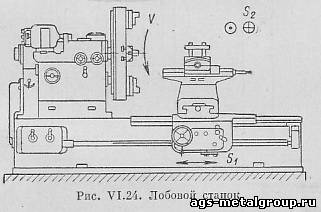
Лобовые станки (рис. 24). Эти станки предназначены для обработки деталей больших диаметров и небольшой длины (шкивы, диски и т. д.). От универсальных токарных станков их отличает отсутствие задней бабки.
Основной недостаток лобовых станков - трудность выверки и закрепления тяжеловесных заготовок на вертикальной плоскости планшайбы и большие изгибающие усилия, действующие на шпиндель станка. Этим обусловливаются низкая производительность, невысокая точность и недостаточная чистота обработки. Карусельные станки. У карусельных станков ось вращения планшайбы с изделием вертикальна и поэтому они не имеют большей части недостатков, присущих лобовым станкам.
Станки предназначены для обтачивания и растачивания цилиндрических, конических и фасонных поверхностей и подрезки торцов крупногабаритных деталей большого диаметра (более 500 - 1000 мм) и малой длины (до 500 - 800 мм). Кроме того, на них можно осуществлять нарезание резьбы, сверление и зенкерование.
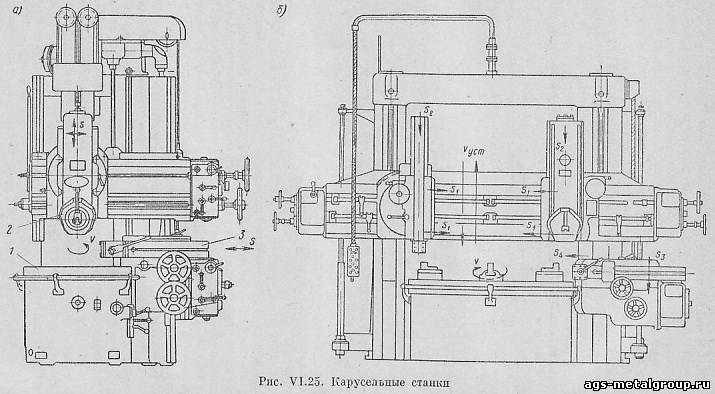
Современные токарно-карусельные станки бывают двух типов- одностоечные и двухстоечные. Одностоечные карусельные станки применяются для обработки деталей диаметром 300 - 1600 мм. На рис. 25, а показан общий вид одностоечного карусельного станка модели 153. Эти станки имеют обычно два суппорта: один- вертикальный с револьверной головкой на траверсе, и другой- боковой горизонтальный на стойке. Обрабатываемую деталь устанавливают и закрепляют при помощи кулачков или прихватов с болтами на планшайбе 1. Режущий инструмент устанавливается в гнездах револьверного суппорта 2 и резцедержателе бокового суппорта 3.
Для обработки деталей диаметром свыше 1600 мм (до 25 000 мм) применяются двухстоечные карусельные станки, имеющие два вертикальных и один или два боковых суппорта. На рис. 25, б изображен двухстоечный карусельный станок модели 1553 с одним боковым суппортом. Станок имеет следующие движения: вращение планшайбы - главное движение υ, горизонтальное перемещение вертикального суппорта - горизонтальная подача s₁, вертикальное перемещение каретки того же суппорта - вертикальная подача s₂ вертикальное перемещение бокового суппорта - подача s₃, горизонтальное перемещение его каретки - подача s₄, быстрое вертикальное перемещение поперечины (траверсы с суппортом) - установочное движение υуст.
Горизонтальная подача вертикального суппорта используется для обработки торцевых плоскостей, а его вертикальная подача- для обработки наружных и внутренних цилиндрических и конических поверхностей. Вертикальную подачу бокового суппорта применяют для обработки наружных поверхностей, а используя его горизонтальную подачу, можно прорезать канавки, обтачивать фаски и т. п.
§ 18. Многорезцовые токарные станки
Многорезцовые токарные станки предназначаются для обработки одновременно несколькими резцами ступенчатых валов и дисков в условиях крупносерийного и массового производства. Многорезцовые станки имеют один передний и один или два задних суппорта. Переднему суппорту сообщается только продольная, заднему - только поперечная подача.
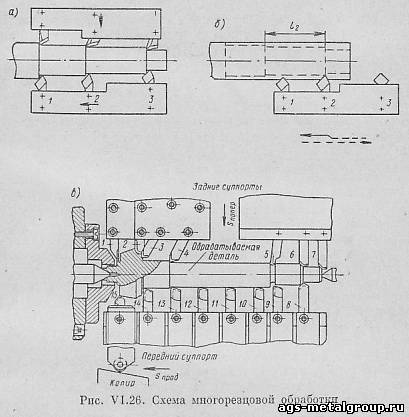
Принцип работы многорезцового токарного станка виден из рис. 26. Резцы закрепляются в блочных резцедержателях на передних и задних суппортах. Расстояния между резцами определяются их конечным положением относительно обрабатываемой детали. Если в начале резания передний (продольный) суппорт установить так, чтобы резец 1 находился у правого торца изделия, резцы последовательно вступают в работу и длина рабочего хода суппорта равна полной длине обрабатываемой поверхности детали (рис. 26, а). Более производительным является метод работы с врезанием резцов, см. рис. 26, б. В этом случае в начале резания резец, обрабатывающий наиболее длинную ступень (на рис. 26, б - l₂), находится против начальной точки этой ступени, резцы врезаются в заготовку на желаемую глубину резания и суппорт получает продольную подачу. При этом способе работы длина рабочего хода суппорта равна длине самой длинной ступени (l₂). Врезание осуществляется обычно одновременным действием продольной и поперечной подач (косое врезание). На заднем суппорте устанавливают резцы для обработки торцов, протачивания канавок, обтачивания коротких конусов и фасонные резцы для обтачивания фасонных профилей.
На рис. 26, в показана типовая схема обработки вала шестерни на многорезцовом станке. Резцы 8-14, закрепленные в переднем суппорте, служат для обработки соответствующих цилиндрических участков валика; резец 15, закрепленный в отдельном резцедержателе, с помощью копира обтачивает киническую поверхность венца детали; резцы 1, 3 и 4 заднего суппорта служат для подрезания торцов; резец 2 обеспечивает получение короткой фасонной поверхности на заднем торце венца, резцы 6 и 7 обтачивают фаски, а резец 5 прорезает канавку.
§ 19. Токарно-револьверные станки
Токарно-револьверные станки предназначены для обработки деталей - тел вращения сравнительно небольшого диаметра и небольшой длины, требующих последовательного применения разнообразных режущих инструментов. Особенно эффективно применение револьверных станков для обработки деталей со ступенчатыми отверстиями.
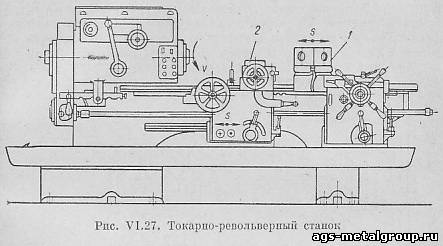
Токарно-револьверные станки в отличие от универсальных токарных вместо задней бабки имеют продольный суппорт с револьверной головкой 1 (рис. 27). В гнездах револьверной головки устанавливают инструмент (резцы, зенкеры, развертки, метчики и пр.).
После окончания обработки детали одним инструментом и возвращения револьверного суппорта в исходное положение револьверная головка поворачивается для включения в работу нового инструмента. Главное движение (вращательное), как и на токарном станке, получает заготовка. Движение подачи сообщается инструменту, закрепленному в револьверной головке или резцедержателе, поперечного суппорта 2.
На револьверных станках обрабатываются детали, изготовляемые из пруткового материала и из штучных заготовок. Пруток пропускается сквозь полый шпиндель и зажимается в патроне или цанге. Концу прутка, выступающему из зажимного приспособления, в процессе обработки придается форма детали, которая затем отрезается от прутка.
Продольные перемещения револьверной головки, а также продольные и поперечные перемещения поперечного суппорта ограничиваются переставными упорами. Благодаря этому для обработки изделия на револьверном станке нет надобности в обслуживании станка квалифицированным рабочим, но для наладки станка, т. е. для установки инструментов и упоров, как правило, требуются наладчики.
Преимущества револьверных станков по сравнению с токарными:
1) возможность сокращения машинного времени за счет применения многорезцовых резцедержавок и одновременной обработки заготовки инструментами револьверной головки и поперечного суппорта;
2) возможность сокращения вспомогательного времени за счет: быстрой смены инструмента (механизмами для поворота револьверной головки); быстрой смены заготовки (быстродействующими механизмами подачи и зажима пруткового материала).
В зависимости от расположения оси, вокруг которой вращается револьверная головка, токарно-револьверные станки делятся на два типа:
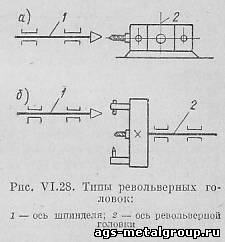
1) станки с револьверной головкой, расположенной на вертикальной оси (обычно имеют форму шестигранника; рис. 27, 28, а).
2) станки с револьверной головкой, расположенной на горизонтальной оси (круглые револьверные головки; рис. 28, б).
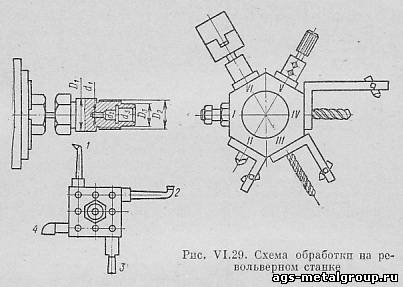
На рис. 29 показана схема настройки револьверного станка с вертикальной осью револьверной головки и поперечным суппортом для обработки ниппеля. В позиции I револьверной головки установлен упор, и пруток подается до этого упора. В позиции II с помощью закрепленных в головке резцовой державки и центровки производится обтачивание до диаметра D₃ и центрование отверстия. В позиции III обтачивается поверхность до диаметра D₂ и сверлится отверстие диаметром d₁. Сверление отверстия диаметром d₂ и обтачивание пояска диаметром D₁ производится в позиции IV револьверной головки.
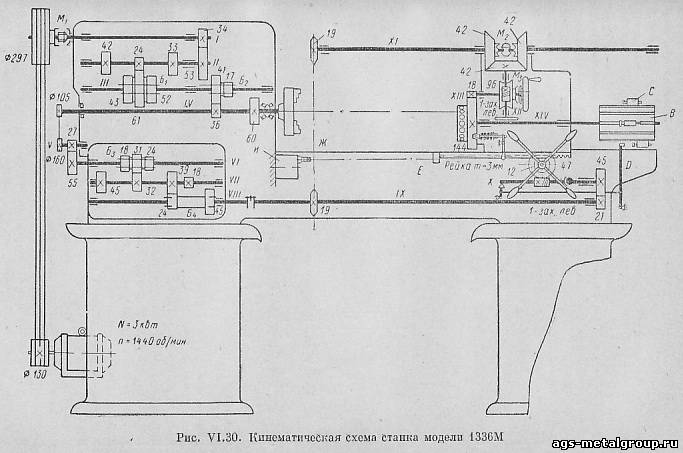
С помощью расточных резцов 1 и 2, установленных в головке поперечного суппорта, последовательно растачиваются отверстие диаметром d₃ и внутренняя канавка. Затем с помощью развертки, установленной в позиции V револьверной головки, производится окончательная обработка отверстия диаметром d₃. Наружные канавки прорезаются резцом 3. Резьба нарезается в позиции VI револьверной головки плашкой, закрепленной в специальном патроне. Резец 3 служит также для отрезки готовых деталей, а резец 4 - для подрезания торца перед подачей прутка до упора. Токарно-револьверный станок 1336М. Станок 1336М является универсальным револьверным станком, предназначенным для разнообразных патронных и прутковых работ. Станок имеет револьверную головку с горизонтальной осью вращения. Инструменты располагаются в 16 инструментальных отверстиях револьверной головки. Кинематическая схема станка приведена на рис. 30.
В коробке скоростей имеются тройной подвижной блок Б₁ и двойной подвижной блок Б₂. Кроме того, зубчатые колеса 34 и 53 могут меняться местами. Всего шпиндель может иметь 12 различных чисел оборотов. Однако, поскольку четыре из них совпадают, станок имеет восемь различных скоростей вращения шпинделя от 44 до 1150 об/мин.
Привод подачи получает движения от шпинделя через клиноременную передачу со шкивами диаметрами 105 и 160 мм, зубчатые колеса 27 - 55 и коробку подач. Последняя обеспечивает получение шести скоростей вращения вала IХ. Продольная подача осуществляется перемещением револьверного суппорта. При продольной подаче движение передается от вала IХ через зубчатые колеса 21 - 45, вал Х, червячную передачу 1 - 47 с падающим червяком реечной шестерне 12, находящейся в зацеплении с рейкой m = 3 мм, прикрепленной к суппорту револьверной головки.
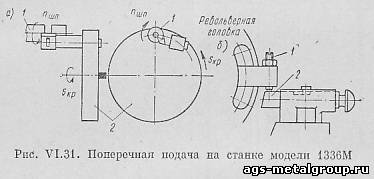
Поперечный суппорт у станков, имеющих револьверную головку с горизонтальной осью, отсутствует, и поперечная подача sкр при обработке детали 1 осуществляется за счет вращения револьверной головки 2 (рис. 31, а).
При поперечной круговой подаче движение также заимствуется от вала IХ (рис. 30) и далее передается через цепную передачу 19 - 19, вал ХI, конический реверс 42 - 42 - 42, управляемый кулачковой муфтой М₂, червячную передачу 1-96, коническую фрикционную муфту M₃, вал ХIII, зубчатые колеса 18-144 валу ХIV револьверной головки. Автоматическое выключение продольной подачи осуществляется механизмом падающего червяка. На валу ХIV револьверной головки расположен барабан упоров В с передвижными упорами С. При продольном перемещении головки передвижной упор С упирается в должный момент в рычаг D, поворачивает его и дает возможность червяку выйти из зацепления с червячным колесом 47.
При подрезке торцов, фасонном точении, отрезке и других операциях, для выполнения которых требуется точная установка инструмента в продольном направлении, используется барабан упоров И. Револьверный суппорт перемещают вручную влево до тех пор, пока укрепленный на нем упор Е не коснется регулируемого упора Ж. После этого включают поперечную подачу. Барабан упоров И поворачивают от руки и фиксируют защелкой в каждой позиции.
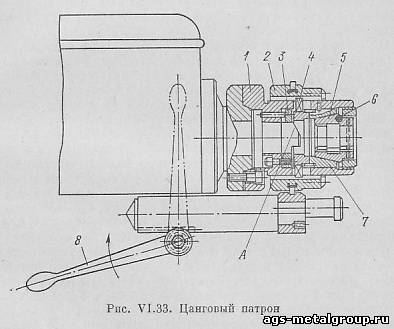
Ограничение поперечной круговой подачи осуществляется выдвижным поперечным упором 2 (рис. 31, б). Вращением винта 1 производится регулирование поперечного перемещения. Подача прутка на станке 1336М осуществляется вручную. Для зажима пруткового материала на станке используется цанговый патрон. Цанга представляет собой стальную закаленную втулку, состоящую из трех лепестков (рис. 32). Форма и размер отверстия цанги должны соответствовать профилю прутка. Закрепление прутка производится радиальным сжатием лепестков цанги (рис. 33) при перемещении конической втулки 7. При повороте рукоятки 8 по часовой стрелке втулка 2, скользящая на шпонке вдоль оси корпуса 1, двумя винтовыми пазами поворачивает кулачок 4. Кулачок 4 имеет на торце винтовые скосы А, прилегающие к таким же скосам кулачка 3, неподвижно закрепленного в корпусе. Под действием винтовых скосов при повороте кулачок 4 сместится вправо. Под нажимом кулачка 4 коническая втулка 7 также переместится вправо и сожмет цангу 5. При обратном движении втулки 2 кулачок 4 поворачивается в обратном направлении и цанга 5, разжимаясь под действием пружин 6, выжимает влево коническую втулку. Для придания универсальности цанговым патронам цанги обычно делаются сменными.
§ 20. Токарные автоматы и полуавтоматы
Автоматами называются станки, на которых после того, как они налажены, обработка деталей производится без участия рабочего. Полуавтоматами называются станки, у которых все движения автоматизированы, кроме установки и снятия готовой детали, производимых рабочим. Полуавтоматами являются многорезцовые токарные станки, принцип действия которых описан в §18.
Токарные автоматы подразделяются на одношпиндельные и многошпиндельные. Одношпиндельные автоматы применяются главным образом для обработки деталей из прутков диаметром до 36 мм. Многошпиндельные автоматы применяются обычно для обработки изделий из прутка диаметром 15 - 100 мм. Выбор типа автомата для обработки деталей из прутков диаметром 15 - 36 мм определяется экономическими соображениями и требуемой точностью обработки. При меньшей серийности или более высоких требованиях к точности деталей предпочитают применять одношпиндельные автоматы. Одношпиндельные токарные автоматы. Они подразделяются на револьверные, фасонно-отрезные и фасонно-продольные.
Револьверные автоматы имеют продольный суппорт с револьверной головкой и два-три поперечных суппорта. Все движения, начиная от подачи прутка до упора и кончая отрезанием готовой детали, автоматизированы. Пример обработки на таких станках приведен на рис. 34, а. Так как для смены позиций инструмента каждый раз необходимо отводить и поворачивать револьверную головку, то время холостых ходов на этих автоматах довольно велико по сравнению со временем резания. Поэтому револьверные автоматы используются лишь в тех случаях, когда применение револьверной головки, несущей несколько последовательно работающих инструментов, необходимо, т. е. для изготовления деталей сложных очертаний. Фасонно- отрезные автоматы применяются для обработки коротких деталей, которые могут быть обработаны несколькими одновременно действующими резцами при поперечной подаче. Схема работы этих станков показана на рис. 34, б. Некоторые модели подобных автоматов оборудуются дополнительным продольным суппортом для установки сверл и другого инструмента. Фасонно-продольные автоматы работают по схеме, приведенной на рис. 34, в, и предназначены в основном для обработки деталей типа валиков. Пруток 6, вращающийся вместе со шпинделем 2 от шкива 3, получает продольное перемещение вместе со шпиндельной бабкой 1. Пруток пропускается через люнет 4, закрепленный в неподвижной стойке 3. Резцы, установленные в поперечных суппортах 7 и 5, могут получать радиальную подачу или оставаться неподвижными. При продольном обтачивании резец устанавливается на требуемый размер, после, чего суппорт остается неподвижным. В случае поперечного точения суппорт с резцами перемещается, а шпиндельная бабка прекращает свое перемещение. Станок имеет четыре-шесть поперечных суппортов. Для сверления центральных отверстий и нарезания резьб применяются специальные приспособления. Многошпиндельные токарные автоматы. Они подразделяются на многопозиционные и отрезные. Многошпиндельные многопозиционные автоматы применяются для обработки деталей, требующих последовательного применения нескольких инструментов. Автоматы этой группы чаще всего четырех- и шестишпиндельные, значительно реже - пяти- и восьмишпиндельные. Шестишпиндельные автоматы применяются для обработки деталей сложной формы, требующих большого количества инструментов.
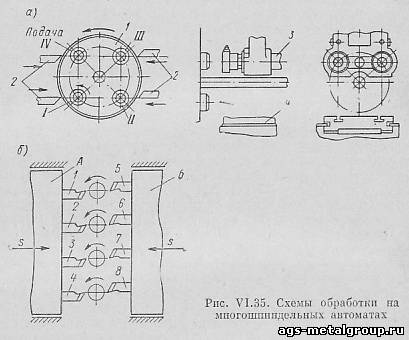
Принцип работы четырехшпиндельного позиционного автомата показан на рис. 35, а. В шпиндельном блоке 1 вращаются с одинаковым числом оборотов в минуту четыре шпинделя, каждый из которых несет пруток. В каждой позиции прутки подвергаются обработке резцами 2 поперечных суппортов и инструментами продольных суппортов 3 и 4. Для этого на станке имеется четыре поперечных и три продольных суппорта. Продольные суппорты позиций I и II объединены общим ползуном 4.
Обработка детали производится за четыре перехода соответственно числу позиций, занимаемых прутком за один полный оборот шпиндельного блока. Резец поперечного суппорта позиции IV - отрезной. В этой же позиции сразу после отрезки изделий производится подача прутка вперед на длину, равную сумме детали и ширины отрезного резца.
После выполнения перехода суппорты быстро отводятся назад, а шпиндельный блок поворачивается на 90'. При этом пруток, выдвинутый на позицию IV, попадает на позицию I, соответствующую первому переходу, после чего попадает на позицию II, где будет осуществляться второй переход обработки, и т. д.
Следовательно, за каждый цикл движений, т. е. за время между двумя последовательными поворотами шпиндельного блока на 90, автомат производит обработку одной детали. Поэтому время цикла должно быть равно времени наиболее трудоемкого из четырех переходов I - IV, производимых на автомате. Время холостых ходов включает время, необходимое для быстрого подвода и отвода инструментов, для открытия и закрытия цангового зажима в шпинделе и для подачи прутка, вывода фиксатора и поворота шпиндельного блока и др.
Производительность четырехшпиндельных автоматов значительно больше, чем одношпиндельных, но не в четыре, а в два-три раза. Это объясняется тем, что потери, обусловленные различием времен отдельных переходов (практически очень трудно сделать эти времена одинаковыми для всех операций), а также и тем, что числа оборотов в минуту всех четырех шпинделей одинаковы. Кроме того, подналадка при затуплении, поломке инструмента и т. п. четырехшпиндельного автомата сложнее и требует больше времени, чем подналадка одношпиндельного. Отрезные многошпиндельные автоматы применяются для обработки деталей простейшей формы, требующих не более двух-трех инструментов. На рис. 35, б дан пример работы четырехшпиндельного отрезного автомата. На всех шпинделях производится одна и та же операция, и после каждого цикла от прутков отрезаются четыре детали. Резцы 1, 2, 3, 4 (суппорт А) предназначаются для фасонного поперечного обтачивания, резцы 5, 6, 7, 8 (суппорт Б) - для отрезания. Продольный суппорт (на рисунке не показан) обычно используется для сверления центральных отверстий.