Имеется несколько способов закрепления деталей при фрезеровании. При закреплении деталей непосредственно на столе станка применяются прихваты с болтами, подкладками, прижимами, упорными колодками, домкратами. Круглые детали для фрезерования лысок и шпоночных пазов удобно закреплять в призмах.
При работе на консольно-фрезерных станках широко используются универсальные приспособления: делительные головки, машинные тиски, круглый поворотный стол и др.
Круглый стол применяется на вертикально-фрезерном станке главным образом для сообщения заготовке круговых подач при фрезеровании кулачков, головок шатунов и других деталей, имеющих участки цилиндрических поверхностей, а также для поворота заготовки на заданный угол.
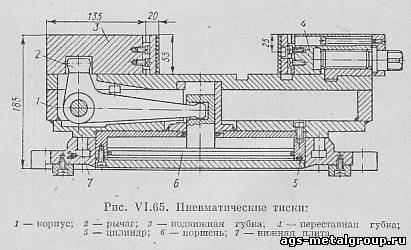
Машинные тиски используются на всех видах консольно-фрезерных станков для закрепления малогабаритных деталей. За последнее время широкое распространение получили пневматические (рис. 65) и пневмогидравлические тиски, позволяющие весьма быстро и надежно закреплять детали. Широко применяются также специальные приспособления.
§ 37. Делительные головки
Делительные головки являются важнейшими принадлежностями консольно-фрезерных станков, особенно универсальных, и применяются при обработке различных режущих инструментов (метчиков, разверток, фрез и т. д.), зубчатых колес и фасонных деталей.
Делительные головки предназначены для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка; для периодического поворота заготовки вокруг ее оси на определенные углы (деление на равные или неравные части); для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев.
Наиболее распространенными являются универсальные делительные головки (УДГ) моделей Н-135 и Н-160. Числа 135 и 160 указывают высоту центров головки.
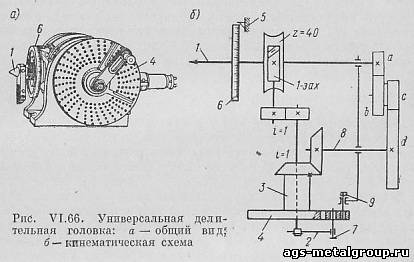
На рис. 66 показаны общий вид и кинематическая схема универсальной делительной головки. На шпинделе 1 жестко закреплено червячное зубчатое колесо z = 40, находящееся в зацеплении с однозаходным червяком. Вращение шпинделю сообщается рукояткой 2 через пару цилиндрических колес с передаточным отношением i = 1. Следовательно, при одном обороте рукоятки шпиндель сделает 1/40 оборота.
На оси рукоятки свободно посажена гильза 3, на передней части которой закреплен делительный диск 4 с отверстиями, а на задней- коническое зубчатое колесо, соединенное с таким же колесом, жестко закрепленным на валике 8.
Универсальная делительная головка позволяет производить деление непосредственным, простым и дифференциальным способами. При непосредственном способе деления червяк выводится из зацепления с червячным колесом. Угол поворота стола отсчитывается по шкале на боковой поверхности диска 6 и нониусу 5, прикрепленному к корпусу головки. Одно деление шкалы диска соответствует повороту шпинделя на 1°. При простом способе деление производится по сменному диску 4. Диск закрепляется неподвижно и поворот шпинделя осуществляется вращением рукоятки через включенную червячную передачу 1 - 40. Так как при одном обороте рукоятки шпиндель поворачивается на 1/40 оборота, то для того чтобы получить на шпинделе 1/z оборота, необходимо повернуть рукоятку на n оборотов: n = 1/z x 40/1 = 40/z или N/z; здесь N - передаточное число червячной пары, называемое характеристикой головки. Пример. Требуется разделить окружность на 30 частей (нарезать шестерню с 30 зубьями). В этом случае необходимое число оборотов рукоятки n = N/z = 40/30 = 1⅓. Отсчет оборотов производится по диску. На диске имеется восемь рядов отверстий. Число отверстий на одной стороне диска головок Н-135 и Н-160: 16, 17, 19, 21, 23, 29, 30, 31, а на другой стороне: 33, 37, 39, 41, 43, 47, 49, 54.
Установив защелку 7 по ряду с числом отверстий 21 отсчитываем оборота. Дифференциальное деление применяется в тех случаях, когда ограниченное число отверстий на дисках не дает возможности воспользоваться простым способом деления.
Для производства дифференциального деления в отверстие шпинделя головки вставляют оправку, с помощью которой шпиндель сменными колесами а, Ь, с, d связывается с валиком 8. Защелка 9 освобождается. Если теперь вращать рукоятку, то одновременно будет вращаться и делительный диск. Направление его вращения зависит от числа сменных колес и может совпадать с направлением вращения рукоятки или быть ему противоположным.
Пусть деление на 1/z оборота не может быть произведено простым способом и требуется настроить делительную головку на дифференциальный способ деления. Для того чтобы шпиндель повернулся на 1/z оборота, рукоятка должна повернуться на n = 40/z оборота относительно неподвижного диска. Так как диск вращается, эта величина может быть представлена в виде алгебраической суммы двух движений - вращения рукоятки относительно диска и вращения самого диска: n = 40/z = n₁ + n₂, где n₁ - число оборотов рукоятки относительно диска; n₂ - число оборотов диска.
Число оборотов рукоятки n можно представить как 40/z₀, где z₀ любое число, позволяющее использовать способ простого деления. Так как в конечном итоге шпиндель должен повернуться на 1/z оборота, число оборотов диска за это время будет n₂ = 1/z iд, где iд - передаточное отношение сменных колес дифференциального устройства.
Подставляя значения n, n₁ и n₂ в формулу, приведенную выше, получим
Если z₀ > z, то iд > 0, в противном случае iд < 0. Число z₀ лучше выбирать близкое к z, так как это дает возможность уменьшить передаточное отношение и легче подобрать сменные колеса. Пример. Задано число делений z = 83. Выбираем ближайшее число, позволяющее использовать метод простого деления, а именно z₀ = 80. Число оборотов рукоятки относительно диска n₁ = 40/z = 1/2.
Передаточное отношение сменных колес равно
Так как мы выбрали z₀ < z, диск должен вращаться навстречу рукоятке. Для этого следует ввести паразитную шестерню.
§ 38. Настройка делительной головки на фрезерование винтовых канавок
В процессе обработки заготовка с целью образования на ее цилиндрической поверхности винтовой канавки должна получать одновременно два движения - вращательное и поступательное вдоль оси. Оба движения должны быть согласованы так, чтобы при перемещении на шаг нарезаемой винтовой канавки заготовка сделала один оборот.
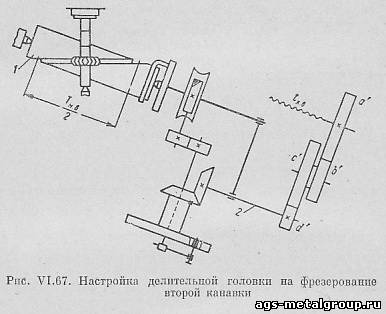
На рис. 67 дана схема наладки станка для обработки винтовой канавки с использованием делительной головки. Заготовка 1 устанавливается в центрах делительной головки и задней бабки. Ходовой винт продольной подачи стола с шагом tх.в через сменные колеса a', Ь', с, d' связывается с валиком 2 универсальной делительной головки. При вращении ходового винта станка вращение передается шпинделю делительной головки.
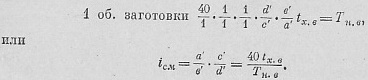
Приняв во внимание, что характеристика делительной головки N = 40, шаг ходового винта tх.в, а шаг нарезаемой винтовой канавки Тн.в можно составить уравнение кинематического баланса цепи:
По этой формуле подбираются сменные колеса, согласовывающие вращательное и поступательное движения заготовки.
При фрезеровании винтовой канавки дисковой фрезой стол станка должен быть повернут на угол, равный углу ω наклона канавки. При фрезеровании концевой фрезой стол станка должен быть установлен в обычном положении.

 оборота.
оборота.