Наибольшее распространение получили токарные станки общего назначения и, в частности, станок модели 1К62.
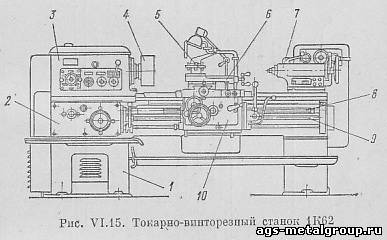
Основные узлы и устройство (рис. 15). Станок состоит из следующих основных узлов: станины 1, передней бабки 3, задней бабки 7, коробки подач 2, фартука 10 и несущего суппорта б, на котором расположен резцедержатель 5.
Обрабатываемую заготовку закрепляют в патроне 4, в центрах или в специальном приспособлении, устанавливаемом вместо патрона. При работе станка обрабатываемая заготовка совершает непрерывное вращательное (главное) движение.
Резец закрепляется в резцедержателе 5 суппорта и получает во время работы продольное или поперечное движение подачи. В передней бабке размещается коробка скоростей - механизм, позволяющий сообщать шпинделю (а следовательно, и заготовке) различные числа оборотов n. Коробка подач позволяет изменять скорости перемещения cуппорта, а следовательно, и резцедержателя с резцом (величину подачи). Передача движения от коробки подач к фартуку может осуществляться с помощью ходового валика 9 или ходового винта 8.
Задняя бабка предназначена для поддержания правого конца детали при обработке в центрах и для закрепления инструмента (сверл, зенкеров, разверток) при обработке отверстий.
Станок 1К62 является универсальным. Он применяется для выполнения разнообразных токарных работ, для нарезания метрических, дюймовых, модульных и питчевых резьб. С помощью прилагаемого к станку гидрокопировального устройства на станке можно обрабатывать детали со сложным профилем, достигая высокой производительности.
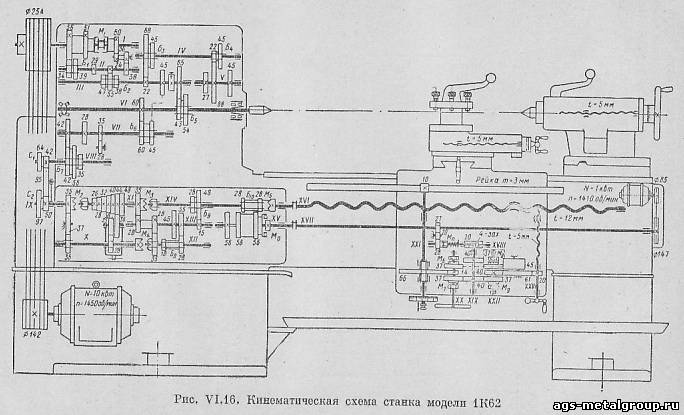
Кинематическая схема станка (рис. 16). Главное движение станка (движение резания). Вращение от электродвигателя мощностью 10 квт передается клиноременной передачей со шкивами диаметрами 142 и 254 мм валу I коробки скоростей. Многодисковые фрикционы, управляемые муфтой М₁, служат для включения прямого и обратного ходов шпинделя.
При прямом ходе вал II получает вращение через двойной подвижной блок зубчатых колес Б₁ с двумя различными скоростями. Наличие тройного блока зубчатых колес Б₂ позволяет передать на вал III шесть различных чисел оборотов в минуту. Далее вращение может быть передано шпинделю либо непосредственно через зубчатые колеса 65 - 43 при включении двойного блока зубчатых колес Б₅ влево (как показано на схеме), либо через перебор, когда блок Б₅ включен вправо. В этом случае вращение валу V от вала III передается двумя двойными подвижными блоками Б₃ и Б₄ позволяющими получать три различных передаточных отношения: 1; 1/4 и 1/16 (четвертое передаточное отношение совпадает со вторым), и передачей 27 - 54. Через перебор шпиндель получает 18 различных скоростей вращения, а всего 24 скорости в диапазоне 12,5 - 2000 об/мин.
Практически станок модели 1К62 имеет только 23 различные скорости вращения шпинделя вследствие малой разницы между наибольшим числом оборотов шпинделя, получаемым через перебор (660 об/мин), и наименьшим числом оборотов, получаемым без перебора (680 об/мин). При обратном вращении шпиндель имеет 12 скоростей - от 19 до 2420 об/мин.
Максимальное число оборотов шпинделя nmax определяется выражением
Минимальное число оборотов
Движение подач заимствуется непосредственно от шпинделя через зубчатые колеса 60-60, когда блок Б₆ звена увеличения шага находится в крайнем левом положении (как показано на схеме), или от вала III через зубчатые колеса 45-45, когда блок Б₆ перемещен в крайнее правое положение. В последнем случае в зависимости от передаточного отношения перебора подача и шаг резьбы увеличиваются в 2,8 или 32 раза.
При крайнем левом положении тройного подвижного блока зубчатых колес Б₇ вращение от вала VII передается валу VIII зубчатыми колесами 42 - 42 с передаточным отношением, равным 1; при среднем положении блока Б₇ - передается зубчатыми колесами 28 - 56 с передаточным отношением, равным 1/2, а при крайнем правом положении блока Б₇ изменяется направление вращения, которое в этом случае передается зубчатыми колесами 35 - 28 - 35.
Коробка подач получает вращение от вала VIII через гитару со сменными блоками зубчатых колес С₁ и С₂. Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С₁ и С₂ устанавливаются, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42 - 95 - 50. При необходимости нарезания модульных и питчевых резьб сменные блоки шестерен переворачиваются и вращение коробке подач передается зубчатыми колесами 64 - 95 - 97.
Нарезание дюймовых, питчевых и торцевых резьб производится, как показано на схеме, при включенном зубчатом колесе 35, установленном на валу Х, и выключенных муфтах М₂, M₃ и M₄. Вращение от вала IХ передается валу ХIV через зубчатые колеса 35 - 37 - 35, механизм Нортона, зубчатые колеса 35 - 28 и 28 - 85 и множительный механизм, состоящий из двух подвижных двойных блоков зубчатых колес Б₃ и Б₉, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4; 1/2; 1.
При включении кулачковой муфты М₅ вращение от вала ХIV передается ходовому винту ХVI.
В изображенном на схеме положении механизмов Нортона и множительного механизма коробка подач настроена для нарезания дюймовой резьбы с шагом t = 1"/11 = 2,309 мм (11 ниток на 1"). Действительно,
Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу Х выводится из зацепления с зубчатым колесом 37, включаются муфты М₂ и M₄, а муфта M₃ остается выключенной. В этом случае вращение от вала IХ передается валу ХIV муфтой М₂, валом ХI, механизмом Нортона, муфтой M₄ и множительным механизмом.
Например, для нарезания модульной резьбы с шагом t = 18,8496 мм (модуль равен 6 мм) уравнение кинематической цепи привода подач примет следующий вид:
При работе фартука от ходового винта двухвенцовая шестерня Б₁₀ передает вращение ходовому валику ХVII через двухвенцовую шестерню 56, обгонную муфту М₀ и вал ХV для осуществления механических подач суппорта. При смещении зубчатого колеса Б₁₀ влево ее левый зубчатый венец входит в зацепление с зубчатым колесом 56, жестко закрепленным на валу ХV, и вращение последнему передается помимо обгонной муфты, что необходимо для нарезания торцевых резьб.
От ходового валика ХVII вращение через зубчатые колеса 27 - 20 - 28, предохранительную муфту Мn и червячную передачу 4 - 20 сообщается валу ХIХ. Последний связан передним зубчатым колесом 40 непосредственно с зубчатыми венцами кулачковых муфт М₇ и М₉ а задним зубчатым колесом 40 через паразитное колесо 45 - с зубчатыми венцами кулачковых муфт М₆ и M₈.
При сцеплении кулачковых муфт М₆ и М₇ включается механическая продольная подача в том или ином направлении; при этом вращение от вала ХХ через зубчатые колеса 14 - 66 передается валу ХХI с закрепленной на нем реечной шестерней 10.
В изображенном на схеме положении привода подач величина продольной подачи суппорта s определяется выражением
Поперечная подача включается муфтой M₈ или М₉ после чего вращение от вала ХХII передается поперечному ходовому винту ХХIII зубчатыми колесами 40 - 61 - 20. При одинаковой настройке коробки подач поперечные подачи имеют вдвое меньшую величину, чем продольные. Вспомогательные движения. Быстрые перемещения суппорта в продольном и поперечном направлениях осуществляются от отдельного электродвигателя, расположенного с задней стороны станины станка, через клиноременную передачу 85 - 147, ходовой валик ХVII и далее - по тем же кинематическим цепям фартука, по которым суппорту сообщаются движения рабочей подачи. Скорость быстрых продольных перемещений равна 3,8 м/мин.