Технология нанесения комбинированных металлизационно-полимерных покрытий
Как уже указывалось, в последнее время в нашей стране и за рубежом для повышения надежности защиты особо ответственных конструкций от коррозии широко применяются металлизационно-полимерные покрытия. Они имеют следующие преимущества по сравнению с раздельно наносимыми лакокрасочными и металлизационными покрытиями:
- увеличение долговечности покрытия в 2 - 3 раза, особенно в сильноагрессивных условиях;
- уменьшение стоимости покрытия, отнесенной к реальному сроку службы;
- сравнительная простота технологического процесса получения покрытия на этом оборудовании;
- возможность получения покрытия любой заданной толщины и на требуемые участки и зоны поверхности резервуаров;
- легкость механизации процесса нанесения комбинированных или металлизационных покрытий на листовой прокат и на резервуарные заготовки в заводских или стационарных условиях;
- относительно небольшие размеры площади, необходимой для организации цехов и участков в заводских и, особенно, полевых условиях.
Основное условие эффективности данного процесса: металлизация должна проводиться на тщательно подготовленной поверхности, хорошо очищенной от жировых и других загрязнений и обладающей развитой шероховатостью для надежного сцепления с металлизационным слоем. Поскольку этот слой в системе защитного покрытия имеет, в сущности, вспомогательное значение, толщина металлизационного слоя должна быть минимальной, а не такой, какую рекомендуют, когда это покрытие используется самостоятельно. Шероховатость металлической поверхности надо обеспечивать максимальной для получения покрытия требуемой толщины (от 6 до 25 мкм). Лучшим способом придания ей требуемой шероховатости является легкая обработка поверхности металлическим песком струйными аппаратами. После металлизации нанесенный слой должен быть стабилизирован от атмосферного воздействия грунтовочным слоем или водным раствором ПАВ.
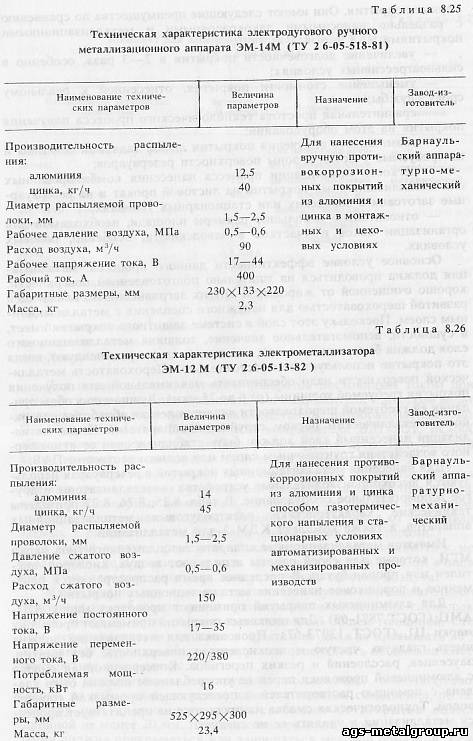
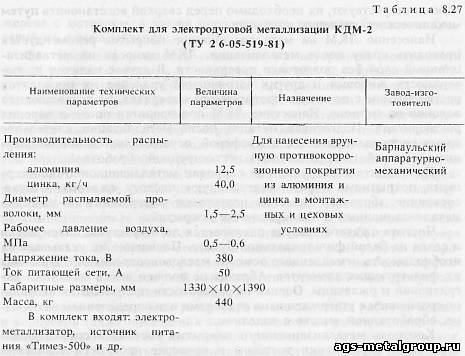
Для нанесения металлизационных покрытий в резервуарах используются высокопроизводительные устройства - металлизаторы и другое вспомогательное оборудование. В табл. 8.25, 8.26, 8.27 приведены технические характеристики электродуговых металлизационных аппаратов, а также комплект КДМ-2 для металлизации.
Имеются металлизационные аппараты газопламенного типа марки МГИ, которые для своей работы используют воздух, кислород, ацетилен или пропан-бутан. В последнее время распространяется плазменное и порошковое нанесение металлизационных покрытий.
Для алюминиевых покрытий применяют проволоку марок АД1, АМЦ (ГОСТ 7871-63). Для цинковых покрытий применяют проволоку марки Ц1 (ГОСТ 13073-67). Проволока для металлизации должна иметь гладкую, чистую и неокисленную поверхность, без вмятин, заусенцев, расслоений и резких перегибов. Консервационная смазка с алюминиевой проволоки перед ее употреблением должна быть удалена с помощью растворителей с последующей промывкой горячей водой. Технологическая смазка на проволоке не препятствует процессу металлизации и удалять ее не следует.
Для питания электродуговых аппаратов постоянным током применяются сварочные преобразователи и выпрямители с жесткой вольтамперной характеристикой. Рекомендуются преобразователи типа ПС-1000, ПСГ-500 и ПСУ-500 или выпрямители ВДГ-301, ВС-600, обеспечивающие высокую стабильность горения дуги. При металлизации вручную рекомендуется применять комплект КДМ-2.
При эксплуатации ручных металлизационных аппаратов газопламенного типа в условиях монтажных площадок, а также при работах внутри стационарных помещений, их питание кислородом и горючими газами - ацетиленом и пропан-бутаном производится от устанавливаемых у рабочего места баллонов, снабженных редукторами.
Сжатый воздух, применяемый для подготовки поверхности к металлизации, не должен содержать масла и влаги, для чего он очищается в масловодоотделителях или установках очистки воздуха.
Металлизация вручную осуществляется путем последовательного нанесения на небольшие участки поверхности нескольких слоев покрытия, число которых определяется заданной общей толщиной. Степень неравномерности толщины покрытия не должна превышать 20% от заданной толщины. Металлизируемая поверхность не должна иметь температуру ниже минус 5'С.
При металлизации конструкций, подлежащих электродуговой сварке, во избежание снижения качества сварных соединений, по периметру шва должна оставляться свободная от покрытия полоса, шириной не менее 20 мм, Для этого поверхность кромки при металлизации должна прикрываться или защищаться меловой обмазкой. Если полосы отсутствуют, их необходимо перед сваркой восстановить путем механического удаления покрытия.
Нанесение ЛКМ на металлизационное покрытие рекомендуется проводить сразу после металлизации. ЛКМ наносят на металлизационный слой без подготовки поверхности. В случае наличия на поверхности жировых и других загрязнений удаление их проводится растворителем с помощью протирочного материала, не оставляющего волокон на металле. Нанесение ЛКМ производится после испарения растворителя. Подготовка металла после металлизации длительное время соприкасавшегося с атмосферой, осуществляется обезжириванием и легкой (поверхностной) пескоструйной обработкой.
При защите конструкций от коррозии металлизационно-полимерными покрытиями строго контролируют чистоту сжатого воздуха, состояние абразива, качество подготовки поверхности и качество металлизационных и лакокрасочных покрытий.
Чистота сжатого воздуха оценивается по отсутствию пятен масла и влаги на белой фильтровальной бумаге. Появление их указывает на необходимость немедленного осмотра масловодоотделителей и замены их фильтрующих элементов. Абразив не должен иметь масляных загрязнений и ржавчины. Оценка шероховатости производится визуально сравнением с утвержденными эталонами или определением на образце, обработанном вместе с изделием.
Контроль металлизационного покрытия состоит в оценке внешнего вида, определении толщины и проверке прочности сцепления (адгезии) с металлом. Покрытие должно быть мелкозернистым и соответствовать 3 - 5 классу чистоты. Пропуски, вздутия, металлические брызги должны отсутствовать.
Толщину металлизационных покрытий на защищаемой поверхности измеряют толщиномерами магнитного (ЭИТП-1), электромагнитного (МИП-10, МТ-30) или другого типа.