цветных металлов и сплавов, высоколегированных сталей используют присадочные прутки обычно того же состава, что и основной металл свариваемого изделия.
При газовой сварке чугуна, цветных металлов и некоторых специальных сталей применяют флюсы в виде порошка или пасты для растворения окислов и образования легкоплавких шлаков. Сварка малоуглеродистых и конструкционных сталей производится без предварительного нагрева и применения флюса.
Сварка высокоуглеродистых сталей производится с применением флюса (50% углекислого натрия Nа₂СО₃ и 50% двууглекислого натрия NаНСО₃) и подогревом до 600 - 650' С для более медленного охлаждения наплавленного металла с целью избежания закалки. После сварки изделие отжигают при температуре 750- 800' С.
§ 24. Газопрессовая сварка
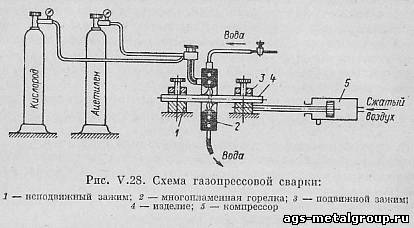
Газопрессовой сваркой называется процесс получения неразъемного соединения путем нагрева ацетилено-кислородным пламенем торцов свариваемых деталей до пластического состояния или до оплавления с последующим их сжатием. Газопрессовая сварка - прогрессивный способ, обеспечивающий высокую производительность и хорошее качество сварки; применяется для сварки труб равного сечения, рельсов, валов, осей и др.
Сварка труб диаметром 200 - 300 мм и толщиной стенки 6- 12 мм длится 30 - 100 сек. Нагрев деталей до сварочной температуры производится специальной многопламенной горелкой с выходными каналами диаметром 0,5 - 0,8 мм (рис. 28). Происходит равномерный и быстрый нагрев деталей.
Установка для газопрессовой сварки имеет следующие основные части: зажимное устройство для крепления свариваемых деталей; пресс гидравлический или пневматический для сжатия нагреваемых деталей; многопламенную горелку, охлаждаемую водой; механизм для колебательных движений горелки с целью равномерного нагрева.
В зависимости от профиля свариваемых изделий многопламенные горелки имеют разнообразные конструкции. Для сварки труб небольшого диаметра 30 - 90 мм, а также круглых стержней диаметром 30 - 60 мм применнют многопламенные горелки инжекторного типа КГ40, КГ90.