Контактной сваркой или электрической сваркой сопротивлением называется процесс неразъемного соединения деталей, осуществляемый при нагреве их электрическим током до расплавления или до пластического состояния с последующим приложением механического усилия.
Детали помещают между двумя электродами, и при прохождении тока от одного электрода к другому в месте соединения их происходит местный нагрев до пластического состояния или до расплавления. После этого ток выключают и производят сжатие деталей, что и обеспечивает их сваривание.
Современные машины для контактной сварки работают, как правило, на переменном токе. Сила сварочного тока применяется от 1000 до 100 000 а и более, что обеспечивает быстрый нагрев изделий. Время сварки составляет от сотых долей секунд до нескольких десятков секунды.
Для контактной сварки используют трансформаторы, понижающие сетевое напряжение 220, 380 в до напряжения в 1,5 - 12 в, необходимого для создания соответствующей силы сварочного тока. Трансформатор обычно встраивается в машину и конструктивно представляет с ней одно целое.
Контактная сварка применяется трех основных видов; стыковая, точечная, шовная. Для каждого вида сварки существуют специальные машины.
§ 16. Стыковая сварка
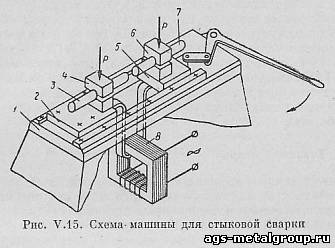
Стыковой сваркой производят соединение труб, рельсов, различных деталей в машиностроении. По всей поверхности соприкосновения свариваемых деталей обеспечивается прочное соединение. Стыковая сварка осуществляется с применением специальных машин ручного или автоматического действия двумя способами: без оплавления торцов свариваемых деталей и с оплавлением.
Свариваемые детали 3 и 7 (рис. 15) помещают между зажимами 4 и б, подключенными к вторичной обмотке трансформатора 8. Одну из плит 2 неподвижно закрепляют на станине 1 и изолируют от нее, а другую плиту 5 можно перемещать по направляющим станины. Перемещение плиты вместе с закрепленной деталью осуществляется в машинах с помощью рычага, штурвала, пружин, а при сварке деталей значительного размера - с помощью механических, гидравлических или пневматических устройств.
При контактной стыковой сварке сопротивлением свариваемые детали, предварительно пригнанные друг к другу, приводятся в соприкосновение и при поступлении тока происходит нагрев деталей до пластического состояния. После нагрева ток выключают и сжимают свариваемые детали. Этот способ не имеет широкого применения ввиду необходимости в тщательной подготовке поверхностей свариваемых деталей и точного определения температуры нагрева.
Стыковая сварка оплавлением применяется для сварки деталей большого сечения. Сварка производится прерывистым и непрерывным оплавлением.
При прерывистом оплавлении сначала включают ток и приводят детали в кратковременное соприкосновение, а затем разъединяют их на небольшое расстояние. Эта операция повторяется несколько раз. При разъединении деталей происходит размыкание сварочного тока силой в несколько тысяч ампер, в результате чего происходит нагрев и оплавление торцов деталей, после чего производят сжатие деталей.
Сварка непрерывным оплавлением производится следующим образом: включается трансформатор, детали сближаются при небольшом давлении, соприкасаясь в отдельных точках. Ток, проходя через точки касания при непрерывном сближении деталей, выделяет большое количество тепла и нагревает металл. В результате происходит местное расплавление и испарение металла, который вместе с окислами выбрасывается наружу в плоскости стыка. После достаточного нагрева производят быстрое сжатие деталей. Для деталей, склонных к закалке и образованию трещин, применяют сварку оплавлением с подогревом, при которой уменьшается скорость охлаждения детали после сварки.
Припуск на оплавление и осадку круглой детали составляет 0,2 - 0,4 диаметра; скорость оплавления 0,8 - 2,5 мм/сек; усилие для осадки металла 2 - 8 кГ/мм² (19,6 - 78,4 МПа).
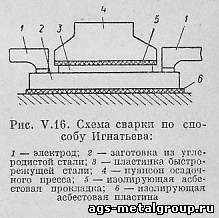
Одна из разновидностей стыковой сварки - прессовая сварка по способу Игнатьева, имеющая большое значение для изготовления режущего инструмента (рис. 16). При этом способе сварки ток проходит параллельно поверхности стыка, что обеспечивает нагрев по всей толщине изделия.
§ 17. Точечная сварка
Точечная сварка применяется для неразъемных соединений деталей внахлестку из тонкого листового металла (толщиной 0,2- 8 мм), для соединения штампованных профилей, сварки стержней или приварки стержней к листам и др.
Метод точечной сварки заключается в нагреве свариваемых деталей при прохождении тока от одного электрода через детали к другому. Происходит быстрый нагрев и расплавление металла в зоне сварки с образованием «ядра» сварочной точки, имеющего чечевицеобразную форму размером обычно 2 - 12 мм. Давление, приложенное к электродам, уплотняет металл в сварочной точке и обеспечивает прочное соединение.
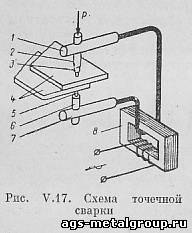
На рис. 17 показана схема точечной сварки. Свариваемые листы 4 зажимают между верхним 3 и нижним 5 электродами сварочной машины, к которым через электрододержатели 2 и 6 и хоботы 1 и 7 подведен ток от трансформатора 8. Нижний хобот делается неподвижным, а верхний подвижным; при сварке верхний хобот создает давление на свариваемые листы.
Удельное давление должно быть достаточным для преодоления жесткости листов, осуществления необходимой пластической деформации при сварке и составляет от 2 до 10 кГ/мм² (20 - 100 МПа). Время сварки составляет 0,01 - 1,5 сек. Нагрев свариваемых деталей должен обеспечить получение сварной точки диаметром, превышающим в 2 - 3 раза толщину наиболее тонкого элемента сварного соединения. Диаметр точки равняется 0,9 - 1,2 диаметра электрода. Медные электроды для точечной сварки обычно охлаждаются проточной водой.
При точечной сварке поверхности деталей должны быть тщательно очищены механическим или химическим (травлением в щелочах) способом, так как при точечной сварке удалить загрязнения из зоны сварки невозможно. Для точечной сварки применяют разнообразные машины. Точечная сварка может быть односторонней и двусторонней в зависимости от расположения электродов по отношению к свариваемым деталям.
При односторонней сварке ток проходит от электрода через верхний лист к нижнему и в месте соприкосновения листов происходит сварка. Для увеличения силы тока при прохождении его через нижний лист под ним помещают медную прокладку. Для массового производства используют многоточечные машины с односторонней сваркой, на которых одновременно сваривают до 50 точек в минуту.
Точечные машины изготовляют с радиальным и прямолинейным перемещением верхнего электрода.
Разновидностью точечной сварки является рельефная сварка, при которой заранее выштамповывают в листе выступы в местах, подлежащих сварке. Листы закладывают в пресс, подводят ток, и металл быстро расплавляется в местах соприкосновения выступов.
Имеются машины для точечной сварки, в которых ток подается с перерывами между отдельными импульсами. Такие машины имеют специальные прерыватели тока, которые работают по заранее заданному режиму и обеспечивают сварку металла значительной толщины, увеличивают срок работы электродов, устраняют возможность закалки металла.
§ 18. Шовная сварка
Шовной (роликовой) сваркой сваривают различные изделия из тонкой листовой стали и цветных металлов и сплавов. Роликовая сварка - разновидность точечной сварки, при которой точки ядра перекрывают одна другую и создают сплошной шов; вместо стержневых электродов применяют электроды в виде роликов, катящихся по шву.
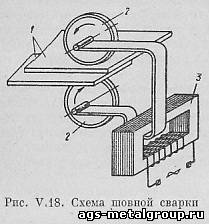
При шовной сварке (рис. 18) свариваемые детали 1 помещают между двумя вращающимися роликами (электродами) 2, через которые поступает ток от трансформатора 3 для нагрева и расплавления металла. Этими же роликами производится осадка нагретого металла при движении вдоль шва. Толщина свариваемых листов должна быть в среднем 0,3 - 3 мм. При сварке листов толщиной 2 ± 2 мм со скоростью 0,8 - 1,0 м/мин сжатие роликов достигает до 450 кГ/мм² (4500 МПа), продолжительность импульса тока 0,16 - 0,24 сек, продолжительность паузы 0,08 - 0,12 сек.
Применяют два основных способа шовной сварки - с непрерывной подачей тока и с прерывателем. Наибольшее применение имеет сварка с прерывателями, обеспечивающая постоянство процесса и высокое качество соединения. При такой сварке ролики непрерывно перемещаются, вращаясь с постоянной скоростью, а ток подается с перерывами между отдельными импульсами, осуществляемыми при помощи игнитронных прерывателей.
Отдельные точки (ядра), образующие шов, перекрывают друг друга не менее чем на половину их длины, причем длина отдельной точки колеблется в пределах 3 - 8 мм.
Имеются разнообразные конструкции шовных машин, различающихся расположением роликов. В машинах для продольной сварки ролики вращаются вдоль консолей машины, а в машинах для поперечной сварки ролики вращаются в плоскости, перпендикулярной оси консолей.