Станки сверлильной группы предназначены для обработки различных отверстий. Они являются весьма распространенным видом металлорежущего оборудования машиностроительных заводов. Существуют следующие типы универсальных сверлильных станков: настольные сверлильные станки (одношпиндельные); вертикально-сверлильные одношпиндельные станки; радиально-сверлильные станки; многошпиндельные сверлильные станки; станки для глубокого сверления.
Наибольшее распространение в общем машиностроении получили вертикально- и радиально-сверлильные станки. Вертикально-сверлильные станки. Вертикально-сверлильные станки предназначены для обработки отверстий в деталях весом до 25 кг и сравнительно небольших размеров. Наибольший условный диаметр сверления [отверстия в стали σ = 50 - 60 кГ/мм² (о = 5 х 10⁴ ÷ 6 х 10⁴ Па)] - 75 мм.
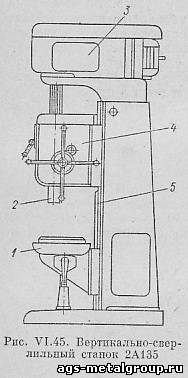
На рис. 45 показано устройство вертикально-сверлильного станка модели 2А135. По направляющим колонны 5 перемещается кронштейн 4, в котором смонтированы механизм подач и шпиндельный узел. Стол 1 имеет установочное вертикальное перемещение. Коробка скоростей 3 смонтирована на верхней части колонны.
Движения резания и подачи получает шпиндель 2 с режущим инструментом. Совмещение осей инструмента и отверстия производится предварительным перемещением детали относительно инструмента. С целью расширения технологических возможностей сверлильных станков они иногда снабжаются дополнительными головками (многошпиндельными и многопозиционными головками для увеличения числа оборотов и др.).
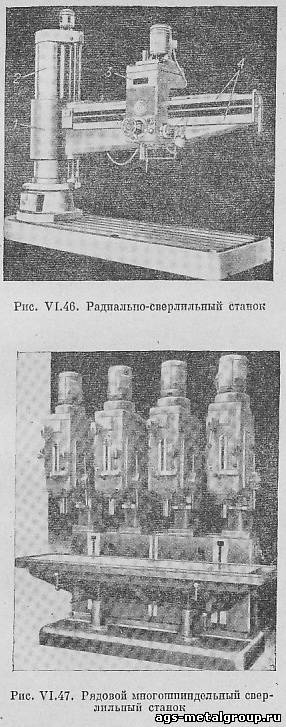
У всех типоразмеров вертикально-сверлильных станков кинематические схемы построены по одному принципу. Радиально-сверлильные станки. Эти станки (рис. 46) предназначены для обработки отверстий в крупных деталях. Траверса 1 может поворачиваться и перемещаться по неподвижной колонне 2, а шпиндельная бабка 3 может перемещаться радиально по направляющим траверсы 4. Это позволяет установить шпиндель с инструментом в любой точке рабочей зоны станка. У универсальных станков траверса и шпиндельная бабка делаются поворотными, что дает возможность устанавливать ось шпинделя под любым углом в пространстве для сверления наклонных отверстий.
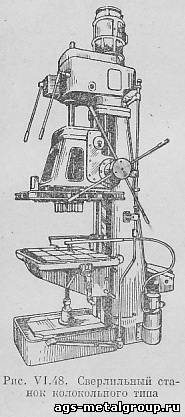
Многошпиндельные сверлильные станки. Станки этого типа используются только в условиях серийного, крупносерийного и главным образом массового производства. Рядовые многошпиндельные станки (рис. 47) имеют от 2 до 6 шпинделей. Расстояние между осями шпинделей у этих станков не изменяется. Станки применяются для последовательного сверления в одной детали нескольких отверстий различного диаметра или для обработки одного и того же отверстия последовательно различными инструментами (сверлом, зенкером, разверткой и т. д.).
Рядовой многошпиндельный станок может быть заменен несколькими одношпиндельными станками, поставленными рядом.
Одновременная обработка нескольких отверстий осуществляется на станках колокольного типа (рис. 48). Шпиндели этих станков переставные и могут настраиваться по определенному плану обработки детали. При необходимости обработки другой детали станок заново перенастраивается.
Станки для глубокого сверления (называемые иногда токарно-сверлильными) предназначены для обработки отверстий, глубина которых больше 10 диаметров сверления. Шпиндель расположен горизонтально. Главное вращательное движение сообщается шпинделю (заготовке), движение подачи (поступательное) - режущему инструменту. Один конец заготовки крепится в патроне, другой - поддерживается люнетом; режущий инструмент крепится в заднем суппорте,
§ 29. Расточные станки
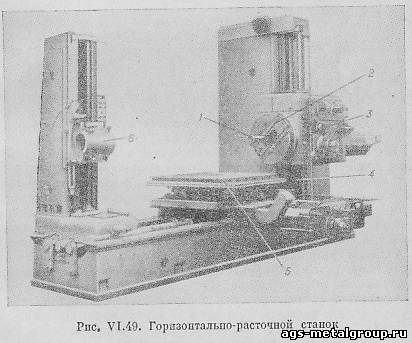
Расточные станки выполняются различных конструкций. Наибольшее распространение имеют горизонтально - расточные станки, предназначенные для обработки деталей крупных размеров в условиях единичного и серийного производства (рис. 49). Кроме операций, выполняемых на обычных сверлильных станках, на них можно производить растачивание отверстий, подрезку и фрезерование.
Движение резания получает шпиндель 1 или планшайба 2. Движение подачи можно сообщать: шпинделю вдоль его оси; «летучему» суппорту по радиусу планшайбы; шпиндельной бабке 3 в вертикальном направлении по направляющим стойки 4; столу 5 в продольном или поперечном направлениях. Верхняя часть стола может поворачиваться на 360° вокруг своей оси. Люнет 6 предназначен для поддерживания расточных борштанг, в которых крепятся резцы. Тяжелые расточные станки (с диаметром шпинделя 125 - 320 мм) не имеют стола: заготовку устанавливают непосредственно не станине (или плите). Продольная подача осуществляется перемещением стойки. Координатно - расточные станки предназначены для обработки особо точных и взаимосвязанных отверстий. Они снабжаются специальными отсчетными устройствами (механическими, оптическими или электрическими), позволяющими устанавливать стол относительно шпинделя по двум координатам с точностью до 0,01 - 0,005 мм. Это дает возможность выдерживать заданные расстояния между отверстиями с высокой точностью.
Особенно широкое распространение эти станки нашли в инструментальных цехах для производства кондукторов, приспособлений и штампов.
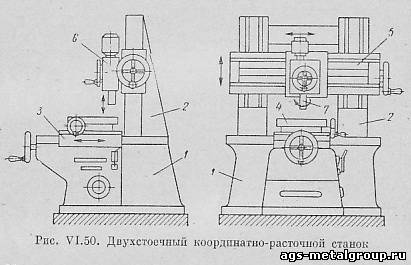
Существуют одностоечные и двухстоечные координатно-расточные станки. Расточный шпиндель 7 двухстоечного координатно-расточного станка (рис. 50) получает вращательное и поступательное движение. Шпиндель приводится в движение от индивидуального электродвигателя, расположенного на расточной головке 6. Расточная головка перемещается в горизонтальном направлении по направляющим траверсы 5 и в вертикальном- вместе с траверсой по направляющим стоек 2. Стол станка 3 перемещается в продольном направлении по направляющим станины 1. На столе может быть установлен круглый стол 4. Конструкция расточного шпинделя позволяет закреплять инструменты для расточных, сверлильных и фрезерных работ. Алмазно - расточные станки предназначаются для обработки особенно точных отверстий с весьма малой шероховатостью поверхности. Существует большое разнообразие алмазно-расточных станков. В большинстве случаев станки работают с полуавтоматическим циклом. Наиболее широкое распространение эти станки получили в автотракторной и моторостроительной промышленности для растачивания блоков цилиндров, гильз, шатунов и других работ.