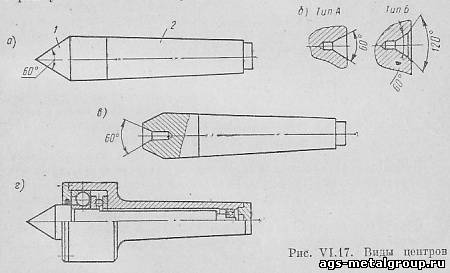
Обработка деталей в центрах. Этот вид обработки применяется очень широко. Центр состоит из конуса 1 (рис. 17, а), на котором устанавливается обрабатываемая деталь с центровыми отверстиями (рис. 17, б), и конического хвостовика 2. Хвостовик переднего центра должен точно соответствовать коническому отверстию шпинделя передней бабки, а заднего центра - пиноли задней бабки станка. При обработке деталей малого диаметра их концы обтачивают на конус и употребляют так называемые обратные центры (рис. 17, в), которые также могут быть передними и задними.
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр неподвижен, в результате чего создается трение его о вращающуюся деталь. Для уменьшения трения центровое отверстие, соприкасающееся с задним центром, заполняется густой смазкой.
При обтачивании деталей на больших скоростях, а также тяжелых деталей работа на неподвижном центре задней бабки приводит к быстрому износу центра и разработке центрового отверстия детали. Для уменьшения износа заднего центра его конец иногда оснащают твердым сплавом. Однако в подобных случаях лучше применять вращающиеся центры (рис. 17, г).
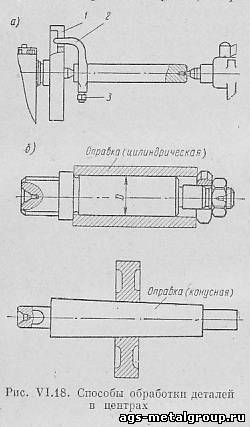
Для передачи вращения от шпинделя передней бабки к обрабатываемой детали применяют поводковый патрон 1 (рис. 18, а), навинчиваемый на шпиндель станка, и хомутик 2, закрепляемый винтом 3 на обрабатываемой заготовке. Свободный конец хомутика захватывается пазом (как показано на рисунке) или пальцем патрона и приводит обрабатываемую деталь во вращение.
Некоторые детали (втулки, заготовки шестерен и др.), имеющие обработанные отверстия, устанавливают в центрах на специальных центровых оправках. Наиболее простые конструкции применяемых центровых оправок приведены на рис. 18, б. Обработка деталей в патронах. Короткие детали часто устанавливают и закрепляют в патронах, которые подразделяются на простые и самоцентрирующие.
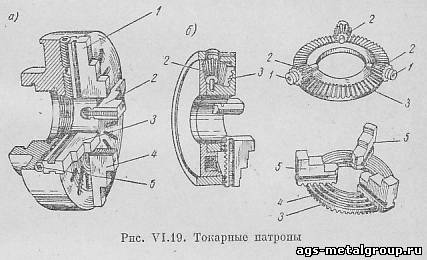
Простые патроны обычно изготовляются четырехкулачковыми (рис. 19, а). В таких патронах каждый из четырех кулачков 1, 2, 3, 4 может перемещаться независимо от остальных с помощью винтов 5, что позволяет устанавливать на них детали как цилиндрической, так и нецилиндрической формы.
Самоцентрирующие трехкулачковые патроны (рис. 19, 6) очень удобны в работе, так как все кулачки в них перемещаются одновременно, благодаря чему деталь, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя. Кроме того, значительно сокращается время на установку и закрепление детали.
Кулачки патрона 5 перемещаются по спиральной канавке 4 диска - зубчатого колеса 3 при помощи ключа, который вставляют в четырехгранное отверстие 1 одного из трех конических зубчатых колес 2, передающих вращение диску - зубчатому колесу.
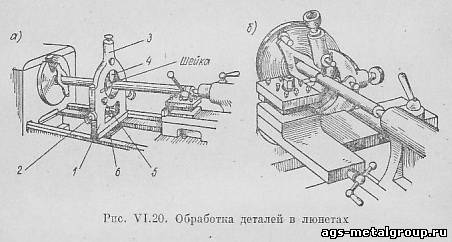
Применяют закаленные и незакаленные («сырые») кулачки патронов. Обычно пользуются закаленными кулачками благодаря их малой изнашиваемости. Но при зажиме такими кулачками на деталях с окончательно обработанными поверхностями остаются следы в виде вмятин. Чтобы избежать вмятин, рекомендуется применять незакаленные кулачки, которые перед установкой детали протачиваются и точно пригоняются по диаметру закрепляемой в них детали. Обработка деталей в люнетах. Длинные детали, у которых длина в 10 - 12 раз превышает их диаметр, при обработке прогибаются под действием незначительной силы резания и даже собственного веса. Обтачивание таких деталей обычным методом очень непроизводительно, неточно и во многих случаях практически невыполнимо; деталь может быть вырвана из центров. В таких случаях применяют поддерживающее приспособление, называемое люнетом. Пользуясь люнетом, можно обтачивать детали с высокой точностью и снимать стружку большего сечения, не опасаясь прогиба детали. Люнеты бывают неподвижные и подвижные.
Неподвижный люнет (рис. 20, а) состоит из чугунного корпуса 1 с откидной крышкой 3. Люнет закрепляют в соответствующем положении планкой 6. В двух отверстиях корпуса и отверстиях крышки при помощи регулировочных болтов 2 перемещаются кулачки 4. Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство люнета позволяет устанавливать в нем валы различных диаметров.
Прежде чем установить в люнете такой конструкции необточенную заготовку, следует проточить у нее посередине или в другом месте шейку под кулачки, длина которой должна быть немного больше ширины кулачка.
Неподвижные люнеты применяются также для отрезания концов и подрезания торцов у длинных деталей. С помощью люнета можно обработать отверстие с торца длинной детали или просверлить такую деталь по всей ее длине. Подвижный люнет (рис. 20, б) используют при чистовом обтачивании длинных гладких деталей. Люнет закрепляют на каретке суппорта, так что он вместе с ней перемещается вдоль обтачиваемой детали; следуя за резцом и поддерживая деталь непосредственно в месте приложения силы резания, он предохраняет ее от прогибов. Подвижный люнет имеет только два кулачка, которые устанавливают и закрепляют так же, как кулачки неподвижного люнета.
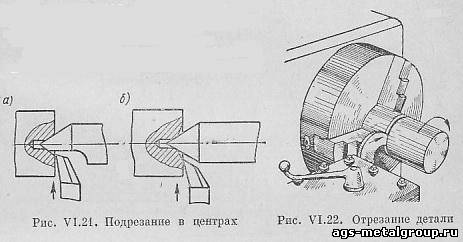
При высоких скоростях применяют люнеты с ролико- или шарикоподшипниками. Подрезание торцов и уступов. При подрезании торцов деталей, обрабатываемых в центрах, рекомендуется устанавливать в заднюю бабку так называемый полуцентр (рис. 21, а), обеспечивающий возможность подрезания всего торца. Еще лучше применять центровые отверстия с предохранительными конусами (рис. 21, б). Направление подачи в этих случаях должно быть от наружной поверхности к центру. Подрезание уступов производится такими же резцами.
Протачивание наружных канавок и отрезание. Для протачивания узких канавок деталь устанавливают в центрах или в патроне. Место, в котором требуется проточить канавку или отрезать деталь, определяется с помощью измерительной линейки. Узкие канавки протачивают за один проход, широкие - за несколько проходов. При отрезании пруток вставляют в отверстие шпинделя и закрепляют в патроне.
Для уменьшения вибраций резца рекомендуется отрезать детали при обратном вращении шпинделя пружинящим изогнутым резцом, который следует устанавливать режущей кромкой вниз (рис. 22). Обработка конических поверхностей. Обработка конических поверхностей может быть произведена широким резцом, поворотом верхних салазок суппорта, смещением корпуса задней бабки, применением конусной линейки. Обработка наружных конусов широким резцом. Этот способ используется при обработке конуса с образующей, не превышающей по длине примерно 20 мм.
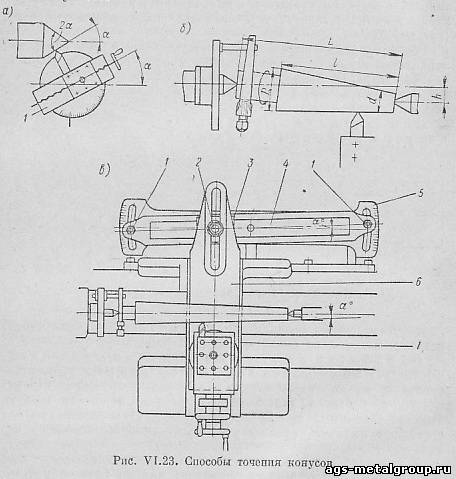
Обработка наружных конусов при повернутых верхних салазках суппорта. При изготовлении на токарном станке коротких конических поверхностей с большим углом уклона конуса нужно повернуть верхние салазки 1 суппорта (рис. 23, а) относительно оси шпиндели на угол, равный углу уклона обрабатываемого конуса (α).
Этот способ обтачивании конических поверхностей имеет следующие недостатки. Можно применять только ручную подачу, что отражается на производительности и чистоте обработанной поверхности; кроме того, можно обтачивать лишь сравнительно короткие поверхности, ограниченные длиной хода верхней части суппорта.
Обработка наружных конусов при смещенной задней бабке. Этим способом (рис. 23,6) обычно пользуются при обработке длинных и пологих конусов; величина смещения центра задней бабки h может быть определена по одной из следующих формул: где L - длина обрабатываемой детали в мм; l - длина ее конической части в мм; D - больший диаметр конуса в мм; d - меньший диаметр конуса в мм; α - угол уклона конуса в градусах; k - конусность.
Обработка конических поверхностей способом смещения задней бабки находит широкое применение, так как в этом случае не требуется специальных приспособлений и обработка может быть осуществлена на любом токарном станке.
Во избежание неравномерного износа центровых отверстий при обработке точных конусов иногда применяют специальный шаровой центр со сферической поверхностью вместо конуса. Обработка конусов при помощи конусной линейки. К обработке с помощью конусной (копирной) линейки прибегают при изготовлении конусов с углом уклона до 10 - 12˚. Этот способ более удобен по сравнению со смещением центра задней бабки и обеспечивает более высокую точность обработки.
Установка конусной линейки показана на рис. 23, в. На кронштейне 5, прикрепленном к станине, расположена линейка 4, которую с помощью шкалы устанавливают под требуемым углом к направляющим станины и закрепляют болтами 1. Тяга 6 жестко связана с поперечными салазками 7 суппорта. В пазу тяги расположен палец 2, соединенный с ползуном 3, нижний конец которого перемещается по линейке. При обтачивании конусов винт поперечной подачи освобождается от гайки. В результате перемещение суппорта вдоль направляющих станка сопровождается одновременным перемещением поперечных салазок, а соответственно и резца под действием конусной линейки.
Обработка конических поверхностей с помощью конусной линейки имеет ряд преимуществ:
1) центры во время работы станка остаются в нормальном положении и поэтому не изнашиваются;
2) можно не только обтачивать наружные конические поверхности, но и растачивать конические отверстия;
3) можно обрабатывать детали с большей конусностью, чем при смещении задней бабки. Обработка конических отверстий. Обработка внутренних конусов производится резцом при повернутых верхних салазках или при помощи копирной линейки. Конические отверстия получаются в результате сверления и последующего растачивания. Конические отверстия нормализованных размеров (внутренние конусы в переходных втулках, конусы различных насадных инструментов и т. д.) можно обрабатывать комплектом из трех разверток. Нарезание резьб. Резьбу на токарных станках нарезают метчиками, плашками, резьбовыми резцами и гребенками. Профиль резьбы (треугольный, прямоугольный и т. д.) обеспечивается геометрией инструмента, а шаг при нарезании резцами и гребенками - соответствующей настройкой станка. Настройка станка заключается в том, чтобы за один оборот детали, на которой нарезается резьба, резец перемещался в продольном направлении на величину шага резьбы t н·р. Так как на станках нарезаются резьбы с различным шагом, то, следовательно, и подача суппорта с резцом должна быть каждый раз установлена в соответствии с величиной шага нарезаемой детали.
Если требуется обеспечить нестандартный шаг или необходимо нарезание резьб повышенной точности, используются сменные зубчатые колеса. В этом случае движение передается на ходовой винт, минуя коробку подач (включаются муфты М₂, М₃, М₅, рис. 16). Согласование скорости перемещения резца и вращения детали производится подбором сменных зубчатых колес (С₁, С₂ на рис. 16). За один оборот шпинделя фартук (а следовательно, и резец) должен переместиться на величину
где i - передаточное отношение сменных зубчатых колес; t н·р - шаг нарезаемой резьбы; t х·в - шаг ходового винта станка; i пер - передаточное отношение от шпинделя до первого вала сменных шестерен. Оно обычно равно 1.
Чаще всего резьбу нарезают резцами. Нарезание резьбы гребенками (рис. 13, в) производительнее, чем резцом, так как в работе участвует одновременно несколько режущих кромок. Зубья гребенки можно представить как ряд последовательно расположенных резцов (обычно 6 - 8). Недостаток гребенок - сложность изготовления. Кроме того, гребенками трудно получить точную и чистую резьбу.
Сравнительно неответственные треугольные резьбы небольших диаметров при работе на токарных станках нарезают плашками и метчиками. Круглая плашка (рис. 1З, г) подобно гайке имеет центральное отверстие с резьбой, вокруг которого расположено несколько (3 - 6) гладких цилиндрических отверстий, пересекающих центральное отверстие для образования гребенок плашки и отвода стружки. Резание осуществляется при двух одновременных движениях - вращательном (заготовки) и поступательном (плашки).

 где L - длина обрабатываемой детали в мм; l - длина ее конической части в мм; D - больший диаметр конуса в мм; d - меньший диаметр конуса в мм; α - угол уклона конуса в градусах; k - конусность.
где L - длина обрабатываемой детали в мм; l - длина ее конической части в мм; D - больший диаметр конуса в мм; d - меньший диаметр конуса в мм; α - угол уклона конуса в градусах; k - конусность.