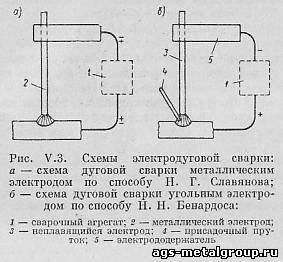
В промышленности наибольшее применение имеют электродуговая сварка прямого действия с применением плавящегося металлического электрода 2 (рис. З, а) по способу Славянова и по способу Бенардоса (рис. З, б) с применением угольного или вольфрамового неплавящегося электрода 3 и присадочного прутка 4. Способ Бенардоса меньше применяется, чем способ Славянова.
§ 5. Электрическая сварочная дуга и ее свойства
Электрическая сварочная дуга представляет собой мощный электрический разряд в газовой среде. Газ при низкой температуре не проводит электрический ток. Газ может проводить ток только при наличии в нем электрически заряженных частиц-ионов, и в этом случае его называют ионизированным. При дуговом разряде выделяется значительное количество тепла, происходит ионизация газа.
Сильно ионизированный газ столба электрического разряда- дуги - обладает повышенной электропроводностью, приближающейся к электропроводности металлов, и обеспечивает поддержание устойчивого разряда при прохождении тока. Основаниями столба дугового разряда служат резко ограниченные области на поверхности электродов - электродные пятна (катодные и анодные).
Ионизация газа происходит в основном в результате соударений с молекулами электронов, имитирующих с поверхности отрицательного электрода (катода). С увеличением силы тока увеличивается кинетическая энергия электронов.
В дуге происходит взаимная бомбардировка катода положительными ионами и анода отрицательными ионами и электронами; в результате этого кинетическая энергия частиц переходит в тепловую и происходит нагрев и расплавление электрода и основного металла.
Напряжение дуги между электродом и деталью главным образом зависит от длины дуги, силы тока, а также от материала и размера электродов, теплового состояния дугового столба, степени его ионизации и др.
Для определения напряжения дуги упрощенно пользуются следующей эмпирической формулой: U = a + bL, где U - напряжение дуги в в; L - длина дуги в мм; а и b- постоянные коэффициенты, определяемые опытным путем и зависящие от материала электродов, состава газовой среды и др.; а - сумма катодного и анодного падения напряжения дуги (равна 10 - 12 в при сварке стальным электродом); b - среднее падение напряжения на единицу длины дуги, равное в этом случае 2 - 3 в на 1 мм.
Для зажигания и поддержания дуги при обычной сварке в случае использования стальных электродов достаточно напряжение 45 - 50 в, а при использовании угольных электродов - 55 - 65 в. После установления дугового разряда напряжение падает и составляет 18 - 25 в при стальных электродах и 30 - 40 в - при угольных.
Источником питания электродуги для сварки может быть постоянный и переменный ток. При дуговой разрядке температура дуги достигает в центре осевой ее части до 6000 - 7000' С в зависимости от силы и плотности тока.
Для получения высококачественного сварного соединения необходимо иметь устойчивость горения дуги и не допускать ее прерывистости.
Расстояние между электродом и свариваемым металлом при сварке плавящимся электродом должно быть не более 0,6 - 0,8 диаметра электрода; практически длина дуги в этом случае составляет 3 - 4 мм. При короткой дуге происходит меньшее насыщение металла кислородом и азотом, снижающими прочность сварного шва.
Устойчивость дуги при использовании постоянного тока значительно выше, чем при применении переменного тока. При питании переменным током дуга менее устойчива потому, что при нормальной частоте (50 гц) происходит синусоидальное изменение напряжения и тока; ток в секунду 100 раз меняет свое направление, дуга периодически гаснет и зажигается и при наличии недостаточной ионизации между электродами дуга может прерваться.
Повышение устойчивости дуги достигается применением переменного тока повышенной частоты - 150 - 450 гц, использованием ионизирующих покрытий электродов (К₂СО₃, СаСО₃) или наложением токов высокой частоты (т. в. ч.) на основной ток дуги, при котором устойчивость дуги получается за счет непрерывной ионизации дугового столба т. в. ч. В этом случае на электрод подается, кроме напряжения от основного источника питания, одновременно и напряжение повышенной частоты от прибора (осциллятора), достигающее до 10⁶гц, и напряжение 2500 - 3000 в при небольшой мощности 0,2 - 0,З квт.
При сварке применяют прямую и обратную полярность. При прямой полярности минус источника тока подключается к электроду, а плюс - к свариваемой детали, а при обратной полярности плюс подключается к электроду, а минус - к свариваемой детали.
При сварке угольным электродом на постоянном токе на прямой полярности дуга легче возбуждается и устойчивее, чем при сварке на обратной полярности. При использовании металлических плавящихся электродов полярность дуги меньше влияет на устойчивость дуги, и сварка осуществляется как на переменном, так и на постоянном токе с прямой и обратной полярностью в зависимости от состава покрытия электродов и флюсов.
§ 6. Источники питания сварочной дуги
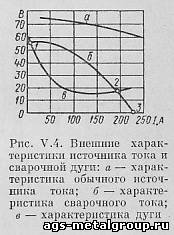
Для питания сварочной дуги применяют специальные источники тока. Если при обычном питании током осветительных ламп, электродвигателей и др. следует иметь постоянное напряжение в питающей сети в виде почти прямой линии (рис. 4, а), параллельной оси абсцисс, то при питании сварочной дуги того или иного типа необходим источник питания тока со специальной вольтамперной характеристикой (рис. 4, б).
Опытная зависимость напряжения дуги от тока: при постоянных значениях длины дуги изображена на рис. 4, в в виде кривых.
В случае использования силы тока, обычно применяемого при современной дуговой ручной сварке, напряжение дуги почти не зависит от силы тока. Напряжение источника тока должно уменьшаться с увеличением сварочного тока и пересекать в двух точках 1 и 2 характеристику дуги. В точке 1 происходит возбуждение дуги, а в точке 2 обеспечивается устойчивое ее горение. В момент короткого замыкания в точке 3 напряжение источника тока уменьшается до нуля. Напряжение холостого хода и источника тока должно быть в 2,5 - 3 раза больше напряжения дуги и составлять при ручной дуговой сварке металлическим электродом постоянным током 45 - 65 в, а переменным током - 55 - 100 а.
Питание сварочной дуги при сварке на постоянном токе осуществляется от специального сварочного генератора. Сварочные генераторы подразделяются на однопостовые для питания одного сварочного поста и многопостовые предназначенные для питания одновременно нескольких сварочных постов. Кроме того, генераторы бывают стационарные и передвижные, работающие от электродвигателя или от двигателя внутреннего сгорания.
В промышленности значительное количество сварочных постов работает от переменного тока. Питание сварочных постов переменным током производится от сварочных трансформаторов, понижающих напряжение, существующее в заводской сети (220, 380 в до 60 - 65 в).
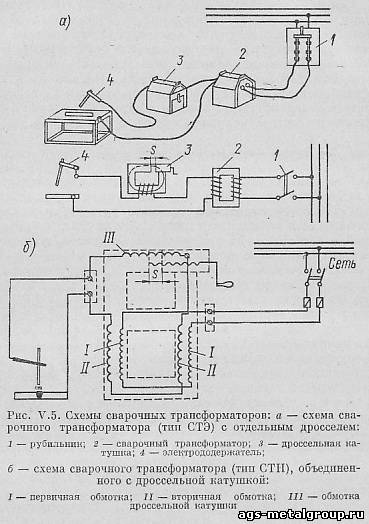
При сварке переменным током падающую внешнюю характеристику получают включением последовательно с дугой в сварочную цепь достаточного индуктивного сопротивления. Это достигается включением во вторичную цепь трансформатора последовательно с дугой индуктивного сопротивления дроссельной катушки, отделенной от трансформатора (рис. 5, а) или объединенной с ним в одно целое (рис. 5, б). Имеются сварочные трансформаторы (тип СТН) с увеличенной индуктивностью без дроссельной катушки.
Первичная обмотка трансформатора (рис. 5, а) подключается к силовой сети, а вторичная - к сварочному посту. Сердечник дроссельной катушки состоит из двух частей - неподвижной, на которой имеются витки катушки, и подвижной, перемещаемой поворотом ручки. Электрическое сопротивление дроссельной катушки уменьшается при увеличении зазора S между подвижной и неподвижной частями сердечников, в связи с чем увеличивается сила тока в сварочной цепи; при уменьшении зазора между частями сердечника возрастает электрическое сопротивление дроссельной катушки и уменьшается величина сварочного тока.
Сварочные трансформаторы с объединенной с ними дроссельной катушкой СТН, разработанные акад. В. П. Никитиным, предназначаются для питания дуги при сварке на токах 500, 1000, 2000 а. На рис. 5, б приведена схема сварочного трансформатора СТН-500 (СТН-700). Питание сварочной дуги может осуществляться выпрямителем, представляющим сочетание сварочного трансформатора с выпрямительным устройством, в котором используются выпрямительные элементы - селеновые, германиевые или кремниевые. К. п. д. таких сварочных агрегатов значительно превышает к. п. д. моторогенераторных установок.
§ 7. Электроды и флюсы
При электродуговой сварке применяют электроды металлические плавящиеся (стальные, чугунные, из цветных металлов) и неплавящиеся угольные, графитовые и вольфрамовые (при сварке в инертных газах). Металлические плавящиеся электроды применяют при сварке по способу Славянова; угольные, графитовые- по способу Бенардоса, вольфрамовые - при атомноводородной и аргонодуговой сварке.
Угольные электроды изготовляют Ø 6 - 30 мм и длиной до 300 мм. Стальные электроды для ручной сварки изготовляют из специальной сварочной проволоки Ø 1 - 12 мм по ГОСТУ 2246 - 70 и ряду специальных ТУ. Сварочная проволока применяется углеродистая, легированная и высоколегированная. Содержание углерода в проволоке, как правило, ограничивается, что улучшает пластичность наплавленного металла. Углеродистая сварочная проволока марки Св. 08 содержит углерода не свыше 0,10%; применяется для изготовления ряда марок электродов и для автоматической сварки.
Для повышения прочности наплавленного металла применяют сварочную проволоку с повышенным содержанием марганца- Св. 08Г (0,80 - 1,10% Мn) и Св. 10Г2 (1,50 - 1,90% Мn). Марганец раскисляет металл, препятствует образованию горячих трещин.
Легированную и высоколегированную сварочную проволоку применяют для сварки соответственно легированных и высоколегированиых изделий. При автоматической сварке сварочная проволока используется в виде мотков.
Для ручной дуговой сварки проволоку нарезают длиной 250- 450 мм. Электроды Ø 1 - 2 мм применяют для сварки металла толщиной до 2 мм, а электроды Ø З мм - для сварки металлов толщиной 2 - 4 мм. Для сварки металлов толщиной 5 - 10 мм используются электроды Ø 4 - 5 мм, а при сварке 6ольшей толщины - электроды Ø 5 - 8 мм.
Стальные электроды для ручной электродуговой сварки покрывают специальными обмазками для защиты расплавленного металла от насыщения его кислородом и азотом, для создания устойчивости горения дуги и придания наплавленному металлу специальных свойств, зависящих от наличия легирующих элементов в составе обмазки. Электродные обмазки применяются двух видов - тонкие и толстые. Тонкие обмазки электродов (обычно мел и жидкое стекло) предназначаются только для увеличения устойчивости горения дуги и их применяют для сварки малоответственных изделий из углеродистой стали.
Для сварки ответственных изделий применяют электроды с толстой обмазкой (покрытием). Толщина слоя покрытия обычно составляет около 1 мм при относительном весе покрытия около 15 - 35% от веса электродного стержня. В состав покрытия электродов входят шлакообразующие, газообразующие, легирующие и клеющие или связующие вещества и раскислители.
Шлакообразующие и клеющие вещества, а также раскислители имеются, как правило, во всех качественных толстых покрытиях. Остальные составляющие вводятся на во все покрытия. Шлакообразующие вещества предназначаются для повышения устойчивости дуги и для защиты расплавленного металла шлаковой оболочкой от воздействия кислорода и азота. Они состоят в основном из окислов металлов и металлоидов в виде титанового концентрата (ильменита), марганцевой руды (пиролюзита), полевого шпата, мрамора, мела и др.
Газообразующие составляющие используются в покрытиях для создания в процессе плавления электрода газовой защитной среды вокруг столба дуги и расплавленного металла. Защитная среда состоит либо из окиси углерода, либо из некоторых продуктов распада углеводов. Эти газы предохраняют расплавленный металл от воздействия кислорода и азота воздуха, но сами являются окислителями, в связи с чем в покрытия вводят достаточное количество раскислителей.
Легирующие составляющие и раскислители -(ферромарганец, ферросилиций, феррованадий, феррохром, ферротитан, алюминий и др.) вводят в обмазку в виде тонкоизмельченного порошка вместе со шлакообразующими и газообразующими материалами. Их назначение - повышение механических свойств наплавленного металла и придание ему специальных свойств (жаростойкости, износоустойчивости и др.).
При сварке часть, легирующих элементов стержня и электродного покрытия выгорает, а другая часть переходит в наплавленный металл.
Для сварки высоколегированных сталей применяют электроды из высоколегированной проволоки, имеющей примерно такой же химический состав, как и свариваемый металл. В состав обмазки таких электродов, кроме шлакообразующих и газообразующих материалов, вводят легирующие элементы для компенсации их угара.
В качестве раскислителей при сварке сталей применяются марганец, титан, кремний и алюминий, которые имеют большее сродство с кислородом, чем железо, благодаря чему происходит восстановление железа из его окислов.
В зависимости от требований, предъявляемых к, качеству сварного шва, применяют электроды: Э34, Э42 и др. для сварки углеродистых и низколегированных сталей; ЭМ, ЭХМ и др. для сварки теплоустойчивых среднелегированных сталей ЭА-ЗМ6, ЭА2Б (аустенитного типа), ЭФ-13 и др. (ферритного типа); ЭНГ-62, ЭНГ-50 и др. для наплавок с целью получения высокой твёрдости.
Большое значение имеет марка, применяемого типа электрода, характеризующая состав покрытия электрода, его технологические свойства: род и полярность тока для сварки и наплавки и пр.
Распространенные высококачественные электроды марок ОММ-5 и УОНИ 13/55, соответствующие маркам Э42 и Э55 (ГОСТ 9467 - 60), имеют следующие составы обмазок: электрод ОММ-5 - 37% титанового (ильменитового) концентрата, 21 % марганцевой руды (пиролюзит), 13% полевого шпата, 20% ферромарганца, 9 % крахмала и 30 % (от веса компонента) жидкого стекла; электрод, марки УОНИ 13/55 - 54% мрамора СаСО₃, 15% плавикового шпата, 9% кварца SiO₂, 5% ферромарганца, 5% ферросилиция, 12% ферротитана и 30% (от веса компонента) жидкого стекла. Знаменатель показывает нижний предел прочности при растяжении наплавленного металла в кГ/мм².
Большинство электродов изготовляют на специальных заводах или в электродных мастерских, где производственные операции (рубка проволоки, раздробление помол и перемешивание материалов со связующими; покрытие электродов обмазкой), полностью механизированы.
Нанесение покрытий производится либо окунанием электродов в ванну с жидкой обмазочной массой с последующим медленным подъемом электрода из ванны, либо более совершенным методом- нанесением покрытия на электрод, опрессовкой специальными электродными прессами, работающими под давлением 40 - 50 ат (40 - 50 МПа). В этом случае электродный стержень, пропускается через мундштук пресса и вместе с ним выдавливается электродная масса, равномерно покрывающая со всех сторон стержень. При выходе из пресса один конец электрода очищают от обмазки для
захвата его электрододержателем. Производительность таких прессов - 100 - 400 электродов в минуту.
Покрытые электроды подвергаются сушке при умеренных температурах, зависящих от состава.
§ 8. Режим и техника ручной электродуговой сварки углеродистой стали
Сварочный пост для ручной электродуговой сварки должен иметь следующее оборудование: распределительный щит, снабженный амперметром для измерения сварочного тока, вольтметром и сигнальной лампой, показывающей силу напряжения в сварочной сети; сварочный агрегат; рабочий стол; кабину или ширму; молоток и щетку; электрододержатель; гибкий кабель для подвода тока; электроды; сборочно-сварочные приспособления. Сварщика необходимо обеспечить спецодеждой: брезентовым костюмом, сапогами, брезентовыми или кожаными рукавицами и предохранительным щитком или шлемом со специальными темными стеклами для защиты глаз и лица от действия инфракрасных и ультрафиолетовых лучей, излучаемых электродугой.
Режим электродуговой сварки зависит от диаметра электрода и величины сварочного тока. Выбор величины сварочного тока производится в зависимости от диаметра, марки электрода и положения его в пространстве, толщины, состава свариваемого металла, рода тока и типа соединений. С увеличением толщины свариваемого металла соответственно увеличивается и сила сварочного тока.
Зависимость между силой тока и диаметром электрода выражается уравнением: I = Кdэ, где I - сила тока при сварке в а; К - коэффициент; dэ - диаметр электрода в мм. Значение коэффициента К для сварки малоуглеродистой стали металлическим электродом составляет (в а/мм) 40-50, высоколегированной 25- 40, угольным электродом - 5-8 и графитовым 18-22.
Для ускорения сварки диаметр электрода можно увеличивать, но при этом должно соблюдаться условие удобства сварки и отсутствие прожога металла.
Количество наплавленного металла при сварке определяется по формуле G = аIt, где G - количество наплавленного электродного металла в г; а - коэффициент наплавки электрода при ручной сварке (7 - 16 г/а-ч), определяемый опытным путем; I - сварочный ток в а; t - время горения дуги в ч.
Для установки дугового разряда производят замыкание электрода на изделии с последующим быстрым отводом электрода на 3 - 5 мм. При таком разряде выделяющаяся энергия нагревает газ, оплавляет и частично испаряет материал электрода и обеспечивает ионизацию газового столба для устойчивого горения дуги.
Процесс создания нормального дугового разряда для выполнения сварки от начала замыкания занимает несколько десятых долей секунды.
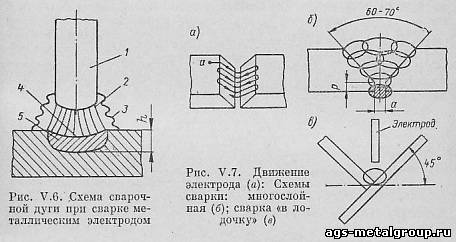
На рис. 6 показана схема сварочной дуги при сварке металлическим электродом 1. Столб дуги 2, окруженный факелом 3, имеет, как правило, коническую форму. Поверхность жидкой ванны 5 имеет углубление, так называемый кратер 4, образующийся под давлением механических сил, создаваемых дугой. Основной металл расплавляется на глубину h - провара.
Для получения качественного шва при сварке в нижнем положении сварщик располагает электрод под углом 15 - 20' и перемещает его по мере расплавления вниз для сохранения постоянной длины дуги 3 - 5 мм и вдоль оси шва для заполнения разделки шва металлом. При этом обычно концом электрода совершают поперечные колебательные движения для получения валиков требуемой ширины.
При многослойной сварке (рис. 7, а) сначала приваривают корень шва и затем заполняют разделку слоями (валиками). После послойной зачистки металла от окислов и шлака накладывают остальные валики (рис, 7, б).
Для повышения качества сварки при выполнении ее угловыми швами изделие часто располагают так, чтобы место сопряжения полки и стенки находилось в нижнем положении. Такой способ сварки называется сваркой «в лодочку» (рис. 7, в).
Сварка вертикальных швов выполняется короткой дугой с целью облегчения перехода металла электрода на основной металл. Удобнее и проще производить сварку снизу вверх, при этом на наплавленный металл откладываются последующие слои металла при движении электрода вверх.
Сварка угольными электродами производится на постоянном токе при прямой полярности. Зажигание дуги осуществляется между угольным электродом и изделием путем замыкания электрода на изделие и последующего его отвода на 10 - 20 мм. Угольный электрод не пристает к металлу при таком коротком замыкании. Дуга может быть растянута до 30 - 50мм. Сварку тонких изделий производят без присадочного металла, получая прочное соединение за счет расплавления отбартованных кромок. Производительность в этом случае при толщине 1 - 3 мм достигает 50 - 60 м/ч.
Сварку угольными электродами часто выполняют с применением присадочного металла, в частности, закладывая его в разделку шва.
§ 9. Методы повышения производительности ручной электродуговой сварки
Для увеличения производительности труда при ручной электродуговой сварке часто применяют электроды повышенного диаметра с соответственным увеличением силы тока.
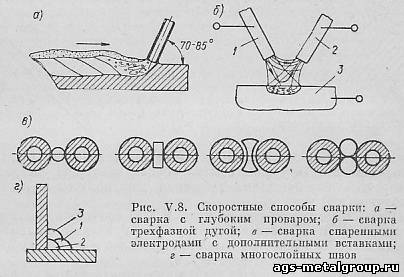
При использовании электродов со специальным утолщенным покрытием, расплавляемым позднее, чем электродный стержень, производят сварку с глубоким проваром (рис. 8, а). Электрод располагают под углом 70 - 85', плотно прижимают кромкой обмазки к изделию и перемещают вдоль выполняемого шва. При таком способе сварки вследствие более позднего расплавления обмазки из нее в конце электрода образуется чехол, который защищает металл от воздействия воздуха, в результате чего уменьшаются угар металла и его разбрызгивание. Это позволяет применять повышенную силу сварочного тока и проплавлять металл на большую глубину. Производительность увеличивается в 1,5- 2 раза по сравнению с обычным способом сварки.
Высокая производительность достигается при сварке трехфазной дугой (рис. 8, б), когда две дуги образуются между электродами 1, 2 и свариваемым изделием 3 и одна - между электродами. Подключение к сети производится одновременно к трем фазам: одна - к изделию и две - к двум электродам. Питание дуги осуществляется от многопостового сварочного трансформатора или однофазных сварочных трансформаторов, включая три трансформатора звездой или треугольником. Производительность сварки увеличивается в 2 - 2,5 раза и уменьшается расход электроэнергии на 20 - 25%.
Для увеличения производительности при сварке трехфазной дугой применяют спаренные электроды с толстой обмазкой и дополнительными металлическими вставками между электродами (рис. 8, в). При сварке многослойных швов (рис. 8, г) в угол наплавляют первый валик, вторым валиком перекрывают на 40-60% первый валик, третий валик накладывают в угол, как и первый, и т. д. При такой последовательности наложения валиков шлак предыдущего валика плавится вместе с новой порцией шлака в зоне дуги, защищает металл от окисления и обеспечивает повышение производительности.