ОБРАБОТКА НА СТРОГАЛЬНЫХ, ДОЛБЕЖНЫХ И ПРОТЯЖНЫХ СТАНКАХ
§ 39. Строгание и долбление
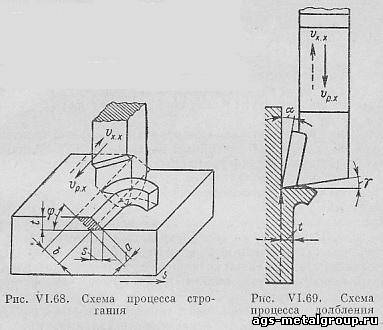
Процесс строгания характеризуется прямолинейным возвратнопоступательным движением резания и прямолинейным периодическим движением подачи. При строгании создается рабочий ход, во время которого происходит процесс резания и холостой (обратный) ход.
Различают поперечное и продольное строгание. При поперечном строгании (рис. 68) главное движение сообщается инструменту, а движение подачи - заготовке, при продольном строгании движение резания сообщается заготовке, а движение подачи - инструменту.
К группе строгальных станков относятся и долбежные станки. При долблении главное (возвратно-поступательное) движение осуществляется в вертикальной плоскости и сообщается инструменту (рис. 69). В качестве режущего инструмента при строгании и долблении применяются строгальные и долбежные резцы. По конструкции рабочей части они аналогичны токарным резцам. Элементы резания. В процессе резания возвратно-поступательное перемещение детали (инструмента) является движением резания, а прерывистое (периодическое) перемещение инструмента (детали) перпендикулярно к направлению главного движения- движением подачи.
Скорость резания υ измеряется в м/мин, подача s - в мм на каждый двойной ход заготовки или инструмента. Глубина резания определяется как кратчайшее расстояние между обработанной и обрабатываемой поверхностями (рис. 68 и 69).
Ширина стружки b и толщина стружки α определяется как и при точении. Силы резания при строгании и скорость резания, допускаемая режущими свойствами строгальных резцов, подсчитываются так же, как и при точении. Основное время при строгании и долблении. Основное время определяется по следующей формуле где В - ширина обработанной поверхности в мм (рис. 70); s - поперечная подача в мм/дв. ход; b₁ - длина врезания в мм (b₁ = t сtq φ); b₂ - перебег резца в мм, b₂ = (2 - 3) мм; n - число двойных ходов в минуту; t - глубина резания в мм; φ - главный угол в плане резца.
Строгание - сравнительно малопроизводительный процесс, так как работа ведется однолезвийным инструментом, а наличие холостых ходов значительно увеличивает время обработки. Однако строгание получило значительное распространение в мелкосерийном и единичном производстве, особенно в станкостроении и тяжелом машиностроении.
Важное свойство строгальных станков - их универсальность и простота. Настройка на обработку деталей строганием не требует сложных устройств и приспособлений. Кроме того, производительность строгальных станков при обработке длинных, но узких поверхностей иногда даже выше, чем фрезерных станков.
В зависимости от компоновки и характера работы строгальные станки подразделяются на поперечно-строгальные, продольно-строгальные и вертикальные - долбежные.
§ 40. Поперечно-строгальные станки
Поперечно-строгальные станки предназначены для строгания горизонтальных, вертикальных и наклонных поверхностей на заготовках мелких и средних деталей, для прорезания прямолинейных пазов, канавок и выемок.
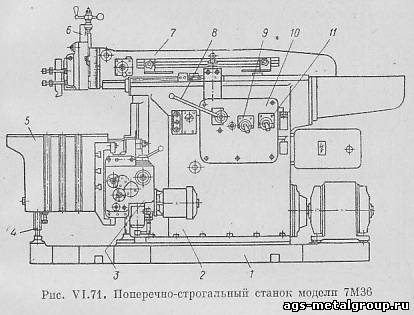
Поперечно-строгальный станок модели 7М36. Основными узлами (рис. 71) станка являются основание 1 и станина 2, по горизонтальным направляющим которой перемещаются ползун 7 с суппортом 6. По вертикальным направляющим станины передвигается поперечина 3, а по направляющим поперечины - стол 5, который для большей устойчивости поддерживается стойкой 4.
Обрабатываемая деталь закрепляется на столе, на горизонтальной и вертикальной опорных поверхностях которого для этой цели предусмотрены Т-образные пазы. Резец закреплен в резцедержателе, установленном на суппорте 6.
Главное рабочее движение и прерывистые подачи стола в вертикальном и горизонтальном направлении осуществляются от гидропривода с бесступенчатым регулированием скорости движения ползуна. Движение подачи при строгании горизонтальных поверхностей сообщается обрабатываемой детали, которая вместе со столом перемещается по направляющим поперечины. При строгании вертикальных и наклонных поверхностей подача осуществляется перемещением суппорта по вертикальным направляющим.
Для осуществления вертикальной подачи можно также пользоваться вертикальным перемещением поперечины по направляющим станины. Однако, как правило, это перемещение используется только как установочное при настройке станка в соответствии с габаритами обрабатываемой детали. Вертикальное ручное перемещение суппорта применяется также для установки резца на глубину резания в процессе настройки и при повторных проходах в случае строгания горизонтальных поверхностей.
Станок имеет гидропанель 10 для управления гидравлическими устройствами. Рукояткой 8 производят пуск и остановку станка, рукояткой 9 - бесступенчатое изменение скоростей, а рукояткой 11 включается любая из установленных скоростей.
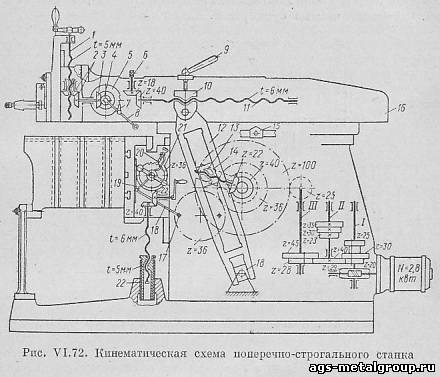
Поперечно-строгальный станок с качающейся кулисой. Регулирование вылета ползуна относительно обрабатываемой детали, т. е. начальной и конечной точек пути резца, осуществляется перемещением ползунка 10 с кулисой 12 (рис. 72) относительно ползуна 16; перемещение ползунка производится вручную с помощью рукоятки, надеваемой на квадрат, валика б, конического зацепления z = 18 и z = 40 и винта 11. После перемещения ползунок с помощью рукоятки 9 закрепляется в нужном положении на ползуне.
Длина хода ползуна регулируется перемещением кулисного камня 14. Для этого с помощью рукоятки движение передается через зубчатые колеса 40 - 22 винту и далее гайке 13. С увеличением радиуса вращения кулисного камня увеличивается длина хода ползуна.
Одновременно с кулисной шестерней z = 100, получающей вращение от двигателя N = 2,8 квт через коробку скоростей, обеспечивающую шесть скоростей перемещения ползуна, вращается зубчатое колесо z = 36. Оно находится в зацеплении со вторым зубчатым колесом z = 36. На последнем закреплен кривошипный палец 17, который с помощью шатуна 18 качает рычаг 19 с собачкой. Собачка 20 сцепляется с храповым колесом z = 36, которое закреплено на ходовом винте поперечной подачи. Регулирование подачи осуществляется поворотом щитка 21, который при этом, прикрывает часть зубьев храпового колеса. При обратном ходе собачка выходит на щиток и сцепляется с храповиком только сойдя со щитка.
Вертикальная механическая подача также производится в конце холостого хода ползуна. Рычаг 8, набегая в конце холостого хода на кулачок 15, поворачивается и через собачку 7 поворачивает храповое колесо 5, на одном валу с которым закреплено коническое зубчатое колесо 4. Через зубчатое колесо 3 вращение передается зубчатому колесу-гайке 2; при этом винт 1 получает вертикальное перемещение.
Для установочных вертикальных перемещений стола служит телескопический винт 22.
§ 41. Продольно-строгальные и долбежные станки
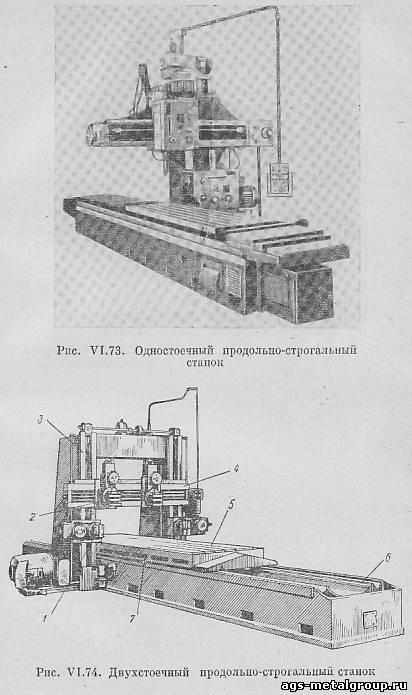
Продольно-строгальные станки. Эти станки предназначены для обработки крупногабаритных и тяжелых деталей или для одновременной обработки нескольких деталей средних размеров. Продольно- строгальные станки бывают одностоечные (рис. 73) и двухстоечные (рис. 74). По направляющим станины 6 двухстоечного продольно-строгального станка (рис. 74) перемещается стол 5, на котором устанавливается обрабатываемая деталь. Траверса 4 перемещается по направляющим стоек 3. У станка имеются четыре суппорта - два вертикальных 2, расположенных на траверсе, и два боковых 1, перемещающихся по направляющим стоек.
Перемещение траверсы по направляющим стоек является установочным и используется для грубой настройки станка. Горизонтальные и вертикальные перемещения суппортов дают возможность осуществлять окончательную установку резцов и механическую подачу в процессе строгания.
На столе имеются переставные упоры 7, позволяющие регулировать длину хода стола в зависимости от длины обработки.
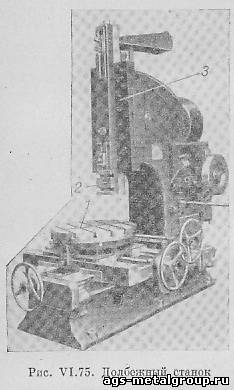
Долбежные станки. Долбежные станки применяются для обработки шпоночных пазов и различных фасонных отверстий в условиях единичного и мелкосерийного производства. Движение резания у станков - возвратно-поступательное, движение долбяка 2 (рис. 75) - по направляющим станины 3. Движение подачи сообщается столу 1, на котором устанавливается и закрепляется обрабатываемая деталь. При обработке плоскостей стол получает продольное или поперечное перемещение, а при обработке цилиндрических участков поверхностей - круговое движение подачи. Главное возвратно-поступательное движение осуществляется с помощью гидравлического привода или кривошипно-кулисного механизма.
§ 42. Протягивание и протяжные станки
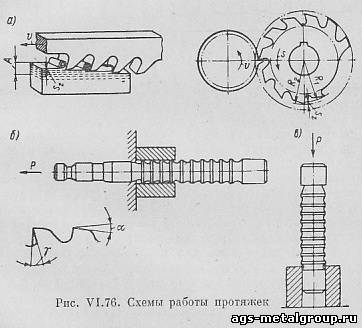
Протягивание осуществляется многолезвийным режущим инструментом - протяжкой, получающим поступательное движение относительно изделия. Каждый последующий зуб протяжки расположен выше предыдущего и срезает с обрабатываемой поверхности детали стружку толщиной 0,01 - 0,2 мм. Таким образом, движение подачи предусмотрено самой конструкцией инструмента. Движение резания прямолинейное и значительно реже вращательное. Схема работы протяжек приведена на рис. 76, а.
Если при прямолинейном движении резания сила прилагается не к хвостовику, как это показано на рис. 76, б, а к заднему торцу протяжки, то такая протяжка, работающая на сжатие (рис. 76, в), называется прошивкой. Во избежание продольного изгиба прошивка должна быть короче протяжки, и ее длина обычно не превышает 15 диаметров.
Скорость резания при протягивании сравнительно низкая- 2 - 15 м/мин [0,03 - 0,25 м/с]. Однако протягивание - высокопроизводительный процесс, так как велика суммарная длина режущих кромок, работающих одновременно. Точность обработки при протягивании - 3 - 2-го класса, шероховатость обработанной поверхности - 7 - 9-го класса. Протяжка, ее части и элементы. Протяжки подразделяются на внутренние для обработки внутренних поверхностей (рис. 76, б) и наружные (рис. 76, а) - для обработки незамкнутых поверхностей.
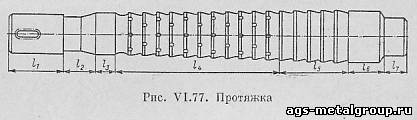
Протяжка состоит из следующих частей (рис. 77): хвостовика l₁, служащего для закрепления протяжки в патроне протяжного станка, шейки l₂, на которую обычно наносится маркировка протяжки, передней направляющей части l₃, предназначенной для установки обрабатываемой детали на протяжке перед протягиванием. Режущая часть протяжки l₄ снабжается большим количеством зубьев и производит всю работу по срезанию металла; калибрующая часть l₅ предназначена для повышения точности и чистоты поверхности, образованной режущими зубьями, и гарантирует получение размеров готового отверстия. Задняя направляющая часть l₆ препятствует перекосу детали на протяжке и повреждению вследствие этого обработанной поверхности в момент выхода последних зубьев калибрующей части из отверстия. Опорная часть l₇ предназначена для поддержания тяжелых и длинных протяжек с помощью скользящего люнета, которые без этого сильно провисают и поэтому образуют неправильные отверстия.
Задний угол зубьев протяжки α (рис. 76, б) выбирается независимо от обрабатываемого металла и определяется видом операции (черновая или чистовая) и типом протяжки. Малая величина заднего угла (α = 1 - 4°) объясняется тем, что большие задние углы вызовут значительные изменения размеров зубьев в поперечном сечении при перетачивании, которое проводится по передней поверхности. Передний угол γ выбирается в зависимости от обрабатываемого материала равным 10 - 20°.
Размеры отверстий, обрабатываемых протяжками, колеблются в широких пределах. Чаще всего внутренние протяжки применяются для отверстий размером 10 - 250 мм. Наружными протяжками обрабатываются рейки, зубчатые колеса, винтовые канавки, детали пневматических инструментов и др.
Различают свободное и координатное протягивание. При свободном способе протягивания заготовка центрируется только передней и задней направляющими протяжки. При координатном способе применяют устройства, обеспечивающие базирование протяжки относительно заготовки для получения точного расположения протянутой поверхности относительно базовой.
Протяжки изготовляются из инструментальной стали - легированной и быстрорежущей. Быстрорежущую сталь следует применять для протяжки при наличии больших поверхностей трения (мелкошлицевые протяжки), при наружном протягивании, когда работа производится с относительно высокими скоростями резания и подачей по черной поверхности, а также при обработке чугуна.
В последнее время протяжки оснащают твердым сплавом (ВК8, ВК6М). Их стойкость при этом значительно повышается по сравнению с быстрорежущими протяжками.
Протяжки являются сложным и дорогим инструментом, и поэтому их применение оправдывается в основном только в серийном и массовом произведстве. Протяжные станки. Станки для внутреннего протягивания выполняются в горизонтальном и вертикальном исполнении.
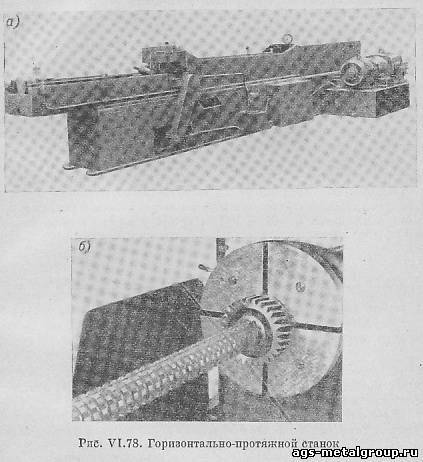
Горизонтальные станки для внутреннего протягивания применяются в основном в серийном производстве (рис. 78, а). На рис, 78, б показано протягивание шлицевого отверстия в шестерне. Вертикальные станки для внутреннего протягивания (вертикальные полуавтоматы) отличаются высокой производительностью и применяются преимущественно в массовом производстве.
Станки для наружного протягивания обычно вертикального типа.
Современные протяжные станки выпускаются, как правило, с гидравлическим приводом. Номинальное тяговое усилие колеблется в пределах 5 - 40 т [50 - 400 кН], а длина хода ползуна 1000 - 2000 мм.

 где В - ширина обработанной поверхности в мм (рис. 70); s - поперечная подача в мм/дв. ход; b₁ - длина врезания в мм (b₁ = t сtq φ); b₂ - перебег резца в мм, b₂ = (2 - 3) мм; n - число двойных ходов в минуту; t - глубина резания в мм; φ - главный угол в плане резца.
где В - ширина обработанной поверхности в мм (рис. 70); s - поперечная подача в мм/дв. ход; b₁ - длина врезания в мм (b₁ = t сtq φ); b₂ - перебег резца в мм, b₂ = (2 - 3) мм; n - число двойных ходов в минуту; t - глубина резания в мм; φ - главный угол в плане резца.