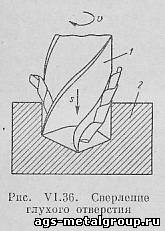
Сверление - наиболее распространенный метод получения отверстий резанием; дает возможность получать отверстия в сплошном материале и увеличивать диаметр имеющегося отверстия (рассверливание). Главное движение при сверлении - вращательное, движение подачи - поступательное. Оба вида движения могут сообщаться детали и инструменту в различных комбинациях. При сверлении на обычных сверлильных станках оба движения получает инструмент - сверло 1 (рис. 36). Заготовка 2 крепится неподвижно. При сверлении на токарных станках и специальных сверлильных станках (станки для глубокого сверления) вращается обрабатываемая деталь, а сверлу сообщается только поступательное движение подачи.
По конструкции сверла подразделяются на следующие: спиральные, перовые, центровочные, для глубокого сверления и др. Сверла изготовляются как из инструментальных сталей (Р18, Р9, 9ХС, РК5), так и оснащенными пластинками твердых сплавов.
§ 22. Части и элементы спирального сверла
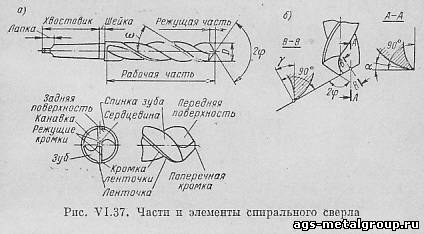
Спиральные сверла (рис. 37, а) - наиболее распространенный инструмент для сверления и рассверливания отверстий. Диаметры их колеблются в пределах 0,25 - 80 мм.
Сверло состоит из рабочей части, шейки, хвостовика (цилиндрического или конического) и лапки. У сверл с цилиндрическим хвостовиком лапки отсутствуют. Рабочую часть составляют режущая и направляющая части. Направляющая часть предохраняет сверло от увода в сторону и позволяет осуществлять многократную переточку сверла. По всей длине этой части сверла имеются узкие направляющие ленточки, которые служат для направления инструмента в отверстии. Благодаря наличию ленточек трение сверла об обработанную поверхность снижается, так как уменьшается площадь соприкосновения инструмента с поверхностью отверстия. С этой же целью на направляющей части сверла делается обратный конус (0,04 - 0,09 мм на 100 мм длины).
Главные функции в процессе резания выполняет режущая часть сверла, на которой расположены все его режущие элементы главные режущие кромки, поперечная режущая кромка, передние и задние поверхности.
Главные режущие кромки образуются пересечением передних и задних поверхностей. Геометрическая форма винтовых канавок подбирается с таким расчетом, чтобы главные режущие кромки были прямолинейными. Как и резец, сверло имеет передний и задний углы (рис. 37, б). Задний угол α у сверла переменный, увеличивающийся от периферии к центру (до 25 - 30°). Передний угол γ уменьшается по мере приближения к центру. Наибольшая величина его зависит от угла наклона винтовых канавок ω.
Вспомогательными режущими кромками сверла являются винтовые кромки направляющих ленточек. Следует отметить, что на всех режущих инструментах имеются главные и вспомогательные режущие кромки, и только сверла имеют еще одну режущую кромку, называемую поперечной. Она образуется от пересечения двух задних поверхностей сверла.
Угол 2φ (удвоенный угол в плане) между режущими кромками колеблется от 80 (для мрамора и других хрупких материалов) до 140' (для алюминия, баббита и других мягких металлов). Для сверления, стали и чугуна этот угол берется равным 116 - 118 . Угол наклона винтовой канавки ω определяет величину переднего угла и колеблется от 10 (для случаев сверления хрупких материалов) до 45° (для мягких материалов). Для сверления стали и чугуна этот угол берется равным 30°. Сверло работает в тяжелых условиях, так как сверление производится чаще всего в сплошном материале. Отверстие после сверления получается неточным (5 - 4-й классы точности) и имеет грубую обработанную поверхность (3 - 4-й классы по ГОСТУ 2789 - 59). Неточность объясняется уводом сверла вследствие наличия поперечной кромки и неправильной (несимметричной) заточки главных режущих кромок.
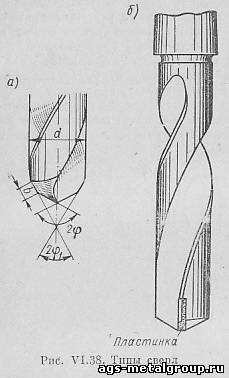
Поперечная кромка при работе сверла не режет, а давит металл заготовки. Установлено, что около 65% усилий подачи приходится на поперечную кромку. Для облегчения условий работы сверла применяют подточку поперечной кромки. Производят также двойную заточку сверл, работающих по чугуну и стали, с углом 2φ₁ = 75 - 80° (рис. 38, а). Ширина b задней поверхности второй заточки делается в пределах 0,18-0,22 диаметра сверла. В результате двойной заточки увеличивается ширина стружки и повышается стойкость сверла.
Сверла, оснащенные пластинками твердых сплавов. Эти сверла применяются для сверления чугуна, закаленной стали, пластмасс, стекла, мрамора и других материалов (рис. 38, б). Они обладают высокой стойкостью, обеспечивают более высокую производительность, повышают качество обрабатываемой поверхности и находят в промышленности все большее применение. При сверлении закаленных сталей рекомендуется применять твердые сплавы марки Т15К6, при обработке чугунов и неметаллических материалов марки ВК8.
§ 23. Элементы резания
Скоростью резания при сверлении называется окружная скорость вращения наиболее удаленной точки режущей кромки от оси сверла. Скорость резания подсчитывается по формуле где d - наружный диаметр сверла в мм; n - число оборотов сверла в минуту.
Зная скорость резания и диаметр сверла, можно определить число оборотов сверла:
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот (или за один оборот заготовки). Величина подачи измеряется в миллиметрах на один оборот сверла и обозначается s мм/об. Так как сверло имеет две главные режущие кромки, то подача, приходящаяся на каждую из них, sz = s/2.
Как и при токарной обработке, подачу можно измерять и в миллиметрах за одну минуту (минутная подача). Минутная подача определяется по формуле sm = sn мм/мин, где s - подача за один оборот; n - число оборотов сверла в минуту.
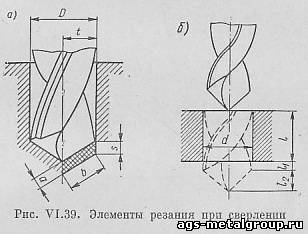
Сечение стружки F, снимаемой сверлом за один оборот, приближенно может быть вычислено по формуле F = 2 аЬ мм², где а - толщина среза в мм (рис. 39, а), измеряемая в направлении, перпендикулярном к режущей кромке; Ь - ширина среза в мм, измеряемая вдоль режущей кромки.
Глубиной резания при сверлении отверстий называется расстояние от обрабатываемой поверхности отверстия до оси сверла: t = D/2.
Основное время при сверлении, подсчитывается по формуле (рис. 39, б) где l - глубина сверления в мм (глубина отверстия); l₁ - величина перебега в мм при выходе сверла (1 - 2 мм); l₂ - величина врезания сверла в мм.
Приближенно можно считать, что для обычных сверл с одинарной заточкой l₁ + l₂ = 0,3d, с двойной заточкой l₁ + l₂ = 0,4d.
§ 24. Силы резания и мощность
В процессе резания на сверло действуют осевое усилие подачи Ро и крутящий момент Мкр. Определение силы Ро и Мкр производится по формулам, полученным экспериментальным путем. Для сверл из инструментальных сталей при обработке стальных и чугунных деталей они имеют следующий вид:
В приведенных формулах Ср и См - коэффициенты, характеризующие материал и условия его обработки; D - диаметр сверла в мм; s - подача в мм/об; zp, yp, zm, ym - показатели степеней; kp и km - общие поправочные коэффициенты на измененные условия обработки. Значения коэффициентов выбираются по нормативам в зависимости от условий обработки. Мощность резания при сверлении определяется по формуле
Зная мощность, затрачиваемую на резание, можно определить мощность электродвигателя станка, которая обеспечит проведение процесса резания при сверлении: где η - к. п. д. станка.
§ 25. Зенкерование
При обработке ранее полученного отверстия (литьем, штамповкой или сверлением) применяется зенкерование, которое обеспечивает 4-й класс точности и шероховатость обработанной поверхности в пределах 4 - 5-го классов по ГОСТУ 2789 - 59.
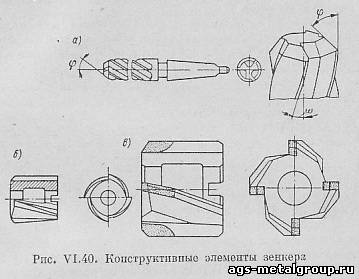
Зенкерование осуществляется зенкером, который служит для окончательной или промежуточной обработки отверстий (обычно перед развертыванием). На рис. 40, а показаны конструктивные элементы зенкера.
Зенкер имеет все конструктивные элементы, присущие сверлу. Отличие зенкера от сверла заключается в том, что у него отсутствует поперечная режущая кромка и он имеет не две, а три или четыре режущие кромки. Последнее обеспечивает получение более высокой производительности и чистоты обработанной поверхности зенкерованием по сравнению с рассверливанием.
Главные режущие кромки зенкера расположены под углом φ = 45 ÷ 60° к направлению подачи. Вспомогательные режущие кромки направлены по винтовой линии с углом наклона ω. Винтовые канавки позволяют получить передний угол нужной величины и облегчить выход стружки из отверстия.
Геометрические параметры зенкера ничем не отличаются от сверла и характеризуются задним углом α, передним углом γ и главным углом в плане φ. Изготовляются зенкеры из быстрорежущей стали.
Зенкеры для обработки отверстий больших диаметров делаются насадными (рис. 40, б), а также оснащенными пластинками из твердых сплавов (рис. 40, в).
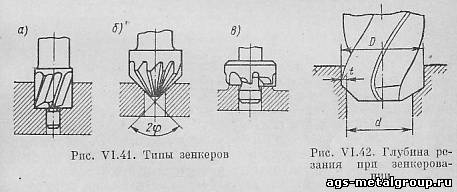
Существуют разновидности зенкеров для выполнения специальных технологических операций. Зенкер для получения цилиндрических углублений под головки винтов и болтов показан на рис. 41, а; для обработки конических углублений, называемый зенковкой - на рис. 41, б; для подрезки торцевых поверхностей приливов (бобышек) под шайбы (цековка) - на рис. 41, в.
Элементы резания при зенкеровании. Скорость резания при зенкеровании подсчитывается по той же формуле, что и при сверлении. Припуск под зенкерование оставляют в зависимости от диаметра зенкера в пределах 0,5 - 3,5 мм на сторону.
Глубина резания (в мм) при зенкеровании (рис. 42) равна t = D-d/2, где d - диаметр подготовленного отверстия в мм, D - диаметр зенкера в мм.
Подача s при зенкеровании выражается в миллиметрах на один оборот зенкера. Поскольку у зенкера имеется несколько режущих кромок (по числу зубьев зенкера), то подача sz приходящаяся на каждую из них, равна sz = s/z мм/зуб, где z - число зубьев зенкера.
§ 26. Развертывание
Для получения высокой точности и чистоты обработанной поверхности предварительно просверленные или обработанные зенкером отверстия подвергаются развертыванию. Развертывание разделяется на черновое и чистовое. При черновом развертывании достигается 3-й, при чистовом 2-й класс точности. Шероховатость поверхности достигается в пределах 7-9-го классов.
По способу применения развертки делятся на машинные, применяемые на различных станках, и ручные, которыми работа производится вручную. По конструкции крепления развертки делятся на хвостовые и насадные. Развертки делаются из инструментальных сталей или оснащаются пластинками твердых сплавов.
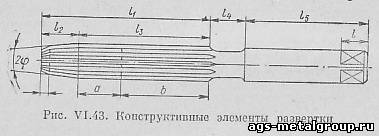
Элементы развертки. На рис. 43 показана ручная развертка, которая состоит из рабочей части l₁ включающей режущую часть l₂ и калибрующую часть l₃. Режущая (заборная) часть выполняет основную работу резания. Калибрующая часть направляет развертку в отверстии и обеспечивает необходимые точность и шероховатость поверхности отверстия. Калибрующая часть состоит из двух участков: цилиндрического а и конического Ь, называемого обратным конусом. Обратный конус делается для уменьшения трения развертки об обработанную поверхность и уменьшения величины разбивки отверстия.
Хвостовик l₅ развертки служит для закрепления развертки в патроне или воротке. При ручном развертывании (рис. 43) крепление развертки осуществляется в воротке с помощью квадрата l, при машинном - развертки делаются с цилиндрическим (для малых размеров) или коническим хвостовиком. Между рабочей частью и хвостовиком имеется шейка l₄.
Число зубьев развертки делается четным для удобства измерения ее диаметра. Обычно развертки имеют от 6 до 12 зубьев. В случае неоднородности обрабатываемого материала зубья развертки испытывают периодическое изменение нагрузки, что может привести к появлению на обрабатываемой детали продольных рисок, расположенных соответственно шагу зубьев. Во избежание этого изготавливают развертки с неравномерным шагом зубьев, но так, чтобы противоположные зубья попарно лежали в диаметральной плоскости (для удобства измерения диаметра развертки).
В зависимости от вида развертки, технологических условий обработки и диаметра обрабатываемого отверстия припуск на обработку при черновом развертывании колеблется в пределах 0,15 - 0,5 мм, при чистовом развертывании - в пределах 0,05 - 0,2 мм. Режим резания при развертывании характеризуется теми же элементами, что и при зенкеровании.
§ 27. Нарезание резьбы
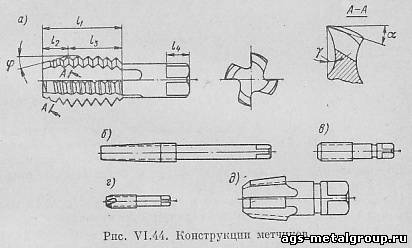
Внутренняя резьба нарезается метчиками. По конструкции метчик представляет собой винт с продольными канавками, образующими режущие кромки. На рис. 44, а показан метчик и обозначены его основные части и конструктивные элементы.
Вся нарезаемая часть метчика l₁ называется рабочей частью, которая делится на заборную l₂ и калибрующую l₃. Заборной (режущей) частью называется передняя конусная часть метчика, которой производится черновое нарезание резьбы. Калибрующая часть метчика служит для зачистки резьбы. Главные режущие кромки расположены на конической режущей части l₂. Задние поверхности (α = 6 ÷ 10°) затыловываются. Передний угол можно изменять, перетачивая зубья по передним поверхностям. Для нарезания стальных деталей принимают γ = 5 - 10°.
Хвостовая часть метчика представляет собой стержень для закрепления метчика. Квадрат l₄ служит для передачи крутящего момента.
Гаечные метчики (рис. 44, б) применяются для нарезания резьбы за один проход в сквозных отверстиях. В связи с этим они имеют длинную заборную часть. Машинные метчики (рис. 44, в) используются преимущественно для нарезания глухих резьб (за 2 - 3 прохода). Они отличаются короткой заборной частью. Бесканавочные метчики (рис. 44, г) предназначены для нарезания резьбы в сквозных отверстиях. Канавки числом от одной до трех выфрезеровываются только на длине рабочей части метчика. Бесканавочные метчики прочнее, лучше центрируются и направляются в нарезаемых отверстиях. Конические метчики (рис. 44, д) применяются для нарезания конических резьб.

 где d - наружный диаметр сверла в мм; n - число оборотов сверла в минуту.
где d - наружный диаметр сверла в мм; n - число оборотов сверла в минуту.
 где l - глубина сверления в мм (глубина отверстия); l₁ - величина перебега в мм при выходе сверла (1 - 2 мм); l₂ - величина врезания сверла в мм.
где l - глубина сверления в мм (глубина отверстия); l₁ - величина перебега в мм при выходе сверла (1 - 2 мм); l₂ - величина врезания сверла в мм.

 где η - к. п. д. станка.
где η - к. п. д. станка.