АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
Наибольшее применение имеет автоматическая сварка плавящимся металлическим электродом. Некоторые современные автоматы позволяют при автоматической сварке поддерживать длину дуги в пределах ± 0,2 - 0,3 мм, что невозможно обеспечить при ручной сварке. Автоматическая сварка дает более стабильное качество шва. При автоматической сварке под слоем флюса производительность повышается в 2 - 8 раз по сравнению с ручной дуговой сваркой. Значительная роль в развитии автоматической и полуавтоматической сварки принадлежит Институту электросварки им. Е. О. Патона.
Широко применяют автоматическую и полуавтоматическую сварку плавящимся электродом под слоем флюса и в среде защитных газов.
§ 10. Автоматическая дуговая сварка под слоем флюса
При сварке дуга горит под слоем расплавляющегося флюса. Флюс насыпается на изделие слоем толщиной 50 - 60 мм, в результате чего дуга горит не в воздухе, а в газовом пузыре, находящемся под расплавляемым при сварке флюсе и изолированном от непосредственного контакта с воздухом. Этого достаточно для устранения разбрызгивания жидкого металла и нарушения формирования шва даже при больших токах.
При сварке под слоем флюса обычно применяют силу тока до 1000 - 1200 а, что при открытой дуге невозможно. При увеличении силы сварочного тока происходит сильное разбрызгивание металла и нарушение правильного формирования шва. Таким образом, при сварке под слоем флюса можно повысить сварочный ток в 4 - 8 раз по сравнению со сваркой открытой дугой, сохранять при этом высокое качество сварки, хорошее формирование шва при высокой производительности.
При сварке под слоем флюса металл шва образуется за счет расплавления основного металла (около ⅔) и лишь примерно ⅓ за счет электродного металла. Сварку изделий толщиной до 15 - 20 мм можно производить без разделки кромок. Потери металла на угар и разбрызгивание при этом относительно небольшие - не более 2% от веса расплавленного электродного металла. Дуга под слоем флюса более устойчива, чем при открытой дуге.
На рис. 9, а схематически показан процесс автоматической сварки под слоем флюса. Сварка производится голой электродной проволокой 4, которая с катушкой 3 подается в зону горения 1 дуги сварочной головкой автомата 5, перемещаемой вдоль шва. Впереди головки из бункера 2 по трубе в разделку шва поступает зернистый флюс, который расплавляясь в процессе сварки равномерно покрывает шов, образуя твердую корку шлака 7. Остальная часть флюса отсасывается в бункер по трубке 6.
На рис. 9, б схематически дан продольный разрез зоны сварки под флюсом. При горении дуги основной металл 7 и электродная проволока 1 расплавляются под флюсом 2, который под действием высокой температуры дуги также расплавляется; в результате горение дуги происходит в газовом пузыре б, окруженном пленкой жидкого шлака 3, защищающей столб дуги и всю зону сварки от воздействия воздуха (см. на рисунке жидкий металл 5 и наплавленный металл 4).
Дуга плавит металл и вытесняет его; газовый пузырь наполняется металлом электрода и расплавленным основным металлом. Металл сварочной ванны 5 хорошо перемешивается, и сварной шов 4 обладает достаточно хорошими механическими свойствами.
Флюс для автоматической сварки должен обеспечить при высокой производительности сварки устойчивое горение дуги, хорошее формирование шва, надлежащий химический состав, структуру и механические свойства наплавленного металла и сварного соединения.
При плавлении флюса не должны выделяться в большом количестве вредные газы и дым.
Для автоматической сварки применяют плавленые и керамические неплавленные флюсы. Керамические неплавленные флюсы, предложенные акад. К. К. Хреновым, представляют собой по существу электродное покрытие из крупинок - гранул размером 1 - 3 мм, изготовленных из материалов, входящих в обычные покрытия электродов для электродуговой ручной сварки. Крупинки получают из сырой массы на специальной машине - грануляторе и подвергают сушке и затем прокаливанию при соответствующей температуре (300 - 400' С). Средний насыпной вес (масса) керамического флюса составляют около 1,5 г/см³ (1,5 т/м³).
Для сварки малоуглеродистых сталей применяют ряд керамических флюсов, например К-10 следующего состава (в вес. %): марганцовая руда 52,0; плавиковый шпат 10,0; кварцевый песок 28,0; 75-процентный ферросилиций марки СИ 75-10,0; жидкое стекло удельного веса 1,35 (плотность 1,35 т/м³) от общего веса сухой смеси 10,0.
Керамические флюсы обеспечивают хорошие свойства сварных соединений, позволяют при использовании дешевой малоуглеродистой электродной проволоки легировать наплавленный металл - соответствующими элементами, имеющимися во флюсе.
Наибольшее применение в промышленности имеют плавленые флюсы с высоким содержанием МnО (до 45%) при использовании малоуглеродистой электродной проволоки. Один из лучших плавленых флюсов ОСЦ-45, представляющий собой силикат марганца МnО·SiО₂, к которому для снижения температуры плавления, улучшения вязкости и технологических свойств добавляется фтористый кальций. Кроме этих основных составляющих флюса в нем имеются случайные примеси и загрязнения.
Состав флюса ОСЦ-45 (в %): 43 - 45 SiО₂; 38 - 43 МnО; 6 - 8 СаF₂; до 5 СаО; остальное - случайные примеси.
Полуавтоматическая сварка осуществляется по принципиально такой же схеме, только при этом применяется более тонкая электродная проволока, а полуавтомат подается сварщиком вручную, вдоль выполняемого шва.
§ 11. Автоматические установки для дуговой сварки
Автоматическая установка для дуговой сварки имеет следующие основные части: сварочную автоматическую головку, обеспечивающую возбуждение и поддержание дуги, а также подачу проволоки в дугу; механизм для перемещения дуги вдоль шва или самой детали относительно неподвижной головки; источник электрического тока для питания дуги; флюсовую аппаратуру; распределительное устройство для управления автоматом.
Главнейшей частью автоматической установки является сварочная головка. Сварочная головка с плавящимся электродом применяется с автоматическим регулированием дуги, главным образом но напряжению, и с использованием принципа саморегулирования - с постоянной скоростью подачи электродной проволоки.
В сварочных головках с автоматическим регулированием дуги поддерживается напряжение дуги, т. е. длина дуги. В случае повышения напряжения скорость подачи проволоки повышается до тех пор, пока не восстановится заданное напряжение на дуге, а в случае понижения напряжения скорость подачи проволоки уменьшается.
В сварочных головках с постоянной скоростью подачи электродной проволоки постоянно поддерживается величина сварочного тока. Количество проволоки, расплавленной в единицу времени, остается неизменным для заданного режима.
Автоматы со сварочной головкой с регулируемой дугой применяют для сварки открытой дугой и для сварки под флюсом. Автоматы со сварочной головкой с постоянной скоростью подачи электродной проволоки пригодны только для сварки под флюсом.
Автоматы, в которых сварочная головка находится на тележке, передвигаемой вдоль изделия, называются сварочными тракторами.
Для удобства сварки сварочная головка автомата может перемещаться вверх, поворачиваться вокруг колонки, а также вместе с коромыслом в плоскости, перпендикулярной шву.
При автоматической сварке для получения прочного сварного соединения необходимо обеспечить сохранение установленного положения плавящегося электрода по отношению к свариваемым кромкам изделия. С этой целью применяют специальные направляющие или копирующие устройства. Автоматические направляющие устройства могут быть прямого действия или со вспомогательным двигателем (серводвигателем). Автоматические направляющие прямого действия обычно имеют систему роликов, свободно катящихся перед электродом по разделке свариваемого соединения и соответственно направляющих движение электрода.
При использовании сварочных тракторов применяют для направления электрода - самокопирование, т. е. сварка стыковых швов происходит при свободном движении двух роликов трактора вдоль кромок разделки шва. Для направления электрода при автоматической сварке криволинейных швов используют электромагнитный ролик, закрепленный на шарнирной консоли соосно со сварочной головкой и движущейся по шаблону (копиру).
Высокая производительность достигается применением двух, трех и более дуг. Двухдуговая сварка стали толщиной 8 - 10 мм производится одним проходом со скоростью до 120 м. Этот способ автоматической сварки заключается в использовании двух мощных сварочных дуг, расположенных в общем плавильном пространстве; первая дуга расположена вертикально, вторая наклонена углом вперед. Значительная производительность достигается также при автоматической сварке с использованием трехфазного тока для питания сварочной дуги.
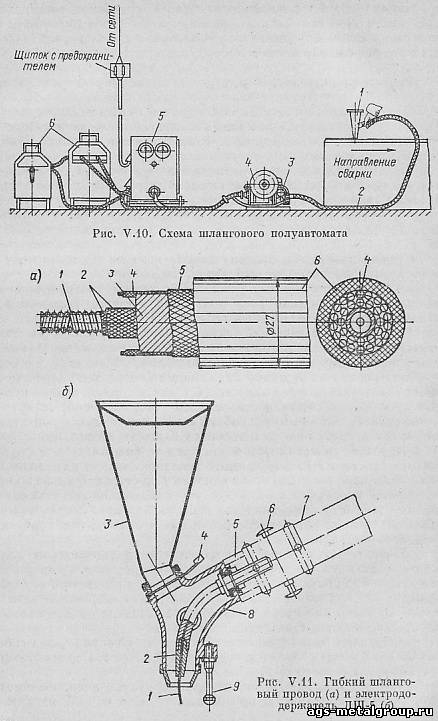
§ 12. Шланговый полуавтомат
Полуавтоматическая сварка выполняется специальными полуавтоматами, часто шлангового типа.
Шланговый полуавтомат (рис. 10) состоит из переносного механизма 3, держателя 1 со специальным гибким шлангом 2, передвижного аппаратного ящика с включающей аппаратурой и электроизмерительными приборами 5. Питание дуги осуществляется соответствующими источниками. На схеме показан сварочный трансформатор с дроссельной катушкой 6. Механизм 3 обеспечивает подачу электродной проволоки с постоянной скоростью, имеет электродвигатель мощностью 0,1 квт. Скорость подачи проволоки может меняться в пределах 80 - 600 м/ч путем перестановки зубчатых колес. Через гибкий шланг 2 механизмом подается электродная проволока диаметром до 2 мм из кассеты 4.
Устройство гибкого шланга показано на рис. 11, а. Внутри шланга для пропуска электродной проволоки с помощью подающего механизма имеется гибкая спираль 1 из стальной проволоки, отделенная изоляцией 2 от токоведущих медных проводов 3 сварочного тока и от проводов 4 для цепи управления. Сверху токоведущей части имеются хлопчатобумажная оплетка 5 и прочная резиновая изоляция 6.
На рис. 11, б приведена схема электрододержателя для шланговой полуавтоматической сварки. Электрододержатель имеет алюминиевый корпус 8 с бункером 3 для сухого зернистого флюса, ручку 5 для перемещения электрододержателя сварщиком вдоль шва и кнопки 6 для пуска и остановки механизма подачи проволоки, включения и выключения тока.
Электродная проволока 1 поступает в зону сварки через гибкий шланг 7 и затем через токоведущий мундштук 2. Подача флюса регулируется заслонкой 4.
Электрододержатель, перемещаемый вручную, имеет сменный упор 9, служащий опорой при сварке.
Сварку с применением гибкого шланга производят также автоматами АДШ-500 и др., в которых вместо электрододержателя имеется самоходная головка, перемещающая шланг и сварочную дугу по свариваемому изделию.
§ 13. Электрошлаковая сварка
Электрошлаковая сварка состоит в том, что шлак, получающийся из гранулированного флюса, нагревается до температуры, превышающей температуру плавления основного металла и электродной проволоки.
Первоначально процесс электрошлаковой сварки протекает так же, как и дуговой автоматической сварки под слоем флюса. Процесс сварки начинается с зажигания и поддержания мощной электрической дуги (одной или нескольких) под слоем флюса. После образования ванны из жидкого шлака достаточной глубины процесс дуговой сварки переходит в электрошлаковый. Горение дуги прекращается, оплавление кромок изделий и расплавление электрода происходят за счет тепла, выделяющегося электрическим током в соответствии с законом Джоуля - Ленца при прохождении через жидкий шлак к металлу, и тепла, выделяемого в контактах (жидкий шлак - металл).
Расплавленный основной и электродный металл образует под шлаком ванну из жидкого металла, который после затвердевания прочно соединяет кромки свариваемых изделий.
Электрошлаковая сварка позволяет сваривать металл практически неограниченной толщины за один проход, обеспечивает большую производительность, высокое качество шва, снижает трудоемкость и стоимость работ; производительность электрошлаковой сварки металла толщиной 60 мм в 3 - 15 раз выше производительности многослойной сварки под флюсом.
Для удаления некачественных участков шва, образующихся в начале сварки из-за неустойчивого электрошлакового процесса и в конце шва, где скопляются неметаллические включения и имеется усадочная раковина, к изделию приваривают концевые планки, которые затем после окончания сварки удаляют кислородной резкой или механическим путем.
Электрошлаковая сварка выполняется на переменном токе электродной проволокой, пластинками, изготовляемыми из листового и полосового проката, и стержнями различного сечения.
Схема электрошлаковой сварки показана на рис. 12. В зазор между свариваемыми изделиями 8 и 9 введены один или несколько электродов 2 от автоматического сварочного агрегата 1. Для предотвращения вытекания жидкого металла и шлака и ускорения затвердевания металла применяются формующие медные ползуны 6, охлаждаемые водой. Между ползунами и свариваемыми изделиями формируется сварной шов. Над основным металлом изделия имеются ванны жидкого металла 5 и жидкого шлака 4. По мере расплавления металла медные ползуны вместе с механизмом подачи проволоки перемещаются вверх соответственно повышению уровня металлической ванны. К изделию приваривают концевые планки 3 и 7.
Агрегаты для электрошлаковой сварки имеют различные конструкции в зависимости от их назначения. Электрошлаковая сварка успешно применяется для сварки толстостенных изделий, барабанов и других изделий, а также для наплавки на рабочие поверхности различных сплавов со специальными свойствами.
Для сварки деталей сложного сечения при небольшой длине шва применяют электрошлаковую сварку плавящимся мундштуком - стальными пластинами 1 (рис. 13), имеющими пазы или трубки, по которым пропускают электродные проволоки 2. Плавящиеся мундштуки имеют такую же форму, как и соединяемые кромки свариваемой детали. Электродная проволока расплавляется в шлаковой ванне и заполняет зазоры между кромками. При расплавлении электродных проволок расплавляется и мундштук.
§ 14. Дуговая сварка в защитных газах
Для защиты металла при ручной и автоматической сварке от воздействия воздуха, кроме шлакового покрытия, применяют газовую защиту вокруг дуги и расплавленного металла.
Наибольшее промышленное применение имеют аргоно-дуговая сварка и сварка в углекислом газе.
При аргоно-дуговой сварке неплавящимся электродом (рис. 14) через специальную горелку 4, в которой установлен вольфрамовый электрод 3, пропускают нейтральный газ - аргон (или гелий). Возбуждение дуги происходит между электродом и свариваемым изделием. Для заполнения разделки кромок в зону вводят присадочный пруток 2, химический состав которого близок к составу основного металла. Применяют электроды диаметром 2 - 6 мм. Аргон подается в горелку под давлением 0,3 - 0,5 ат (0,03 - 0,05 МПа). Аргоно-дуговая сварка применяется для сварки легированных сталей, алюминия и его сплавов, титана, магниевых сплавов и дает хорошие результаты.
В ряде случаев сварка выполняется и плавящимся металлическим электродом, подаваемым через сопло горелки, обеспечивающей струйную защиту дуги и места сварки аргоном, гелием или их смесями.
Сварка в углекислом газе - наиболее дешевый способ по сравнению с другими видами сварки в защитных средах. Дуга горит между изделием и электродной проволокой, подаваемой через специальную газоэлектрическую горелку, в которую поступает из баллона углекислый газ, предварительно пропущенный через осушитель. Углекислый газ защищает дугу и расплавленный металл от воздуха. Сварку производят постоянным током на обратной полярности для устранения пористости наплавленного металла. При этом достигается высокая производительность [до 18 кг/ч (0,005 кг/с)]. Расход углекислого газа составляет 8 - 20 л/мин.
Электродная проволока применяется с повышенным содержанием марганца и кремния для раскисления металла, окисляемого углекислым газом. Сварка в углекислом газе успешно применяется для изделий из малоуглеродистой стали, для заварки дефектов стальных отливок, для наплавки изношенных деталей и др.
Пластичность наплавленного металла при сварке в углекислом газе может быть несколько ниже, чем при сварке под флюсом.