Способы механической очистки металлической поверхности
Механическая очистка поверхности под покрытие осуществляется двумя группами методов: ручным или механизированным инструментом, в сочетании с растворителями или растворами ПАВ, а также струйно-абразивным способом с помощью металлического песка, дроби или суспензии кварцевого песка с водой.
Хотя очистка ручным или механизированным инструментом загрязненной и ржавой поверхности в сочетании с последующим обезжириванием растворителями или растворами ПАВ дает относительно «чистую» поверхность металла, пригодную для окрашивания коррозионно-стойкими лакокрасочными материалами, однако, наиболее «шероховатую» поверхность, обладающую повышенной адгезией к покрытию, дает все же дробе-пескоструйная обработка. На практике, для повышения качества очистки и, особенно, производительности этого процесса в резервуарах, сочетают оба способа - предварительную очистку механизированным и ручным инструментом со струйно-абразивными методами, что особенно важно при подготовке больших по размерам площадей внутренней поверхности стальных резервуаров.
Очистка металлической поверхности ручным и механизированным инструментом
Металлический резервуар, передаваемый для противокоррозионных работ, может содержать на своей внутренней поверхности после эксплуатации значительное количество продуктов коррозии и пыли, солей, остатков парафина, нефти и т. д. Поэтому перед тщательной подготовкой этой поверхности под окраску струйными методами очистки, она должна быть, по возможности, освобождена от основной массы рыхлых, очищаемых ручным и механизированным инструментом продуктов коррозии.
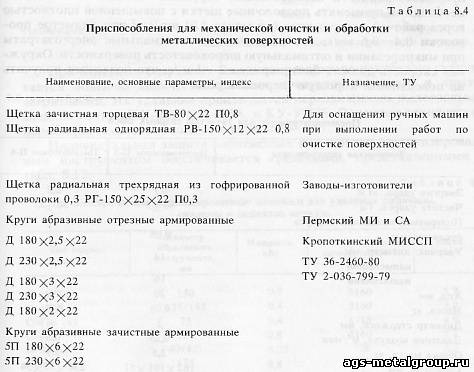
В табл. 8.4. указаны приспособления для механической очистки загрязнений поверхности, которыми оснащают механизированный ручной инструмент. В их состав входят различные щетки и абразивные круги. Они используются для очистки поверхности от легко осыпающихся продуктов коррозии на стенках резервуара. Для этой цели могут быть широко использованы и другие аналогичные приспособления, например, иглофрезы, а также механизированный инструмент, используемый в судостроении.
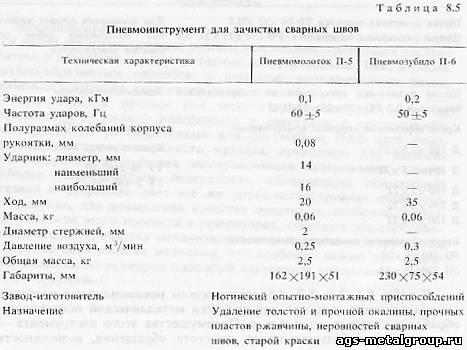
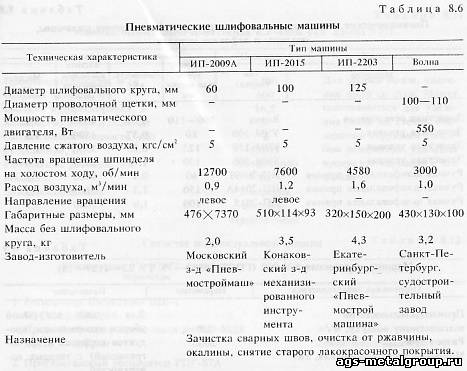
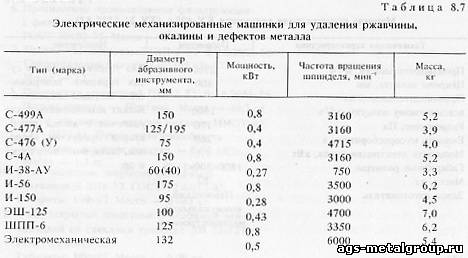
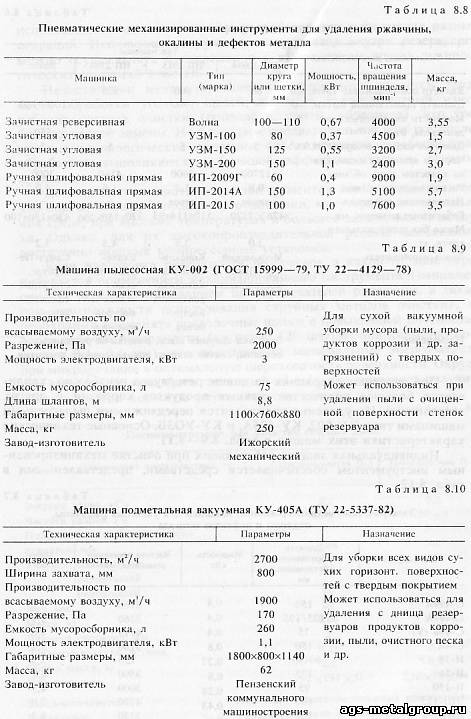
В табл. 8.5, 8.6, 8.7, 8.8 представлены рекомендуемые машинки (пневматические, ручные) для зачистки металлической поверхности, обработки сварных швов и т. д. Преимущества этого инструмента - сравнительно небольшая масса, простота обращения, возможность использования одного и того же устройства для выполнения разных операций. Использование ручных инструментов внутри резервуаров можно осуществлять одновременно с выполнением других технологических операций очистки.
Недостатками механизированного инструмента является трудность обработки уголков, щелей, пазов, а также быстрый износ рабочих органов очистки (проволоки, щеток, абразивов), что требует их частой замены. Но благодаря предварительной очистке последующие технологические операции (обезжиривание, дробеструйная обработка) выполняются с большой эффективностью и, главное, производительностью.
Достоинство пневматических инструментов состоит еще и в том, что они не опасны в пожарном отношении, могут работать во влажной среде, при высоких температурах и большой запыленности воздуха. Однако, для их высокопроизводительной работы необходимы достаточно мощные компрессорные установки.
Если подготовка поверхности резервуара в какой-то зоне ограничивается применением механизированного инструмента (например, очистка перед использованием преобразователей ржавчины, а также при невозможности использования струйных методов очистки), то необходимо применять проволочные щетки с повышенной плотностью ворса рабочей поверхности (не менее 120 шт/см² при диаметре проволоки 0,4 - 0,6 мм), что обеспечивает минимальные энергозатраты при микрорезании и оптимальную шероховатость поверхности. Окружная скорость должна быть порядка 2 - 4 м/с, что позволяет получить на поверхности хорошую шероховатость.
При очистных операциях на днище резервуара неизбежно скапливается большое количество рыхлых продуктов коррозии и других загрязнений. Их удаление производится передвижными пылесосными машинами типа КУ-002, КУ-405А, и КУ-УОЗБ. Основные технические характеристики этих машин в табл. 8.9 - 8.11.
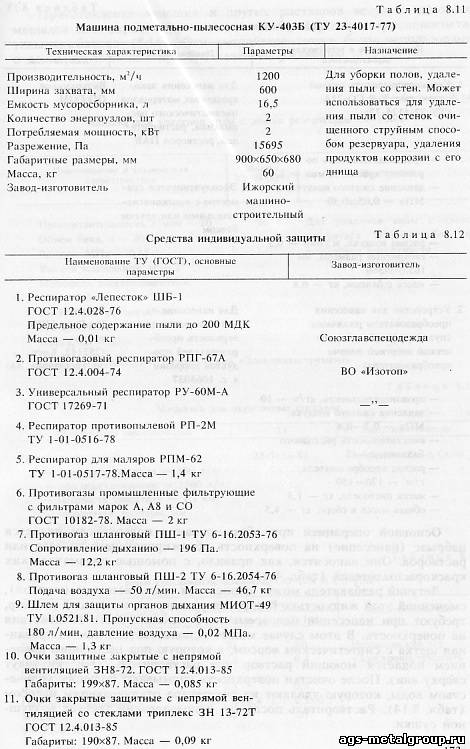
Индивидуальная защита работающих при очистке механизированным инструментом обеспечивается средствами, представленными в табл. 8.12.
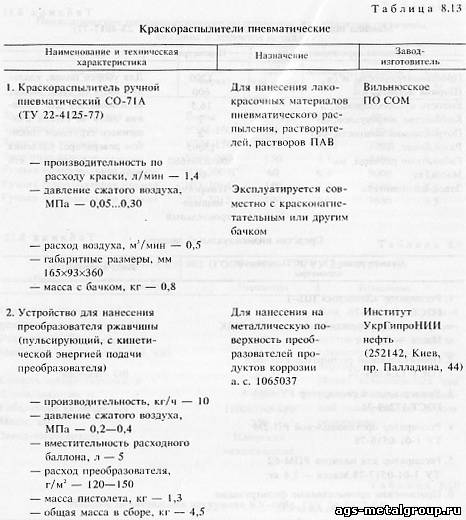
Основной операцией при обезжиривании поверхности является набрызг (нанесение) на поверхность обезжиривающего состава или растворов. Они наносятся, как правило, с помощью пневматических краскораспылителей (табл. 8.13).
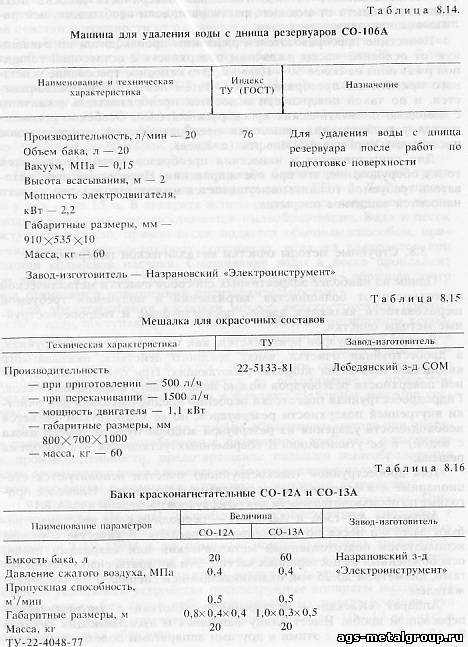
Летучий разбавитель может наноситься также ветошью (щеткой), смоченной этой жидкостью. Как растворитель, так и моющей раствор, требуют при нанесении одновременного механического воздействия на поверхность. В этом случае может использоваться комбинированная щетка с синтетическим ворсом, в которую под небольшим давлением подается моющий раствор или растворитель. Очистку ведут сверху вниз. После очистки поверхность промывают большим количеством воды, которую удаляют из резервуара откачивающим насосом (табл. 8.14). Растворитель после его использования требует воздушной сушки.
Приготовление моющих и других растворов ведут с помощью мешалок для окрасочных составов (табл. 8.15) или красконагнетательных бачков (8.16). Эти устройства могут быть использованы и для приготовления преобразователей ржавчины.
Если предусмотрена дальнейшая дробе- или пескоструйная очистка поверхности, то можно ограничиться обезжириванием растворителем. Если же после обезжиривания подготовленная поверхность будет обрабатываться преобразователями ржавчины или, в крайнем случае, на эту поверхность будут наноситься защитные покрытия (что нежелательно), то подготовленная поверхность должна быть тщательно отмыта от моющего раствора и, если необходимо, нейтрализована или запассивирована.
Нанесение преобразователей ржавчины производится на очищенную от основной массы ржавчины поверхность с остаточной толщиной ржавчины не более 50 - 100 мкм. Это основное требование успешного применения преобразователей. Затем поверхность обезжиривается, и по такой поверхности наносится преобразователь ржавчины с помощью пневматических краскораспылителей. Особенно рекомендуется устройство для нанесения преобразователей, разработанное институтом УкрГипроНИИнефть (г. Киев).
Для приготовления и нанесения преобразователей используется то же оборудование, что при обезжиривании. Нанесенный преобразователь требуемой толщины высушивается на воздухе, а затем на него наносится защитное покрытие.