Консольно-фрезерные станки. Это наиболее распространенный тип фрезерных станков, предназначенный для обработки деталей небольших габаритов (наибольший размер стола консольно-фрезерного станка 400 Х 600 мм). Столы этих станков совместно с обрабатываемой деталью могут перемещаться в трех взаимноперпендикулярных направлениях.
В зависимости от конструкции консольно-фрезерные станки подразделяются на следующие:
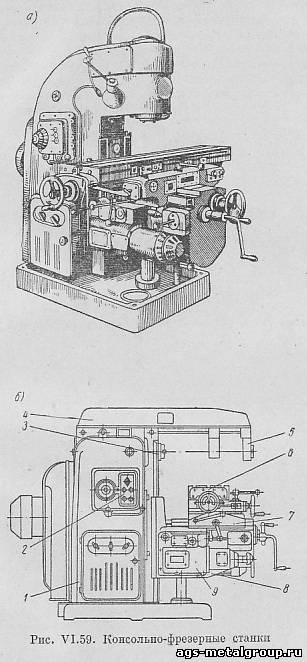
а) вертикальные, у которых шпиндель расположен вертикально (рис. 59, а);
б) горизонтальные с горизонтальным расположением шпинделя (рис. 59, б);
в) универсальные; имеющие также горизонтальное расположение шпинделя, но отличающиеся от горизонтально-фрезерных станков тем, что стол можно поворачивать под углом к шпинделю в пределах:+- 45° (в горизонтальной плоскости);
г) широкоуниверсальные, снабженные поворотным столом и поворотной шпиндельной головкой, которую можно поворачивать в двух взаимно перпендикулярных плоскостях.
Станки подобной конструкции предназначаются главным образом для инструментальных цехов.
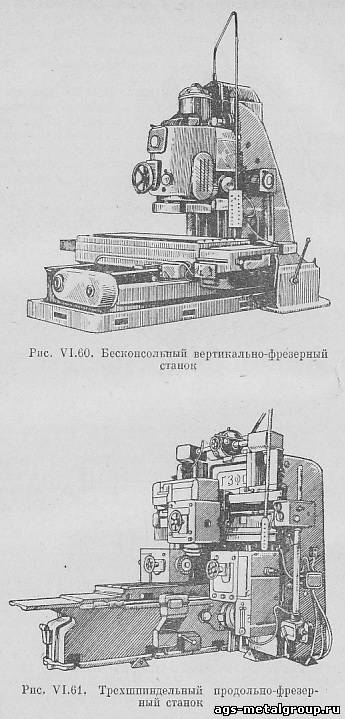
Бесконсольно-фрезерные станки. У станков этого типа (рис. 60) стол перемещается на неподвижной станине в продольном и поперечном направлениях. Вертикальное перемещение имеет сама шпиндельная бабка. Станки предназначены для обработки сравнительно крупных деталей. Отечественное машиностроение выпускает только вертикальные бесконсольно-фрезерные станки. Бесконсольно-фрезерные станки широко используются для скоростного фрезерования плоскостей на заготовках корпусных деталей с большим припуском на обработку. Они могут настраиваться на автоматический цикл: рабочая подача - быстрый обратный ход - стоп. В некоторых конструкциях этого типа при обратном ходе стола фреза автоматически отводится от обработанной поверхности, чтобы не повредить ее. Продольно-фрезерные станки. У продольно-фрезерных станков стол имеет только продольное перемещение; вертикальное и поперечное перемещения осуществляются фрезерными бабками. Станки этого типа могут быть: одношпиндельные горизонтальные; двухшпиндельные горизонтальные; двухшпиндельные вертикальные; трехшпиндельные; четырехшпиндельные.
Продольно-фрезерные станки предназначены для обработки крупногабаритных или для одновременной обработки нескольких деталей значительных размеров и веса. - На рис. 61 показан трехшпиндельный продольно-фрезерный станок.
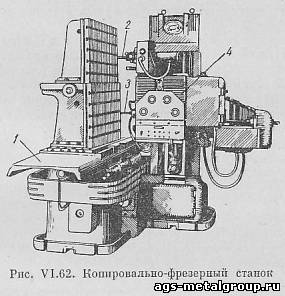
Копировально-фрезерные станки. Копировально-фрезерные станки (рис. 62) предназначены для обработки фасонных поверхностей по шаблону (копиру). Наибольшее распространение они нашли при производстве штампов. Современные копировально-фрезерные станки имеют электрическую, гидравлическую или комбинированную следящую систему.
Механические следящие системы используются в небольших копировально-фрезерных станках для гравировальных работ или для фрезерования по копирам сложных поверхностей мелких деталей, точность обработки которых ограничивается пределами отклонений 0,1 - 0,2 мм.
Обработка объемных поверхностей производится горизонтальными или вертикальными строчками. Во время работы станка копировальный палец 2 прижимается к копиру (с усилием 150 - 200 Г). При изменении величины этого усилия в копировально-фрезерной головке возникают электрические сигналы, управляющие движением рабочих узлов станка и, следовательно, фрезы 3.
При обработке горизонтальными строчками столу 1 сообщается непрерывная подача. После прохождения одной строчки шпиндельная,бабка 4, несущая фрезу, и копировальный палец, автоматически переместятся в вертикальном направлении на ширину строчки. По окончании вертикального перемещения бабки на величину строчки стол перемещается в обратном направлении и происходит обработка второй строчки и т. д. Процесс обработки детали строчками автоматически продолжается до тех пор, пока палец не обойдет всю поверхность копира, а фреза не воспроизведет его форму на поверхности заготовки.
При обработке вертикальными строчками непрерывная подача (вертикальная) сообщается шпиндельной бабке. После прохождения каждой вертикальной строчки перемещение на ширину строчки осуществляется столом. Фрезерные станки непрерывного действия. На станках этого типа съем обработанных деталей и закрепление заготовок производятся без остановки станка.
Различают несколько типов фрезерных станков непрерывного действия.
Фрезерные станки карусельного типа, имеющие круглый стол с вертикальной осью вращения и вертикальный шпиндель (рис. 63, а). Движение рабочей подачи на этих станках осуществляется медленным вращением стола 3, на рабочей поверхности которого ближе к периферии закрепляются обрабатываемые детали. Установка и снятие деталей производятся на ходу станка.
При настройке станка салазки стола 2 (рис. 63, а) можно перемещать вдоль направляющих станины 1 в направлении стойки 5 станка, а шпиндельную бабку 4 - вверх и вниз по вертикальным направляющим. Кроме того, шпиндель может выдвигаться из шпиндельной бабки.
Отечественные карусельно-фрезерные станки выпускаются со столом диаметром 750 - 2000 мм.
Станки могут иметь одну и несколько фрезерных головок, причем в каждой из них может быть по одному или несколько рабочих шпинделей. Карусельно-фрезерные станки подобно токарно-карусельным выполняются одностоечными и двухстоечными.
Высокая производительность станков обусловила их широкое применение в условиях крупносерийного и массового производства. Если устанавливать на станке несколько различных приспособлений, их можно с успехом использовать в серийном производстве для обработки одновременно нескольких разных заготовок или различных поверхностей одной заготовки. Барабанно - фрезерные станки, имеющие барабаны с горизонтальной осью вращения. На гранях барабана закреплены детали (рис. 63, б). Шпиндельные узлы 2 закреплены на вертикальных стойках. Барабан 1 шести- или восьмигранный (диаметром 2000 мм) получает медленное вращение (0,04 - 0,08 об/мин), которое является на этих станках движением круговой рабочей подачи. Благодаря медленному вращению барабана можно устанавливать детали и снимать их на ходу станка.
Эти станки могут быть одношпиндельными и многошпиндельными и иметь одну или несколько фрезерных головок.
Барабанно-фрезерные станки отличаются высокой производительностью и применяются в основном на предприятиях крупносерийного и массового производства.
§ 35. Универсально-фрезерный станок 6Н82
Универсальный консольно-фрезерный станок модели 6Н82 предназначен для фрезерования всевозможных деталей цилиндрическими дисковыми, угловыми, фасонными, торцевыми фрезами и др. На этом станке можно обрабатывать плоскости, пазы, углы, шестерни и т. п. При фрезеровании шестерен, разверток и прочих деталей, требующих периодического поворота детали вокруг своей оси, применяется делительная головка.
На рис. 59, б показан общий вид станка 6Н82. Станок состоит из следующих узлов: станины 1 (коробчатой формы), в которой смонтированы коробка скоростей и управление этой коробкой 2, шпиндельного узла 3, хобота 4 с подвеской 5, служащей для поддержания шпиндельных фрезерных оправок, консоли 8, поперечных салазок 7, продольного стола 6 и привода подачи 9.
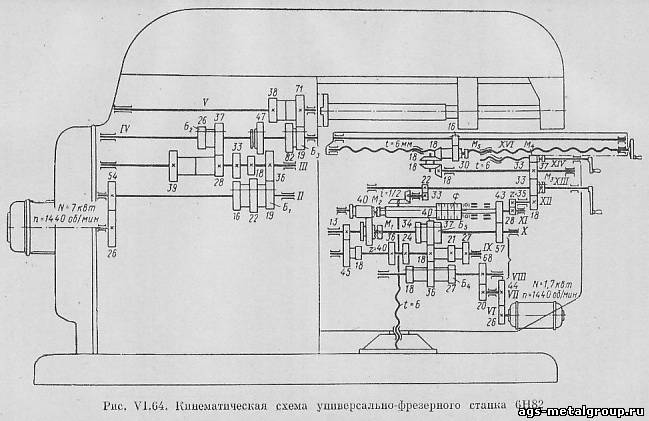
Кинематическая схема станка. От фланцевого электродвигателя мощностью 7 квт движение передается валу коробки скоростей. Через пару зубчатых колес 26 - 54 (рис. 64), неподвижно сидящих на валах, вращение передается на вал II. На валу II перемещается тройной блок Б₁. В зависимости от положения блока Б₁ вал III получает вращение либо через зубчатые колеса 19 - 36, либо через зубчатые колеса 22 - 33, или через зубчатые колеса 16 - 39 (три различных скорости). На валу IV перемещаются два двойных блока Б₂ и Б₃ и скользящее зубчатое колесо 47. Вводя поочередно в зацепление зубчатые колеса 26, 37 и 47, можно получить на валу IV девять различных чисел оборотов. Переключая двойной блок Б₃ можно передать валу V (шпинделю) восемнадцать различных чисел оборотов.
Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 квт, смонтированного в консоли. От вала электродвигателя через зубчатые колеса 26 - 44, вал VII, зубчатые колеса 20 - 68 движение передается на вал VIII. С вала VIII на вал IХ, переключая подвижной тройной блок Б₄ можно передать три различных числа оборотов. Переключая подвижной тройной блок Б₅, получаем на валу Х девять различных чисел оборотов.
Если зубчатое колесо 40 находится в крайнем правом положении (т. е. в зацеплении с муфтой М₁), вращение передается широкому зубчатому колесу 40 на валу ХI.
Если зубчатое колесо 40 занимает крайнее левое положение (т. е. одновременно находится в зацеплении с зубчатым колесом 18 на валу IХ и широким зубчатым колесом 40 на валу ХI), широкое зубчатое колесо 40 получит вращение по следующей цепи; 13/45 · 18/40 · 40/40.
Подвижное зубчатое колесо 40 на валу Х называется переборным. Переключая его можно удвоить количество скоростей, передаваемых на широкое зубчатое колесо 40, т. е. получить восемнадцать различных чисел оборотов.
При включении кулачковой муфты М₂ эти числа оборотов сообщаются валу ХI и далее через зубчатые колеса 28 - 35 передаются валу ХII.
Если муфта М₃ введена в зацепление с зубчатым колесом 33, вращение сообщается валу ХIII и далее через зубчатые колеса 22 - 33, пару конических колес i = 1/2 движение передается винту вертикального перемещения консоли t = 6 мм.
При включении муфты М₄ вращается винт поперечного стола, а при включении муфты М₅, - винт продольного стола. Блокировка исключает возможность одновременного включения муфт М₃, М₄ и М₅.
Когда кулачковая муфта М₂ (вал ХI) переводится в крайнее правое положение, включается фрикционная муфта Ф, которая связывает зубчатое колесо 43 с валом ХI и сообщает ему ускоренное вращение.
Изменение направления вращения шпинделя в данном станке производится переключением полюсов электродвигателя.