КОНТРОЛЬ КАЧЕСТВА И ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭЛЕКТРИЧЕСКОЙ И ГАЗОВОЙ СВАРКЕ
§ 39. Напряжения и деформации при сварке
При сварке происходит местный нагрев металла часто до его расплавления, вследствие чего металл в этих местах стремится расшириться. В связи с тем что окружающий холодный металл мешает расширению, создаются пластические деформации и внутренние напряжения, вызывающие общую и местную деформации изделия.
Уменьшение деформации металла при сварке достигается различными мероприятиями:
1) уменьшением веса наплавленного металла путем уменьшения сечения швов за счет большей глубины провара при использовании значительной силы тока;
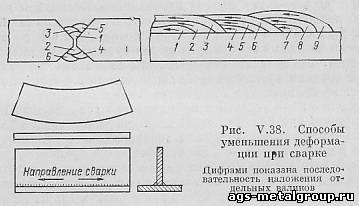
2) более равномерным нагревом изделия в процессе сварки (рис. 38) за счет применения Х-образных швов с чередованием наложения отдельных слоев с обеих сторон разделки;
3) послойной проковкой наплавленного металла;
4) жестким креплением изделий в специальных приспособлениях;
5) интенсивным охлаждением в некоторых случаях струей воды свариваемых изделий с обратной стороны или применением теплоотводящих подкладок медных или латунных.
Для исправления полученных при сварке деформаций в ряде случаев применяют термическую правку изделия путем местного нагрева детали после сварки, вызывающего обратную деформацию изделий.
Для снятия остаточных напряжений наибольшее распространение имеет последующая термическая обработка (для сталей при 600 - 680' С), хотя возможно снятие напряжений пробной нагрузкой и другими способами.
§ 40. Контроль качества сварочных работ
К основным дефектам сварных швов, выполненных сваркой плавлением, относятся следующие. Непровар - отсутствие сплавления наплавленного металла с металлом изделия из-за несоблюдения режимов и техники сварки: применения недостаточного или избыточного тока, малой мощности газовой горелки или же слишком быстрого перемещения электрода или горелки по шву. Подрез - углубление вдоль шва на основном металле, образующееся из-за неправильного подбора режима сварки. Перегрев металла и его пережог - местное окисление металла в зоне сварки из-за наличия сильноокислительной среды, применения большой величины тока или мощности газовой горелки при медленном перемещении электрода, газовой горелки вдоль шва. Прожог - сквозное проплавление свариваемых изделий из-за применения большой силы тока для определенной толщины металла или большой величины зазоров. Пористость - наличие газовых раковин, свищей, шероховатости на поверхности шва в связи с выделением газов из металла, вызываемом наличием влаги во флюсе, ржавчиной на поверхности разделки кромок изделий и другими причинами. Шлаковые включения - образования, появившиеся из-за содержания неметаллических включений в металле или повышенной вязкости шлака. Трещины, возникающие в металле шва или хрупких околошовных зонах вследствие неравномерного нагрева и охлаждения металла, поля напряжений и деформаций в изделии, повышенной концентрации водорода в швах. Коробление - следствие местного нагрева металла в зоне сварки.
Контроль сварочных работ производят различными способами в зависимости от требований, предъявляемых к свариваемому изделию.
Для выявления дефектов сварки производят внешний осмотр шва, измерение размеров шва. Прочность сварных соединений определяется механическими испытаниями специально изготовленных сварных образцов - свидетелей, а иногда и образцов, вырезанных из самой детали.
Для определения плотности шва изделия (баки, резервуары и др.) подвергают гидравлическому испытанию. Плотность шва менее ответственных изделий проверяется керосином, которым смачивают поверхность шва, а обратную его сторону обмазывают мелом. При наличии в металле даже мелкой пористости керосин образует на меловой стороне заметное пятно. Для изделий ответственного назначения (котлов, воздушных резервуаров и др.) испытание на плотность шва производят нагнетанием воды в изделие под давлением, превышающим рабочее давление в 1,25 - 1,5 раза.
Внешние, а также и внутренние пороки на небольшой глубине выявляются способом магнитного контроля (магнитная дефектоскопия). При магнитном способе контроля поверхность металла намагничивают и посыпают порошком железной окалины. При наличии трещин или дефектов на глубине до 5 мм у дефектных мест происходит скопление порошка. Дефектоскопам можно обнаружить внешние пороки и внутренние на глубину до 20 - 25 мм.
Качество сварных соединений ответственных изделий (котлы высокого давления, авиационные детали и др.) проверяют наиболее совершенным способом - просвечиванием шва рентгеновскими или гамма-лучами. Этот способ основан на различной степени прохождения коротковолновых электромагнитных колебаний через сплошной металл и неметаллические включения. Через дефекты шва (трещины, раковины) такие лучи проходят интенсивнее, чем через сплошной металл, в результате чего на специальной фотопленке образуется почернение, соответствующее характеру дефекта. Рентгеновскими лучами контролируется качество стальных изделий толщиной до 100 мм а гамма-лучами- до 300 мм.
Ультразвуковой контроль основан на превращении электрических колебаний в механические пьезоэлектрическим генератором, в котором источником механических колебаний служит кварцевая пластинка, сжимающаяся или разжимающаяся в соответствии с частотой тока. При наличии в шве неметаллических включений ультразвук отражается и улавливается искателем, преобразуясь в электрическую энергию. От искателя ток после усиления подается на электроннолучевую трубку, в которой можно наблюдать пики того или иного размера, указывающие на наличие порока в шве.
§ 41. Техника безопасности
При проведении сварки необходимо соблюдать следующие основные правила по предупреждению несчастных случаев. От поражения током:
1) тщательно заземлять сварочные машины, трансформатор и рабочий стол сварщика;
2) обеспечивать исправность электропроводов; провода должны быть надежно изолированы и защищены от механических повреждений;
3) все находящиеся под напряжением части электрододержателей должны быть хорошо защищены от случайного прикосновения;
4) после окончания работы или на время отлучки сварщика от рабочего места электрический ток должен быть выключен;
5) при проведении сварки в сырых помещениях или при сварке металлических резервуаров, крупных металлоконструкций пользоваться деревянными подмостками, резиновыми ковриками для изоляции тела сварщика от земли.
6) в случае поражения работающего электрическим током необходимо, не касаясь пострадавшего, выключить ток и оказать попомощь пострадавшему (делать искусственное дыхание).
От поражения лучами электрической дуги:
1) закрыть лицо и шею щитком или шлемом со специальными темными стеклами и надеть рукавицы;
2) оградить место сварки кабинами, переносными щитами для защиты от излучения сварочной дуги окружающих людей;
3) предупредить окружающих людей о начале сварки;
От ожогов каплями расплавленного металла и шлака:
1) работать в комбинезоне из прочной материи или в брезентовых куртке и брюках навыпуск. При автоматической сварке работать в резиновых галошах и резиновых перчатках;
От взрывов сосуда и взрывоопасных веществ:
1) не производить сварку сосудов, находящихся под давлением,
2) сварку тары, резервуаров из-под нефтепродуктов производить после предварительной очистки их путем промывки горячей водой и пропаривания паром в течение нескольких часов, или после промывки 10 - 20-процентным раствором каустической соды и последующей продувки. Отверстия в таких резервуарах при заварке должны быть открытыми;
3) удалить из сварочного помещения легковоспламеняющиеся вещества - керосин, бензин и т. п.;
4) не производить сварочных работ вблизи (ближе 5 м) легковоспламеняющихся и взрывоопасных веществ;
5) тщательно следить за тем, чтобы на кислородную аппаратуру не попадало масло или жиры;
6) при обнаружении во время работы неплотностей в узлах горелки или резака следует немедленно погасить пламя и устранить неплотность;
7) при обратных ударах или частых хлопках, вызываемых нагревом или засорением мундштука, необходимо быстро закрыть сначала ацетиленовый, затем кислородный вентиль и погрузить горелку в воду;
8) не отогревать замерзшие вентили пламенем горелки или другим источником открытого пламени;
9) баллоны, наполненные газами, должны находиться в вертикальном положении и их следует прикрепить к стене хомутами или цепями.
Для удаления вредных газов и пыли с рабочих мест сварки и для подачи чистого воздуха необходимо иметь приточно-вытяжную вентиляцию.
Вытяжной вентиляцией при дуговой сварке должно удаляться из сварочного помещения 4000 - 6000 м³ воздуха на 1 кг расходуемых электродов, а при газовой сварке или кислородной резке- 1000-1500 м³/ч на 1 м³ расходуемого ацетилена.